一种鸡舍用精准称料机构及饲料精准喂料系统的制作方法
1.本实用新型涉及家禽养殖设备技术领域,具体涉及一种鸡舍用精准称料机构及饲料精准喂料系统。
背景技术:
2.随着家禽行业的发展,饲料成本的不断提高,精准的、高效的饲喂日益发展成一种迫切的需要。这种需要在种鸡饲养上尤为迫切,种鸡的日耗料调整通常为“克/只”,每条笼具的饲料总重误差要求在100g以内,因此精准饲喂尤为重要。
3.目前的规模化养鸡场通常采用行车喂料的方式,将行车内的饲料尽可能均匀的放到料槽中,但是行车不具备计量功能,无法精准投喂。
技术实现要素:
4.本实用新型的目的是提供一种鸡舍用精准称料机构及饲料精准喂料系统,能够精准称取饲料后向喂料行车供料,以解决传统的称料机构无法对饲料进行精准称重的技术问题。
5.为了解决上述技术问题,本实用新型提供了一种鸡舍用精准称料机构,包括:称重料斗,用于盛装需要称重的饲料;称重传感器组件,用于称取称重料斗内的饲料重量,并发送至一控制模块。
6.进一步,所述精准称料机构还包括:称重框架;若干上挂耳,挂置在称重框架的上框架底部,用于挂装称重传感器组件;以及若干下挂耳,挂置在称重传感器组件的下端,用于挂装称重料斗。
7.进一步,所述精准称料机构还包括:第一电动蝶阀,设置于称重料斗底部,且与一控制模块电性相连。
8.另一方面,本实用新型还提供一种饲料精准喂料系统,包括:精准称料机构;以及储料机构,与精准称料机构连接,用于向精准称料机构输送饲料;投料机构,用于连接精准称料机构和喂料行车;以及控制模块,与储料机构、精准称料机构和投料机构电性连接;所述控制模块适于在精准称料机构称取预设重量的饲料后,控制储料机构停止向精准称料机构供料,并控制投料机构将精准称料机构称取的饲料向喂料行车输送。
9.进一步,所述储料机构包括:料塔;料塔送料管,用于连通料塔和精准称料机构;和送料组件,与控制模块电性相连,安装在料塔送料管上;所述控制模块适于控制送料组件通过料塔送料管向精准称料机构输送饲料。
10.进一步,所述投料机构包括:提升料斗,通过下料管道接收称重料斗内称取的饲料;提升料管,用于连接提升料斗与喂料行车;以及提升组件,与控制模块电性相连,安装在提升料管上;所述控制模块适于控制提升组件工作,通过提升料管将提升料斗内的饲料输送至喂料行车。
11.进一步,所述下料管道的一端固定于所述称重框架的中间框架上,并与所述下料
料斗的下端开口位置相对应,另一端伸入提升料斗内;当精准称料机构完成称重后,控制模块控制第一电动蝶阀打开,饲料由称重料斗经下料管道送至提升料斗。
12.进一步,所述提升组件包括与控制模块电性相连的提升电机,以及设置在提升料管内的送料绞龙;所述提升料管的一端设置于提升料斗的底部开口处,另一端设置提升电机;所述控制模块适于控制提升电机驱动送料绞龙,以将提升料斗内的饲料经提升料管向喂料行车输送。
13.进一步,所述喂料行车包括若干行车料斗,分别对应设置在提升料管的下料口处;且各行车料斗的上端入料口处均设置有与控制模块电性相连的第二电动蝶阀;所述控制模块适于在精准称料机构称取预设重量的饲料后,控制一个空的行车料斗上的第二电动蝶阀打开,其余行车料斗上的第二电动蝶阀关闭,同时控制提升组件将提升料斗内的饲料输送至第二电动蝶阀打开的行车料斗中。
14.本实用新型的有益效果是,通过精准称料机构将来自储料机构的饲料进行分批次称重,并且通过控制模块在精准称料机构称取预设重量的饲料后,控制储料机构停止向精准称料机构供料,并控制投料机构将精准称料机构称取的饲料输送至喂料行车,从而实现对饲料的精准称重和自动的将饲料送至每条笼具。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
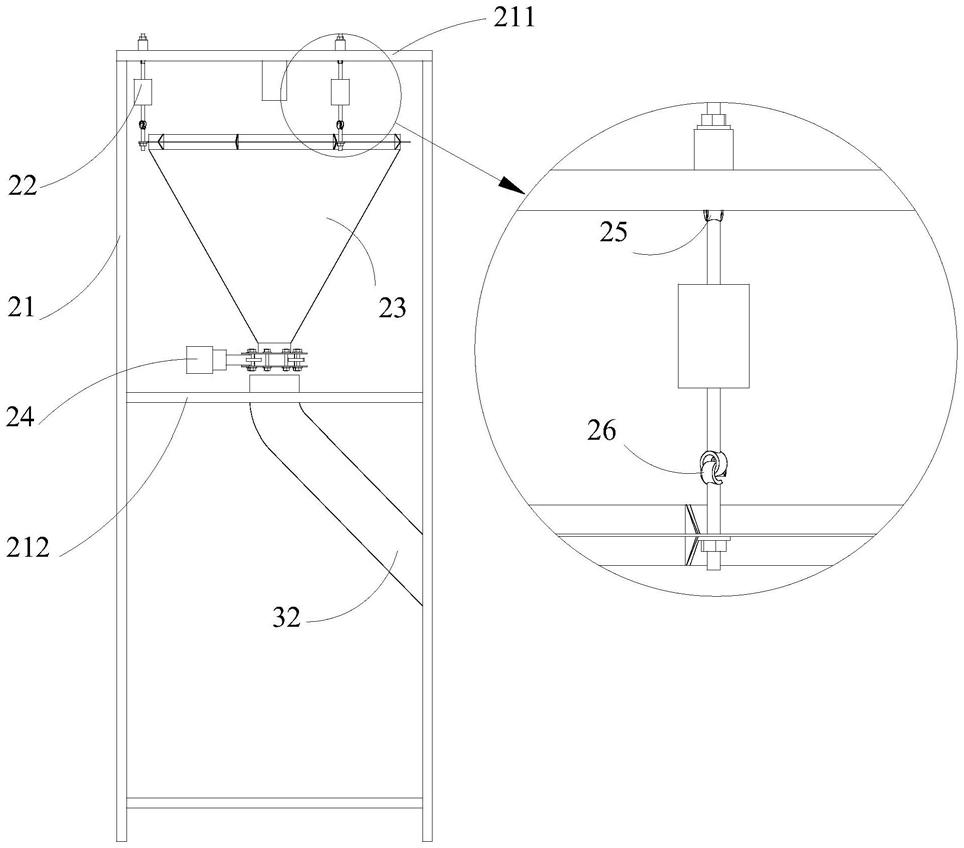
16.图1是本实用新型的精准称料机构的结构示意图;
17.图2是本实用新型的饲料精准喂料系统的流程示意图。
18.图中:储料机构1、料塔11、料塔送料管12、送料组件13、精准称料机构 2、称重框架21、上框架211、中间框架212、称重传感器组件22、称重料斗23、第一电动蝶阀24、上挂耳25、下挂耳26、投料机构3、提升料斗31、下料管道 32、提升料管33、提升电机34、下料口35、喂料行车4、行车料斗41、第二电动蝶阀42。
具体实施方式
19.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.实施例
21.如图1所示,本实施例提供了一种鸡舍用精准称料机构,包括:称重料斗23,用于盛装需要称重的饲料;称重传感器组件22,用于称取称重料斗23内的饲料重量,并发送至一控制模块。
22.在本实施方式中,可选的,所述称重传感器组件22适于对饲料进行多次称重,直至称重料斗23内的饲料达到预设值,并且保证称重误差在50g以内。
23.在本实施例中,所述精准称料机构2还包括:称重框架21;若干上挂耳25,挂置在称重框架21的上框架211底部,用于挂装称重传感器组件22;以及若干下挂耳26,挂置在称重传感器组件22的下端,用于挂装称重料斗23。
24.在本实施方式中,可选的,所述称重传感器采用三角设置的悬挂式称重传感器,从而充分保证称重的精度。
25.在本实施例中,所述精准称料机构2还包括:第一电动蝶阀24,设置于称重料斗23底部,且与一控制模块电性相连。
26.在本实施方式中,可选的,所述控制模块适于在称重传感器组件22称取预设重量的饲料后控制第一电动蝶阀24打开,完成称重。
27.在本实施方式中,可选的,采用法兰对夹安装式电动蝶阀进行放料,可避免由于传统的阀门式放料造成的管壁震动,影响称重传感器的精度。
28.如图2所示,另一方面,本实用新型提供了一种饲料精准喂料系统,包括:上述精准称料机构;以及储料机构1,与精准称料机构2连接,用于向精准称料机构2输送饲料;投料机构3,用于连接精准称料机构2和喂料行车4;以及控制模块,与储料机构1、精准称料机构2和投料机构3电性连接;
29.所述控制模块适于在精准称料机构2称取预设重量的饲料后,控制储料机构1停止向精准称料机构2供料,并控制投料机构3将精准称料机构2称取的饲料向喂料行车4输送。
30.在本实施方式中,可选的,所述控制模块包括但不限于采用plc控制器,并且所述控制模块中的数据可上传至物联网平台,从而通过物联网平台对plc 数据进行修改,实现设备的远程运行。
31.在本实施方式中,可选的,所述精准称料机构2将来自储料机构1的饲料进行分批次称重,并且通过控制模块在精准称料机构2称取预设重量的饲料后,控制储料机构1停止向精准称料机构2供料,并控制投料机构3将精准称料机构2称取的饲料输送至喂料行车4,从而实现对饲料的精准称重和自动的将饲料送至每条笼具。
32.在本实施例中,所述储料机构1包括:料塔11;料塔送料管12,用于连通料塔11和精准称料机构2;和送料组件13,与控制模块电性相连,安装在料塔送料管12上;所述控制模块适于控制送料组件13工作,以通过料塔送料管12 向精准称料机构2输送饲料。
33.在本实施方式中,可选的,所述料塔送料管12一端开口设置于料塔11的底部开口处,另一端悬于精准称料机构2上方,从而当控制模块控制送料组件 13工作时,饲料由料塔11经底部设置的料塔送料管12运送至精准称料机构2。
34.如图所示,在本实施例中,可选的,所述投料机构3包括:提升料斗31,通过下料管道32接收称重料斗23内称取的饲料;提升料管33,连接提升料斗 31与喂料行车4;以及提升组件,与控制模块电性相连,安装在提升料管33上;所述控制模块适于控制提升组件工作,通过提升料管33将提升料斗31内的饲料输送至喂料行车4。
35.在本实施方式中,可选的,所述提升料管33的一端设置于提升料斗31的底部开口处,另一端设置有提升组件从而通过提升料管33将提升料斗31内的饲料输送至喂料行车4。
36.在本实施例中,所述下料管道32的一端固定于所述称重框架21的中间框架212上,并与所述下料料斗23的下端开口位置相对应,另一端伸入提升料斗 31内;当精准称料机构2完成称重后,控制模块控制第一电动蝶阀24打开,饲料由称重料斗23经下料管道32送至提升料斗31。
37.在本实施方式中,可选的,所述下料管道32的一端固定于所述称重框架21 的中间框架212上,并与所述下料料斗23的下端开口位置相对应,且所述下料管道32不与称重料斗23相接触,保证了称料的准确性。
38.在本实施例中,所述提升组件包括与控制模块电性相连的提升电机34,以及设置
在提升料管33内的送料绞龙;所述提升料管33的一端设置于提升料斗 31的底部开口处,另一端设置提升电机34;所述控制模块适于控制提升电机34 驱动送料绞龙,以将提升料斗31内的饲料经提升料管33向喂料行车4输送。
39.在本实施方式中,可选的,所述提升组件包括但不限于采用提升电机34和设置于提升料管33内的送料绞龙,所述控制模块适于控制提升电机34和送料绞龙完成送料。
40.在本实施例中,所述喂料行车4包括若干行车料斗41,分别对应设置在提升料管33的下料口35处;且各行车料斗41的上端入料口处均设置有与控制模块电性相连的第二电动蝶阀42;所述控制模块适于在精准称料机构2称取预设重量的饲料后,控制一个空的行车料斗41上的第二电动蝶阀42打开,其余行车料斗41上的第二电动蝶阀42关闭,同时控制提升组件将提升料斗31内的饲料输送至第二电动蝶阀42打开的行车料斗41中。
41.在本实施方式中,可选的,所述控制模块依次控制设置在提升料管33上的第二电动蝶阀42的开闭,实现将饲料分别运送至不同的行车料斗41中。
42.综上所述,本实用新型通过精准称料机构2将来自储料机构1的饲料进行分批次称重,并且通过控制模块在精准称料机构2称取预设重量的饲料后,控制储料机构1停止向精准称料机构2供料,并控制投料机构3将精准称料机构2 称取的饲料输送至喂料行车4,从而实现对饲料的精准称重和自动的将饲料送至每条笼具。
43.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1