一种用于捆扎机的卷线器及具有该卷线器的捆扎机的制作方法
1.本实用新型属于园林技术领域,具体涉及一种用于捆扎机的卷线器及具有该卷线器的捆扎机。
背景技术:
2.目前园林作业时,需要将植物与钢丝或绳子捆扎在一起,传统的做法是手工将扎带捆绑在植物上,一方面,工作量大、效率低且成本高;另一方面,会造成捆扎不规范、感官粗糙的结果。
3.为此,如中国实用新型专利《自动扎带机》,其专利号为zl200920107921.2(授权公告号为cn201457757u)公开了一种自动扎带机,包括机架、启动装置、传动凸轮、扎线装置、切刀装置、送扎线装置、摆臂装置、停止装置;所述机架上启动装置连接传动凸轮;所述机架上的传动凸轮驱动摆臂装置、切刀装置;所述传动凸轮连接停止装置:所述停止装置连接送扎线装置。其工作过程如下:当将把要扎扎带的线材放入放线槽内后触动启动控制板然后使启动开关闭合,凸轮开始正方向转动,带动紧线传动连杆传动紧线摆臂向扎线装置方向转动将扎带转动到扎线装置上,通过切刀将扎线切断并抬高到扎线装置位置上,此时主动齿轮与传动齿轮带动传动同步轮扎线装置开始旋转将扎线扎紧,紧线摆臂开始向原点方向转动,当切刀前传动连杆接触到凸轮低点位置时切刀机构回到原点位置上,凸轮高点触动到停止控制开关,凸轮停止运动,扎线装置停止并定位,切刀机构、紧线摆臂回到原点位置上;拿开扎好的线材后启动开关断开,送扎线机构开始进行送扎带动作,送扎带完成后整个机台动作完成。
4.上述专利虽然实现了对扎带的捆扎,但是存在以下缺陷:
5.1、扎线通过扎线装置的转动实现扎紧,当扎线出现错位或者相对扎线装置活动时,容易出现无法将扎线(扎带)扎紧(打结)的情况;
6.2、实际采用两个电机分别实现送线(送丝)和扎线(打结),电子控制模块复杂,成本较高,需要预留另一个电机的空间,设备体积较大。
7.因此,需要对现有的捆扎机作进一步的改进。
技术实现要素:
8.本实用新型所要解决的第一个技术问题是针对上述现有技术的现状,提供了一种用于捆扎机的卷线器,防止扎带活动以达到可靠实现扎带打结的目的,并且防止在取下打好结的扎带时由于卷线器将扎带夹得过紧而导致损伤嫩枝的目的。
9.本实用新型所要解决的第二个技术问题是,提供了一种自动夹紧扎带且可靠实现扎带打结的捆扎机。
10.本实用新型解决上述第一个技术问题所采用的技术方案为:一种用于捆扎机的卷线器,其特征在于,包括有
11.主体件,其邻近中央的位置开设有安装孔,且其内部在位于所述安装孔的外围开
设有与该安装孔相连通且沿周向延伸的限位槽;
12.夹爪组,至少局部设置在所述主体件的外周上,且包括有两个沿周向间隔布置的夹爪,每个所述夹爪均包括有固定夹板及位于所述固定夹板内侧且被布置成靠近或远离所述固定夹板运动的活动夹板;
13.致动杆,穿设在所述安装孔上,且能绕自身轴线转动;
14.每个所述活动夹板对应有一个所述的限位槽和至少一个推动部,所述推动部设置在所述致动杆上,且位于对应侧的限位槽内,在所述致动杆处于转动的状态下,所述推动部在对应的限位槽内运动以推动对应侧的活动夹板朝固定夹板方向运动而用来夹持扎带;且在所述夹爪处于夹持状态而在所述致动杆继续转动的过程中,所述推动部能带动所述主体件一起转动;
15.每个所述活动夹板对应有至少一个第一弹性件,作用在对应的活动夹板上,始终使所述活动夹板具有朝远离所述固定夹板方向运动的趋势。
16.上述在夹爪处于夹持状态而在致动杆继续转动的过程中,实现推动部带动主体件一起转动的方式有多种,可以采用:推动部与对应侧的限位槽的对应侧壁相抵而带动所述主体件一起转动;也可以采用:推动部与对应的活动夹板相抵而带动主体件一起转动。
17.推动部的形成形式有多种,可以在致动杆的外周壁上直接成型有侧向凸出的推动部,也可以通过在致动杆上设置可拆卸地推动杆的形式,但是优选地,所述致动杆的外周壁上具有贯通孔及穿设在所述贯通孔内的推动杆,所述推动杆位于所述贯通孔之外的两端分别为位于对应侧的限位槽内的推动部。
18.主体件可以采用一体成型的形式,也可以采用分体件的形式,从方便设置活动夹板的角度来讲,优选地,所述主体件包括有沿着所述致动杆的长度方向自前向后依次布置的第一座体和第二座体,所述限位槽位于所述第一座体和第二座体之间,所述固定夹板局部安装在所述第一座体的外周缘上,且与该第一座体之间留有间隙,所述活动夹板设置在所述第二座体的外周缘上,且局部位于所述间隙内。
19.为了对活动夹板的活动进行导向及方便容置第一弹性件,所述活动夹板上设置有两根均朝所述安装孔方向延伸的导向柱,两根所述导向柱通过连接板相连接,所述第一座体和第二座体之间形成有容置所述第一弹性件的容置槽,所述第一弹性件为第一弹簧,所述第一弹簧的一端与所述容置槽的外端相接触,所述第一弹簧的另一端与所述连接板相接触。
20.本实用新型解决上述第二个技术问题所采用的技术方案为:一种具有上述的卷线器的捆扎机,其特征在于:还包括有电机和用来带动所述卷线器转动的第一传动组件,所述电机的动力输出端与所述第一传动组件相连接,所述第一传动组件的动力输出端能与所述致动杆远离所述主体件的一端相连接。
21.第一传动件可以采用两个锥形齿轮相啮合实现传动的目的,也可以采用多个齿轮相啮合的形式,但是优选地,所述第一传动组件包括有
22.第一锥形齿轮,设置在所述电机的输出轴上;
23.传动轴,沿着左右方向延伸,其左端上安装有与所述第一锥形齿轮相啮合的第二锥形齿轮;及
24.第一传动杆,沿着前后方向延伸,且位于所述致动杆的后方,并与所述致动杆延伸
方向一致,该第一传动杆的前端通过第二离合器与所述致动杆的后端相连接,该第一传动杆的后端上设置有与所述第二锥形齿轮相啮合的第三锥形齿轮。
25.为了将扎带送至卷线器的对应夹爪处,还包括有用来将扎带的自由端送至所述卷线器对应夹爪处的送丝件和第二传动组件,所述送丝件呈c形且其开口朝向所述卷线器,且该送丝件的内周壁上开设有沿其长度方向延伸以供扎带通过弧形槽,沿着所述扎带的输送方向,所述送丝件的第一端位于所述卷线器的一个夹爪的下游,该送丝件的第二端位于所述卷线器的另一个夹爪的上游,所述传动轴的右端安装有间歇作用在所述第二传动组件上的传动件,所述第二传动组件的动力输出端与送丝件的第一端转动连接,所述送丝件的第二端靠近或远离所述卷线器的对应夹爪。如此,通过送丝件将扎带的一端送至卷线器的其中一个夹爪处,扎带的另一端位于卷线器的另一个夹爪处,实现对扎带两端的夹紧,从而在后续卷线器转动的过程中带动扎带转动继而完成扎带的打结。
26.为了根据需要选择性地带动传动轴转动,继而达到送丝的目的,所述传动轴通过第一离合器与所述第二锥形齿轮相连接,所述第二传动组件包括有
27.转轴,与所述传动轴的延伸方向一致;
28.第一连杆,竖向设置,且位于所述送丝件之后,其邻近中央的位置安装在所述转轴上,且被布置成相对所述转轴转动;
29.第二连杆,其后端与所述第一连杆的上端转动连接,其前端与所述送丝件的第一端转动连接;
30.在该传动件的偏心位置处设置有凸部,所述第一连杆的下端位于所述凸部的转动路径上。
31.为了实现扎带的输送及切断,还包括有用来将扎带输送至所述送丝件之第一端的输送机构及用来将所述扎带切断的切割机构,沿着扎带的输送方向,所述切割机构位于所述输送机构和送丝件之间。如此,能将扎带自动输送至卷线器处,并对扎带进行切割。
32.为了检测料辊上是否有料,防止在无料时继续工作时扎带(料带)卡在捆扎机内无法取出,即为了减小清理难度,还包括有支座、控制器、提示器、缠绕有扎带的料辊及用来检测料辊是否有料的检测系统,所述料辊通过连接轴安装在所述支座上,且被布置成相对所述支座转动,所述检测系统包括有设置在所述料辊的外表面上的磁性触发件及用来感应磁性触发件的磁场信号的霍尔传感器,所述磁性触发件至少有两个,且沿周向间隔布置在所述连接轴的外围,所述霍尔传感器设置在所述支座上,所述控制器的信号输入端与所述霍尔传感器的信号输出端相连接,所述提示器与所述控制器电连接,且在控制器的控制下发出所述料辊无料的提示信息。如此,在无料时,料辊无法转动,霍尔传感器无法感应磁性触发件的磁感应信号,控制器接收到料辊不转动的信号后控制提示器发出提示信息,提醒用户放料。
33.与现有技术相比,本实用新型的优点在于:该卷线器包括有致动杆和两个夹爪,每个夹爪包括有固定夹板和活动夹板,活动夹板在致动杆转动时通过其上推动部的推动而朝固定夹板方向运动,从而两个夹爪分别将料带的两端夹住。推动部的存在,防止在卷线器未转动时,活动夹板在重力作用下导致下落,致使送线时扎丝无法穿过活动夹板与固定夹板之间的间隙从而无法完成送线动作。当夹爪夹住料带并在致动杆继续转动时,带动整个卷线器转动从而完成扎带打结的目的,即在卷线器转动时,首先将扎带的两端夹住,防止在卷
线器转动的过程中扎带晃动而无法完成打结或者打结不标准而损伤植物,在致动杆停止转动时,通过第一弹性件让活动夹板远离固定夹板,增大两者间的间隙,防止在取下打好结的扎带时,由于卷线器将扎丝夹得过紧导致损伤嫩枝的情况发生,继而轻松取下打好结的扎带不会损伤植株,整个卷线器的结构可靠合理。
附图说明
34.图1为本实施例的捆扎机的结构示意图;
35.图2为图1的剖视图;
36.图3为图2中i部的放大结构示意图;
37.图4为图1的部分结构示意图;
38.图5为图4的部分结构示意图;
39.图6为图5的另一角度的结构示意图;
40.图7为图5的剖视图;
41.图8为图6的剖视图;
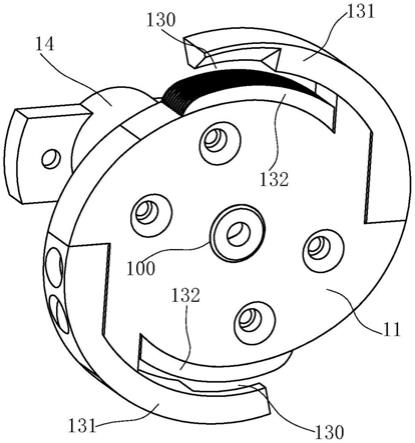
42.图9为卷线器的结构示意图;
43.图10为图9的剖视图;
44.图11为图9的立体分解结构示意图;
45.图12为图9的部分结构示意图;
46.图13为图4的另一角度的结构示意图。
具体实施方式
47.以下结合附图实施例对本实用新型作进一步详细描述。
48.如图1至图13所示,本实施例的捆扎机包括有外罩09、卷线器01、第一弹性件、第二弹性件、输送机构02、送丝件03、切割机构04、电机51、传动件、第一传动组件06、第二传动组件07、支座9、控制器、提示器、缠绕有扎带的料辊91及用来检测料辊91是否有料的检测系统。
49.如图1和图2所示,外罩09包括有左右布置的第一壳体091和第二壳体092及位于上方的顶壳093,前述的第一壳体091、第二壳体092及顶壳093之间围合形成有前后两端均敞口的容置空间。上述的切割机构04、电机51、第一传动组件06和第二传动组件07均位于上述的容置空间内。外罩09上设置有按钮010,按钮010与控制器电连接。前述第一壳体091和第二壳体092的下部形成有方便握持的把手部094,上述的电机51安装在把手部094的内部空间内。本实施例的方位参照图1中箭头所指的方向。
50.如图1所示,支座9设置在外罩09的前侧,料辊91通过沿着左右延伸的连接轴安装在支座9上,且被布置成相对支座9转动,具体地,料辊91在输送机构02输送扎带时,扎带拉动料辊91转动。前述的检测系统包括有设置在料辊91的外表面上的磁性触发件911及用来感应磁性触发件911的磁场信号的霍尔传感器92,磁性触发件911有12个,且沿周向间隔均匀布置在连接轴的外围,本实施例中的磁性触发件为磁铁,还可以采用其他能磁性触发的部件。霍尔传感器92设置在支座9上且位于支座9的内部,控制器的信号输入端与霍尔传感器92的信号输出端相连接,提示器与控制器电连接,且在控制器的控制下发出料辊91无料
的提示信息。上述的提示器为蜂鸣器或者led灯。在霍尔传感器92感应到磁场变化时,料辊91上有扎带,当霍尔传感器92未感应到磁场变化时,料辊91上无扎带,即料辊91不转动。
51.如图2至图8所示,输送机构02用来将料辊91上的扎带输送至送丝件03并最终输送至卷线器01,输送机构02位于卷线器01之后,且位于送丝件03的上游。卷线器01安装有沿着前后方向延伸的致动杆14,且在第一传动组件06的驱动下绕自身轴线转动。上述的电机51的动力输出端与第一传动组件06相连接,第一传动组件06的动力输出端能与致动杆14远离主体件1的后端相连接。本实施例中的第一传动组件06包括有中间传动组件、传动轴6和传动机构08。中间传动组件的动力输入端与电机51相连接,传动轴6沿着左右方向延伸,且该传动轴6通过第一离合器选择性地与中间传动组件的动力输出端相连接。具体地,中间传动组件包括有安装在电机51之输出轴上的第一锥形齿轮511及安装在传动轴6之左端上的第二锥形齿轮61。电机51的输出轴向上延伸,上述的传动轴6通过第一离合器选择性地与第二锥形齿轮61相连接,第二锥形齿轮61与第一锥形齿轮511相啮合。此外,还可以采用两个齿轮相啮合实现在电机工作能带动传动轴6转动的形式。如此,在电机51转动时,通过第一锥形齿轮511带动第二锥形齿轮6啮合转动,并通过第一离合器选择性地带动传动轴6转动。而上述传动件的动力输入端与传动轴6相连接,传动件的动力输出端与输送机构02相连接,具体地,传动件为安装在传动轴6上的传动齿轮62,而输送机构02包括有支架20、安装轴23、转轴21和支撑轴22,支架20的右侧设置有安装座011,安装座011竖向布置,其中,转轴21安装在安装座011和下述的固定座4上。支撑轴22安装在支架20上,且位于转轴21之上,且均沿着左右方向延伸。本实施例中的转轴21和支撑轴22均有两个,每个转轴21上均安装有一个主动滚轮211和能与传动齿轮62相啮合的第一齿轮212。因此,主动滚轮211有两个且沿着前后间隔布置。每个支撑轴22上均安装有一个位于主动滚轮211之上的从动滚轮221,因此,从动滚轮221有两个,且沿着前后方向间隔布置,两个从动滚轮221通过安装件222相连接,且从动滚轮221和主动滚轮211之间具有用来供扎带通过的输送通道。而安装轴23位于两个转轴21之间,且与转轴21并排间隔布置,安装轴23上设置有与两个第一齿轮212均啮合的中间齿轮231。如此,在传动轴6转动时,通过传动齿轮62、第一齿轮212及中间齿轮231的传动下带动主动滚轮211转动,从而带动位于主动滚轮211和从动滚轮221之间的扎带朝送丝件03处输送。扎带在输送过程中,为了防止主动滚轮和从动滚轮磨损扎带而出现粉末堵塞输送通道的情况,主动滚轮硬度大于从动滚轮,且两者的外周面均有增加摩擦力的纹理,并且主动滚轮和从动滚轮采用pvc材质。
52.而为了克服换丝需要打开外罩的弊端,如图4所示,上述的安装轴23上设置有竖向布置的驱动杆24,驱动杆24呈弧形,且该驱动杆24的一端安装在安装轴23上,安装件222上设置有凸柱223,凸柱223位于驱动杆24的转动路径上,且在驱动杆24的间歇推动下带动从动滚轮221相对支架20向上运动,且在支架20处于最高位置状态下,在驱动杆24继续转动时脱离与凸柱223的接触。如此,通过按钮010控制电机51旋转时,利用驱动杆24使从动滚轮221远离主动滚轮211运动,而使扎带顺利通过,避免出现换丝需要打开外罩的问题。
53.上述安装有从动滚轮221的安装件222可在自身重力作用下向下运动,也可以在第二弹性件的作用下具有向下运动趋势,具体地,第二弹性件作用在安装件222上且始终使安装件222具有向下运动的趋势。如图3所示,本实施例中的第二弹性件为第二弹簧224,第二弹簧224位于安装件222和支架20之间。如图7所示,上述安装件222上下运动时,支撑轴22相
对支架20上下滑动,支架20在对应支撑轴22的位置上开设有沿着上下方向延伸的条形孔201,支撑轴22位于对应的条形孔201内。如此,支撑轴22沿着上下方向滑动地设置在支架20上。
54.本实施例的传动机构08的动力输入端与中间传动组件相连接,传动机构08的动力输出端通过第二离合器选择性地与致动杆14相连接。如图6和图8所示,传动机构08包括有第三锥形齿轮81和位于致动杆14之后方的第一传动杆8,第一传动杆8与致动杆14延伸方向一致,且该第一传动杆8的前端通过上述的第二离合器与致动杆14的后端相连接,第三锥形齿轮81安装在第一传动杆8的后端上,且与第二锥形齿轮61相啮合。如此,在中间组件的传动下,通过第二锥形齿轮61带动第三锥形齿轮81转动,从而带动第一传动杆8转动,并通过第二离合器选择性地驱动致动杆14转动。本实施例中的第一离合器为第一单向轴承65,第二离合器为第二单向轴承83,上述的第一单向轴承65和第二单向轴承83均采用现有技术中的单向轴承,本实施例中将不再详细赘述。此外,第一离合器和第二离合器还可以采用现有技术中的电磁离合器,只要能实现选择性连接即可。
55.如图9至图12所示,上述的卷线器包括有主体件1、夹爪组及沿着前后方向延伸的致动杆14。上述的主体件1邻近中央的位置开设有供致动杆14安装的安装孔100,且该主体件1的内部在位于安装孔100的外围开设有与该安装孔100相连通且沿周向延伸的限位槽101,本实施例中的限位槽101有两个,且沿周向间隔。如图11所示,主体件1包括有自前向后依次布置的第一座体11和第二座体12,限位槽101位于第一座体11和第二座体12之间。具体地,第一座体11和第二座体12上均开设有沿着周向间隔布置的第一半槽和第二半槽,第一座体11和第二座体12上的第一半槽对合形成有一个限位槽101,第一座体11和第二座体12上的第二半槽相对接形成有另一个限位槽101。此外,限位槽101还可以完全形成在第一座体11或者第二座体12上。
56.如图8至图12所示,上述的夹爪组局部设置在主体件1的外周上,且包括有两个沿周向间隔布置的夹爪13,两个夹爪13的结构相同,以下以一个夹爪13为例进行说明。夹爪13包括有固定夹板131及位于固定夹板131内侧且在推动部1411的推动下靠近固定夹板131运动的活动夹板132,固定夹板131和活动夹板132之间形成有供扎带穿过的空隙130,通过前述活动夹板132的运动来调节空隙130的大小。固定夹板131局部安装在第一座体11的外周缘上,且与该第一座体11之间留有间隙15,活动夹板132设置在第二座体12的外周缘上,且局部位于间隙15内。每个活动夹板132对应有一个限位槽101和一个推动部1411。致动杆14的外周壁上具有贯通孔140及穿设在贯通孔140内的推动杆141,推动杆141位于贯通孔140之外的两端分别为位于对应侧的限位槽101内的推动部1411。如此,在致动杆14处于转动的状态下,推动部1411在对应的限位槽101内运动以推动对应侧的活动夹板132朝固定夹板131方向运动而用来夹持扎带;且在夹爪13处于夹持状态而在致动杆14继续转动的过程中,推动部1411能带动主体件1一起转动。
57.而为了实现活动夹板132朝远离固定夹板131方向运动,第一弹性件作用在对应的活动夹板132上,且始终使活动夹板132具有朝远离固定夹板131方向运动的趋势。具体地,活动夹板132上设置有两根均朝安装孔100方向延伸的导向柱1321,两根导向柱1321通过连接板1322相连接,且在夹爪13处于夹持状态而在致动杆14继续转动的过程中,推动部1411与连接板1322相抵继而带动主体件1一起转动。第一座体11和第二座体12之间形成有容置
第一弹性件的容置槽103,如图10所示,第一弹性件为第一弹簧16,第一弹簧16的一端与容置槽103的外端相接触,第一弹簧16的另一端与连接板1322相接触。
58.如图4和图5所示,本实施例中的送丝件03在第二传动组件07的驱动下将扎带的自由端送至卷线器01的对应夹爪13处。第二传动组件07位于支架20的右侧。本实施例中的送丝件03呈c形且其开口朝向卷线器01,且该送丝件03的内周壁上开设有沿其长度方向延伸以供扎带通过弧形槽31,本实施例中,在送丝(输送扎带)的过程中,卷线器的两个夹爪13上下间隔布置,沿着扎带的输送方向,送丝件03的第一端位于上侧的夹爪13之空隙130的下游,该送丝件03的第二端位于下侧的夹爪13之空隙130的上游。上述的传动齿轮62间歇作用在第二传动组件07上,第二传动组件07的动力输出端与送丝件03的第一端转动连接,送丝件03的第二端靠近或远离卷线器01的对应夹爪13。如图4所示,第二传动组件07包括有转轴21、第一连杆71、第二连杆72及第四弹性件。第一连杆71竖向设置,且位于送丝件03之后,该第一连杆71邻近中央的位置安装在转轴21上,且被布置成相对转轴21转动;第二连杆72的后端与第一连杆71的上端转动连接,第二连杆72的前端与送丝件03的第一端转动连接,第二连杆72的后端与第四弹性件相连接。如图4所示,第四弹性件为安装在安装座011上的第四弹簧73,第四弹簧73始终使第二连杆72具有朝前运动的趋势。在该传动齿轮62的右表面的偏心位置处设置有凸部621,第一连杆71的下端位于凸部621的转动路径上。如此,在传动齿轮62转动时,凸部621随传动齿轮62一起转动而推动第一连杆71的下端朝前转动,从而带动第一连杆71的上端朝后转动,从而实现送丝件03的第二端远离下侧的夹爪13运动。如此,扎带依次经上侧的夹爪13的空隙130、送丝件03的第一端、弧形槽31、送丝件03的第二端、下侧的夹爪13的空隙130,在致动杆14转动时,带动活动夹板132运动而缩小空隙130,继而使夹爪13夹紧扎带的对应位置,在致动杆14的继续转动下将带动卷线器转动,从而实现扎带的打结。
59.如图6所示,上述的切割机构04用来将扎带切断,沿着扎带的输送方向,切割机构04位于输送机构02和送丝件03之间。如图6和图7所示,前述切割机构04包括有固定座4、刀座41、切刀42、第三连杆43、第三弹性件、第四连杆45及顶杆46。固定座4设置在支架20的左侧,且与安装座011之间形成有容置主动滚轮211、从动滚轮221、第一齿轮212及中间齿轮231等的安装空间。刀座41的内部具有容置孔410,刀座41的外周壁上开设有与容置孔410相连通的缺口411,且该刀座41上具有向上延伸的延伸臂412。如图3所示,前述的切刀42安装在刀座41的容置孔410内,且具有与缺口411相连通的通口420,缺口411和通口420形成供扎带通过的通道。第三连杆43沿着前后方向布置,且该第三连杆43前端与刀座41的延伸臂412转动连接;第三弹性件为位于第三连杆43之后的第三弹簧44,且该第三弹簧44的前端与第三连杆43的后端相连接,如图13所示,而第三弹簧44的后端连接在固定座4上,且在蓄能状态下始终使第三连杆43具有向前运动的趋势。上述的安装轴23安装在固定座4上,第四连杆45邻近中间的位置转动设置在安装轴23上,第四连杆45的上端与第三连杆43邻近中部转动连接。顶杆46安装在传动轴6的左端上,第四连杆45的下端位于顶杆46之自由端的转动路径上。如此,第四连杆45的下端在顶杆46的间歇带动下朝前运动,而第四连杆45的上端向后运动继而带动刀座41向后运动切断扎带。料辊91上的扎带的自由端依次通过输送机构02之主动滚轮和从动滚轮之间的输送通道、切刀42的通口420、上侧夹爪13的空隙130、送丝件03的弧形槽31及下侧夹爪13的空隙130,切刀42将扎带切断,随后夹爪13夹持住扎带的对应位
置,随后在卷线器01的转动带动下实现扎带的打结。
60.上述捆扎机的工作过程如下:
61.在电机51正向转动时,带动其上的第一锥形齿轮511转动,由于第二锥形齿轮61和第一锥形齿轮511相啮合,而第三锥形齿轮81与第二锥形齿轮61相啮合,此时,第二锥形齿轮61和第三锥形齿轮81均转动,第三锥形齿轮81安装在第一传动杆8上,且在第二单向轴承83的作用下,第一传动杆8无法带动致动杆14转动,即卷线器01不工作;而在第一单向轴承65的作用下,传动轴6转动,在传动轴6转动的过程中带动输送机构02工作,输送机构02带动扎带朝切割机构运动,依次经过切割机构04之切刀42的通口420、上侧夹爪13的空隙130、送丝件03的弧形槽31,随后在第二传动组件07的驱动下带动送丝件03向下转动而将扎带送至下侧夹爪13的空隙130内,切割机构将扎带切段,完成送丝过程。
62.电机51反向转动时,带动其上的第一锥形齿轮511转动,由于第二锥形齿轮61和第一锥形齿轮511相啮合,而第三锥形齿轮81与第二锥形齿轮61相啮合,此时,第二锥形齿轮61和第三锥形齿轮81均转动,在第一单向轴承65的作用下,传动轴6无法转动;由于第三锥形齿轮81安装在第一传动杆8上,且在第二单向轴承83的作用下,第一传动杆8带动致动杆14转动,首先带动活动夹板132运动而缩小空隙130,继而使夹爪13夹紧扎带的对应位置,在致动杆14的继续转动下将带动卷线器01整体转动,从而完成扎带打结。
63.完成电机51反转打结动作后,电机51正转,然后会带动传动齿轮62转动,此时,传动齿轮62上的凸部621随传动齿轮62转动而推动第一连杆71的下端向前运动,而拉动第二连杆72向后运动,从而实现送丝件03向上抬起的目的,并且在这个过程中,送丝动作也会同步继续,将扎带朝卷线器方向输送。
64.在本实用新型的说明书及权利要求书中使用了表示方向的术语,诸如“前”、“后”、“上”、“下”、“左”、“右”、“侧”、“顶”、“底”等,用来描述本实用新型的各种示例结构部分和元件,但是在此使用这些术语只是为了方便说明的目的,是基于附图中显示的示例方位而确定的。由于本实用新型所公开的实施例可以按照不同的方向设置,所以这些表示方向的术语只是作为说明而不应视作为限制,比如“上”、“下”并不一定被限定为与重力方向相反或一致的方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1