一种苗株嫁接装夹机构的制作方法
1.本实用新型属于育苗机械领域,具体涉及一种苗株嫁接装夹机构。
背景技术:
2.嫁接技术现广泛应用于农业领域,嫁接是无性繁殖中的营养生殖的一种,嫁接时应当使接穗与砧木的形成层紧密结合,以确保接穗成活,因此需用嫁接夹对嫁接苗进行装夹固定,提高嫁接苗成活率,现有技术中多由人工完成装夹工作,效率较低,装夹精度也无法保证。
技术实现要素:
3.本实用新型针对现有技术中嫁接苗人工装夹效率低,装夹精度无法保证的问题,提供一种苗株嫁接装夹机构。
4.一种苗株嫁接装夹机构,包括备夹部及装夹部,装夹部设于备夹部的前端;所述备夹部包括带动制夹条前移的给料组件及将制夹条切割成嫁接夹的切割组件,所述给料组件包括沿制夹条长度方向依次设置的第一夹具、第二夹具,其中第一夹具在给料气缸的驱动下沿制夹条长度方向往复运动,第一夹具与第二夹具沿交替夹紧、放松。
5.夹苗机构的备夹部用于输送整条制夹条,并将制夹条切割成嫁接夹,装夹部用于在嫁接苗上装嫁接夹,相较于对输送大量零散的嫁接夹,利用整条制夹条实时切割制夹,可保证嫁接夹姿态位置准确,提高装夹效率和装夹准确性,第一夹具配合给料气缸实现制夹条前移,第二夹具配合切割组件实现制夹条切割,设置两个夹具,且两个夹具交替夹紧、放松能够有效提高制夹效率,在给料气缸推进第一夹具时,第一夹具夹紧制夹条,第二夹具放松,实现制夹条前移,在切割组件对制夹条进行切割时,第二夹具夹紧,对制夹条进行固定,第一夹具放松跟随给料气缸回位,为下一次给料做准备。
6.作为优选,所述给料组件还包括托辊,所述托辊设于备夹部的尾端,托辊沿周向开设有与制夹条宽度相匹配的托槽。托辊的设置能进一步提高制夹条水平支撑的稳定性,保证给料切割的精确性。
7.作为优选,所述切割组件包括支撑件及刀片,支撑件内部开设有供制夹条水平穿过的贯穿腔,贯穿腔的腔底设有与制夹条底部轮廓相适应的支撑座。在刀片对制夹条进行切割时,支撑件可为制夹条提供有效支撑。
8.作为优选,所述支撑件的中段设有供刀片做垂直切割动作的过刀间隙,所述过刀间隙垂直于支撑件长度方向设置。过刀间隙设于支撑件中段,可使切割位的前后段均得到有效支撑,保证切割顺畅。
9.作为优选,所述过刀间隙将贯穿腔由前至后分为第一空腔和第二空腔,其中第一空腔的长度与嫁接夹的长度相匹配。第一空腔能够作为嫁接夹的暂存空间,对嫁接夹的姿态进行保持,保证其以准确的姿态到达装夹部;第一空腔的长度与嫁接夹的长度相匹配,可以利用制夹条的前移动作将第一空腔中的嫁接夹完全推出至装夹部,高效节能。
10.作为优选,所述装夹部包括一对相对设置的装夹臂,装夹臂的上端均设用于承接嫁接夹的承接台,两个承接台限定出容夹空间,所述容夹空间的宽度与嫁接夹的宽度相匹配。
11.作为优选,所述装夹部还包括用于驱动两个装夹臂沿嫁接夹宽度方向相互靠拢及分离的第一驱动件,所述第一驱动件设于装夹臂的下端。两个装夹臂相互靠拢时,承接在其上的嫁接夹张开,砧木与接穗的对接段进入夹口中;两个装夹臂相互远离时,承接在其上的嫁接夹闭合,完成嫁接苗装夹。
12.作为优选,两个所述装夹臂在第二驱动件的驱动下同步上升下降,在第一位置与第二位置之间作往复直线运动,装夹臂位于第一位置时,其容夹空间与贯穿腔的腔口对齐,装夹臂位于第二位置时,其容夹空间与砧木及接穗的对接位相交。两个装夹臂位于第一位置时完成嫁接夹的承接,位于第二位置时完成嫁接夹的装夹。
13.与现有技术相比,本实用新型具有以下有益效果:夹苗机构利用整条制夹条现场切割制备嫁接夹,可保证嫁接夹姿态位置准确,提高装夹效率和装夹准确性;备夹部与装夹部位置关系合理,配合可靠高效;给料组件与切割组件结构合理,配合高效,可实现连续送料切割,并保证切割精度及嫁接夹姿态准确。
附图说明
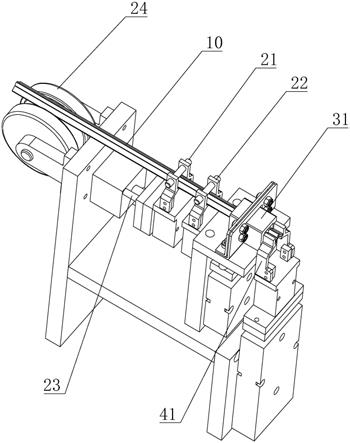
14.图1为本实用新型结构示意图;
15.图2为本实用新型中备夹部结构示意图;
16.图3为本实用新型中装夹部结构示意图;
17.图4为本图2中a处局部放大图;
18.图中标记:制夹条10;第一夹具21;第二夹具22;给料气缸23;托辊24;支撑件31;刀片32;支撑座311;贯穿腔312;护刀板33;装夹臂41;承接台411;安装台42;第一驱动件43;第二驱动件44;嫁接夹50。
具体实施方式
19.下面结合附图所表示的实施例对本实用新型作进一步描述:
20.实施例1,参见图1-4,本实施例公开一种苗株嫁接装夹机构,包括备夹部及装夹部,装夹部设于备夹部的前端;夹苗机构的备夹部用于输送整条制夹条10,并将制夹条10切割成嫁接夹50,装夹部用于在嫁接苗上装嫁接夹50,相较于对输送大量零散的嫁接夹50,利用整条制夹条10实时切割制夹,可保证嫁接夹50姿态位置准确,提高装夹效率和装夹准确性。
21.备夹部包括带动制夹条10前移的给料组件及将制夹条10切割成嫁接夹50的切割组件,所述给料组件包括沿制夹条10长度方向依次设置的第一夹具21、第二夹具22,其中第一夹具21在给料气缸23的驱动下沿制夹条10长度方向往复运动,第一夹具21与第二夹具22沿交替夹紧、放松,本实施例中,第一夹具21与第二夹具22均采用气动手指。第一夹具21配合给料气缸23实现制夹条10前移,第二夹具22配合切割组件实现制夹条10切割,设置两个夹具,且两个夹具交替夹紧、放松能够有效提高制夹效率,在给料气缸23推进第一夹具21时,第一夹具21夹紧制夹条10,第二夹具22放松,实现制夹条10前移,制夹条10的单次前移
距离即为嫁接夹50的长度,在切割组件对制夹条10进行切割时,第二夹具22夹紧,对制夹条10进行固定,第一夹具21放松跟随给料气缸23回位,为下一次给料做准备。
22.给料组件还包括托辊24,所述托辊24设于备夹部的尾端,托辊24沿周向开设有与制夹条10宽度相匹配的托槽,托辊24的设置能进一步提高制夹条10水平支撑的稳定性,保证给料切割的精确性。
23.切割组件包括支撑件31及刀片32,支撑件31内部开设有供制夹条10水平穿过的贯穿腔312,贯穿腔312的腔底设有与制夹条10底部轮廓相适应的支撑座311,在刀片32对制夹条10进行切割时,支撑件31可为制夹条10提供有效支撑;支撑件31的中段设有供刀片32做垂直切割动作的过刀间隙,过刀间隙设于支撑件31中段,可使切割位的前后段均得到有效支撑,保证切割顺畅;过刀间隙将贯穿腔312由前至后分为第一空腔和第二空腔,其中第一空腔的长度与嫁接夹50的长度相匹配,第一空腔能够作为嫁接夹50的暂存空间,对嫁接夹50的姿态进行保持,保证其以准确的姿态到达装夹部;第一空腔的长度与嫁接夹50的长度相匹配,可以利用制夹条10的前移动作将第一空腔中的嫁接夹50完全推出至装夹部,高效节能;刀片32设于两片护刀板33之间,由气缸驱动作垂直切割动作,护刀板33的设置不仅能提高装置的安全性,还能保证刀片32垂直切割,提高切割精度。
24.装夹部包括一对相对设置的装夹臂41,装夹臂41的上端均设用于承接嫁接夹50的承接台411,两个承接台411限定出容夹空间,所述容夹空间的宽度与嫁接夹50的宽度相匹配,以保证嫁接夹50进入容夹空间后仍能保持准确姿态;两个装夹臂41安装在安装台42上,装夹臂41上还分别安装有用于驱动两个装夹臂41沿嫁接夹50宽度方向相互靠拢及分离的第一驱动件43,本实施例中采用手指气缸作为驱动件,两个装夹臂41相互靠拢时,承接在其上的嫁接夹50张开,砧木与接穗的对接段进入夹口中;两个装夹臂41相互远离时,承接在其上的嫁接夹50闭合,完成嫁接苗装夹。
25.安装台42的下方设第二驱动件44,两个所述装夹臂41在第二驱动件44的作用下同步上升下降,在第一位置与第二位置之间作往复直线运动,装夹臂41位于第一位置时,其容夹空间与贯穿腔312的腔口对齐,装夹臂41位于第二位置时,其容夹空间与砧木及接穗的对接位相交,本实施例中第二驱动件44为气缸,气缸行程固定,能保证装夹臂41准确到达第一位置和第二位置。两个装夹臂41位于第一位置时完成嫁接夹50的承接,暂存在第一空腔的嫁接夹50由前移的制夹条10推出进入装夹臂41的容夹空间,嫁接夹50进入装夹臂41后,装夹臂41在第二驱动件44的驱动下由第一位置到达第二位置,两个装夹臂41在手指气缸的驱动下相互靠拢,嫁接夹50在装夹臂41的挤压下张开,砧木与接穗的对接段在嫁接夹50上移的过程中进入夹口中,然后两个装夹臂41在手指气缸的驱动下相互远离,嫁接夹50闭合,完成嫁接苗装夹,嫁接苗装夹成功后,装夹臂41回位至第一位置,进行下一次装夹。
26.应该理解,在本实用新型的权利要求书、说明书中,所有“包括
……”
均应理解为开放式的含义,也就是其含义等同于“至少包含
……”
,而不应理解为封闭式的含义,即其含义不应该理解为“仅包含
……”
。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
27.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1