一种连续式官帽馄饨全自动裹包、装托系统
本发明涉及包馄饨,具体为一种连续式官帽馄饨全自动裹包、装托系统。
背景技术:
1、馄饨是一种制作较为复杂的中国传统美食,长期以来,这种传统食品主要依赖手工包裹、入托,操作效率较低。近年来有部分馄饨自动裹包技术被提出,但均是先将面皮分切后再进行注馅,然后用机械模拟手工裹包的方法实现裹包。这种方式面皮在各个工位间的运转均是独立的,稳定性、可靠性均不高。
技术实现思路
1、为了解决现有官帽馄饨包裹效率低,稳定性差的问题,本发明提供了一种连续式官帽馄饨全自动裹包、装托系统,其能够实现官帽馄饨的自动裹包,提高效率和稳定性。
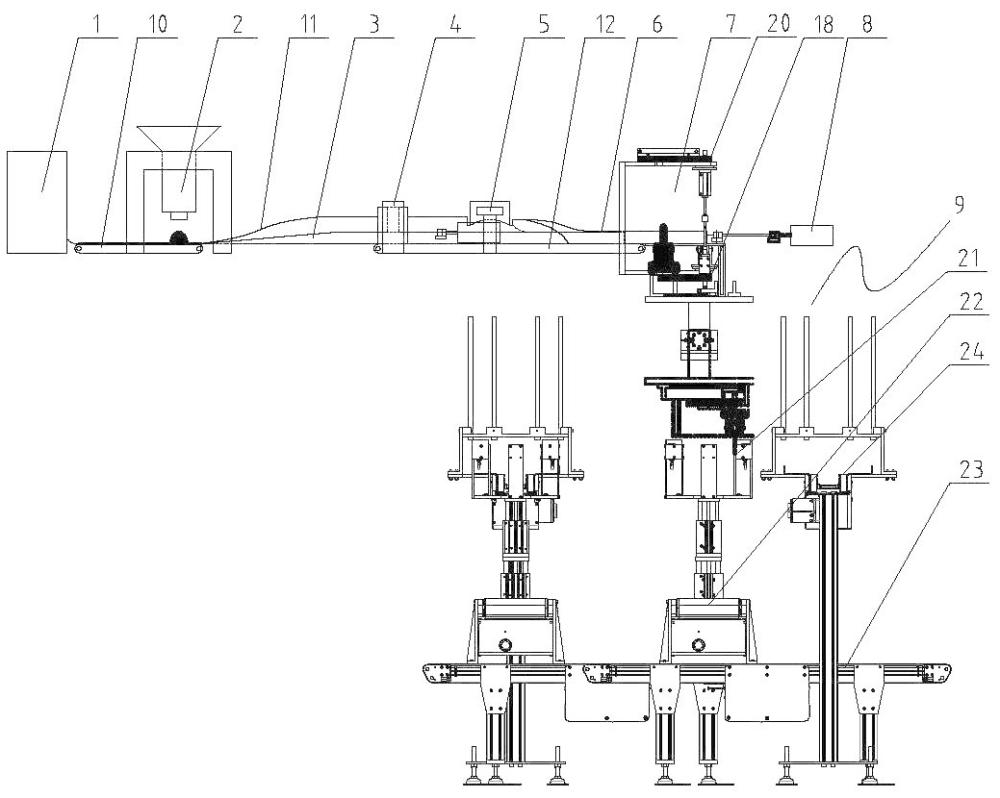
2、其技术方案是这样的:一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,其包括顺次布置的面皮擀压工位、馅料灌注工位、面皮翻折工位、面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位、馄饨卷曲捏合工位、牵引装置,所述馄饨卷曲捏合工位下方设置有装托工位,所述面皮擀压工位与所述馅料灌注工位之间设置有第一输送带,所述面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位处设置有第二输送带,所述馄饨卷曲捏合工位处设置有剪切装置,馄饨从所述面皮擀压工位直到所述馄饨卷曲捏合工位面皮均为连续成型,由所述剪切装置分切成单个馄饨后进入装托工位。
3、其进一步特征在于,面团由所述面皮擀压工位连续不断地擀压至一定厚度的面皮,并由所述第一输送带传输至所述馅料灌注工位;
4、所述馅料灌注工位将馅料定量挤出并以固定间隔放置于连续的面皮之上;
5、所述面皮翻折工位为一对呈收口状的竖直导板,两个所述竖直导板的最小间隙不大于面皮厚度的两倍且延伸至所述第二输送带的末端,面皮经过所述竖直导板将长条片状的面皮对折并将馅料包裹其中;
6、所述面皮边缘捏合工位为一对间隔布置的滚轮,两个所述滚轮的间隙小于面皮厚度的两倍,面皮经过所述滚轮将完成对折的面皮顶部边缘捏合;
7、所述面皮弧边模切工位为一对连接切边气缸的模切刀,所述模切刀将面皮顶部边缘模切成馄饨边缘的外形;
8、所述面皮翻边工位处的竖直导板高度减小且其中一块所述竖直挡板的顶部设有翻折条,面皮的顶部边缘经过所述翻折条后向一侧翻边,形成连续的馄饨坯;
9、所述馄饨卷曲捏合工位包括一个固定杆和两个活动杆,其中一个所述活动杆连接下齿轮,另一个所述活动杆通过升降气缸连接上齿轮,牵引装置包括连接牵引气缸的牵引夹爪,牵引夹爪将连续的馄饨坯牵引至一个馄饨的长度,馄饨坯从一个固定杆和两个活动杆中间穿过;然后两个活动杆夹持连续馄饨坯端面,并围绕连接下齿轮的活动杆,将连续馄饨坯卷成馄饨形状,再由固定杆夹住,升降气缸驱动活动杆抽出,最后由所述剪切装置切断连续馄饨坯,形成一个单独的底朝天馄饨;
10、所述装托工位包括由托盘架、纵向输送带、横向输送带、托盘料仓和出料输送带构成的托盘输送系统,所述托盘输送系统包括两套,一套托盘输送系统进行装托时,另一套托盘输送系统完成满托出料和空托抓取,并等候前一套托盘输送系统装满馄饨后顶替其装托工作,同时前一套托盘输送系统进行满托出料和空托抓取;
11、托盘放置于托盘架中,托盘架固定在纵向输送带上,纵向输送带固定在横向输送带上,通过纵向输送带和横向输送带能够驱动托盘定位至任意平面位置,以调整托盘中的坑位与馄饨成型工位对齐;托盘架能够在纵向输送带、横向输送带驱动下移动至托盘料仓下方,并从托盘料仓中抓取空托盘;托盘架能在纵向输送带、横向输送带驱动下移动至出料输送带上方,并将放满馄饨的托盘放置于出料输送带上,完成出料。
12、采用本发明后,利用面皮擀压工位、馅料灌注工位、面皮翻折工位、面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位、馄饨卷曲捏合工位、牵引装置,实现了馄饨从面皮、馅料、裹包的全自动操作,馄饨成型前面皮连续输送,最后分切成单个后由装托工位取出,姿态能够稳定控制,实现了官帽馄饨的自动裹包,提高了效率和稳定性。
技术特征:
1.一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,其包括顺次布置的面皮擀压工位、馅料灌注工位、面皮翻折工位、面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位、馄饨卷曲捏合工位、牵引装置,所述馄饨卷曲捏合工位下方设置有装托工位,所述面皮擀压工位与所述馅料灌注工位之间设置有第一输送带,所述面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位处设置有第二输送带,所述馄饨卷曲捏合工位处设置有剪切装置,馄饨从所述面皮擀压工位直到所述馄饨卷曲捏合工位面皮均为连续成型,由所述剪切装置分切成单个馄饨后进入装托工位。
2.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,面团由所述面皮擀压工位连续不断地擀压至一定厚度的面皮,并由所述第一输送带传输至所述馅料灌注工位。
3.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述馅料灌注工位将馅料定量挤出并以固定间隔放置于连续的面皮之上。
4.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述面皮翻折工位为一对呈收口状的竖直导板,两个所述竖直导板的最小间隙不大于面皮厚度的两倍且延伸至所述第二输送带的末端,面皮经过所述竖直导板将长条片状的面皮对折并将馅料包裹其中。
5.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述面皮边缘捏合工位为一对间隔布置的滚轮,两个所述滚轮的间隙小于面皮厚度的两倍,面皮经过所述滚轮将完成对折的面皮顶部边缘捏合。
6.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述面皮弧边模切工位为一对连接切边气缸的模切刀,所述模切刀将面皮顶部边缘模切成馄饨边缘的外形。
7.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述面皮翻边工位处的竖直导板高度减小且其中一块所述竖直挡板的顶部设有翻折条,面皮的顶部边缘经过所述翻折条后向一侧翻边,形成连续的馄饨坯。
8.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述馄饨卷曲捏合工位包括一个固定杆和两个活动杆,其中一个所述活动杆连接下齿轮,另一个所述活动杆通过升降气缸连接上齿轮,牵引装置包括连接牵引气缸的牵引夹爪,牵引夹爪将连续的馄饨坯牵引至一个馄饨的长度,馄饨坯从一个固定杆和两个活动杆中间穿过;然后两个活动杆夹持连续馄饨坯端面,并围绕连接下齿轮的活动杆,将连续馄饨坯卷成馄饨形状,再由固定杆夹住,升降气缸驱动活动杆抽出,最后由所述剪切装置切断连续馄饨坯,形成一个单独的底朝天馄饨。
9.根据权利要求1所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,所述装托工位包括由托盘架、纵向输送带、横向输送带、托盘料仓和出料输送带构成的托盘输送系统,所述托盘输送系统包括两套,一套托盘输送系统进行装托时,另一套托盘输送系统完成满托出料和空托抓取,并等候前一套托盘输送系统装满馄饨后顶替其装托工作,同时前一套托盘输送系统进行满托出料和空托抓取。
10.根据权利要求9所述的一种连续式官帽馄饨全自动裹包、装托系统,其特征在于,托盘放置于托盘架中,托盘架固定在纵向输送带上,纵向输送带固定在横向输送带上,通过纵向输送带和横向输送带能够驱动托盘定位至任意平面位置,以调整托盘中的坑位与馄饨成型工位对齐;托盘架能够在纵向输送带、横向输送带驱动下移动至托盘料仓下方,并从托盘料仓中抓取空托盘;托盘架能在纵向输送带、横向输送带驱动下移动至出料输送带上方,并将放满馄饨的托盘放置于出料输送带上,完成出料。
技术总结
本发明涉及包馄饨技术领域,具体为一种连续式官帽馄饨全自动裹包、装托系统,其能够实现官帽馄饨的自动裹包,提高效率和稳定性,其包括顺次布置的面皮擀压工位、馅料灌注工位、面皮翻折工位、面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位、馄饨卷曲捏合工位、牵引装置,所述馄饨卷曲捏合工位下方设置有装托工位,所述面皮擀压工位与所述馅料灌注工位之间设置有第一输送带,所述面皮边缘捏合工位、面皮弧边模切工位、面皮翻边工位处设置有第二输送带,所述馄饨卷曲捏合工位处设置有剪切装置,馄饨从所述面皮擀压工位直到所述馄饨卷曲捏合工位面皮均为连续成型,由所述剪切装置分切成单个馄饨后进入装托工位。
技术研发人员:陈曦,潘嘹,卢立新,宋元涛,倪嘉巍
受保护的技术使用者:无锡太湖学院
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!