一种挞皮生产线的制作方法
本技术涉及起酥食品生产,尤其是一种挞皮生产线。
背景技术:
1、披萨、蛋挞是一种以蛋浆做成馅料的起酥式西式馅饼,深受广大消费者的喜爱,披萨、蛋挞等需要直接成型于锡箔碗上,加工工艺繁琐,尽管目前起酥食品的加工特别是蛋挞皮的生产大都实现了半自动化生产,整个生产过程中人工参与度较高,严重制约了蛋挞皮的生产效率,不利于规模化生产加工,而且产品质量标准不统一,极大的提高了企业的生产成本,降低企业的竞争力。其中盛载锡箔碗的承料装置五花八门,但很少有一种盛载锡箔碗的装置能满足自动化的需要。
2、公开号为cn 214509090 u的中国实用新型专利,公开了一种蛋挞皮自动化生产设备,包括承料盘、承料盘输送线、面团输送线、箔碗投放机构、面团切型机构、蛋挞皮成型机构、出料机构、废料收集机构及触控面板,所述承料盘的两端与承料盘输送线连接,随承料盘输送线往复运动,承料盘上均匀设有锡箔碗承载部,所述锡箔碗投放机构、面团切型机构、蛋挞皮成型机构及出料机构沿着承料盘的运动方向依次设于承料盘输送线上,所述面团输送线设于承料盘输送线上方,与面团切型机构配合使用,所述废料收集机构设于面团切型机构底部,并位于面团输送线输送方向的一侧,用于承接废料,所述承料盘输送线、面团输送线、锡箔碗投放机构、面团切型机构、蛋挞皮成型机构、出料机及废料收集机构均与触控面板连接,并通过触控面板控制。
3、该蛋挞皮生产设备只能完成挞皮的定型,无法完成挞皮的自动起酥及再定型,而且挞皮成型设备结构复杂,锡碗在定型设备中需要专门设置导向杆上下运动,容易脱离设备,无法完成挞皮成型、起酥、定型的完整流程。
技术实现思路
1、本实用新型的目的是提供一种挞皮生产线,可以完整的实现挞皮加工的成型、起酥和定型全过程的自动化。
2、为实现上述目的,本实用新型的技术方案是:
3、一种挞皮生产线,它包括由驱动构件驱动的循环输送线和置于循环输送线上的物料载具;沿循环输送线输送方向依次设置有挞皮成型设备、挞皮起酥设备和挞皮定型设备;其中挞皮成型设备与挞皮定型设备结构相同;
4、物料载具包括载具本体和物料承载部,物料承载部可转动的设置在载具本体上;载具本体上设置两个或两个以上的物料承载部;
5、挞皮成型设备包括设置在第一机架上升降的第一工作台,第一工作台下方至少设置一列成型模,每一列至少设置两个成型模;成型模包括连接座、导杆、底座和压模,导杆两端分别与连接座、底座连接,导杆套设有第一弹簧,导杆与底座活动连接;压模设置在连接座上或者底座上;
6、挞皮起酥设备包括设置在第二机架上升降的第二工作台;第二工作台上设置至少一列的连接孔,在第二工作台下方每个连接孔均转动设置有起酥压模;第二工作台上方设置起酥装置,起酥装置包括摆杆驱动机构和设置在每个连接孔内的摆杆;摆杆驱动机构包括摆杆驱动构件、驱动连杆和摆杆连杆;摆杆驱动构件与驱动连杆的外端连接,驱动连杆的内端与摆杆连杆连接,摆杆连杆同时连接各个摆杆的上端;摆杆伸入起酥压模中,起酥压模通过第二轴承设置在连接孔处,第二工作台还设置有驱动起酥压模旋转的起酥压模驱动机构。
7、挞皮起酥设备中的起酥压模数量及分布与挞皮成型设备、挞皮定型设备中的成型模数量及分布相同;
8、物料载具上的物料承载部数量与每一列成型模的数量相同,或者物料承载部数量及分布与成型模的数量及分布相同。
9、在挞皮起酥设备与挞皮定型设备之间还设置有冷却设备,冷却设备包括设置在输送线上方的箱体,以及设置在箱体内的冷风管。
10、物料承载部通过第一轴承设置在载具本体上。
11、挞皮成型设备或挞皮定型设备的底座为圆环,压模包括上部为筒状的模体和底部为半球形的冲压头,模体底部与冲压头连接,模体顶部穿过底座固定设置在连接座上;
12、第一弹簧设置在连接座与底座之间,或者,导杆上设置限位部,第一弹簧设置在限位部与底座之间;
13、第一工作台与连接座连接处设置通气孔,模体为中空的筒状体,通气孔与模体连通,冲压头设置向上、向内凹陷部,凹陷部顶端设置与模体底部贯通的排气孔,凹陷部内设置用于封堵排气孔或打开排气孔的封堵部。
14、模体内设置加热件。
15、封堵部包括推送柄和封堵头,推送柄位于模体内部,其底部从排气孔伸出与封堵头连接,推送柄顶部设置限位部,推送柄套设复位弹簧,复位弹簧设置于限位部与模体底部之间;封堵头形状与凹陷部形状相契合,封堵头嵌入凹陷部后冲压头呈现半球形。
16、挞皮起酥设备中的起酥压模包括齿轮状的上压环、下压环和支撑杆,支撑杆上端与上压环连接,支撑杆下端与下压环连接;支撑杆套设有第二弹簧;各个起酥压模的上压环齿轮相互啮合;
17、起酥压模驱动机构包括起酥压模驱动构件及其驱动的主动齿轮,主动齿轮与其中一个或两个起酥压模的上压环齿轮啮合。
18、第二工作台设置两列或两列以上的连接孔,每一列设置两个以上的连接孔,每一个连接孔均设置有起酥压模;每个连接孔内设置一根摆杆;
19、相应地,每一列连接孔对应设置一根摆杆连杆,该摆杆连杆与该列连接孔内设置的摆杆上端连接,各摆杆连杆之间设置连杆轴,驱动连杆内端通过连杆轴与摆杆连杆连接,驱动连杆外端与摆杆驱动构件连接;
20、主动齿轮与一个起酥压模的上压环齿轮啮合,或者,与并排的两个上压环齿轮同时啮合。
21、第二弹簧设置在上压环和下压环之间,或者,支撑杆上设置限位部,第二弹簧设置在限位部与下压环之间。
22、第一工作台与第一机架通过第一滑轨连接;第一机架上设置控制第一工作台升降的第一驱动构件;
23、第二工作台与第二机架通过第二滑轨连接;第二机架上设置控制第二工作台升降的第二驱动构件。
24、本实用新型的优点在于:
25、1、将挞皮定型、起酥整合在一套生产线内,实现全过程自动化;2、物料承载部在盘体的可转动设置,在挞皮加工的起酥加工阶段,配合起酥压模的转动而被动旋转,挞皮可以在旋转的过程中被搅拌、敲打,使挞皮充分起酥;3、成型模、起酥压模都可以多个设置,实现批量生产;4、成型模、起酥压模的排列及数量相同,保证生产线全自动化。
技术特征:
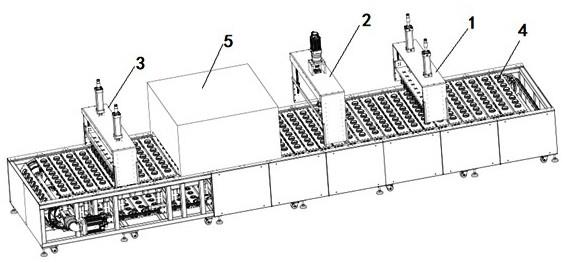
1.一种挞皮生产线,它包括由驱动构件驱动的循环输送线和置于循环输送线上的物料载具(4);其特征在于:沿循环输送线输送方向依次设置有挞皮成型设备(1)、挞皮起酥设备(2)和挞皮定型设备(3);其中挞皮成型设备(1)与挞皮定型设备(3)结构相同;
2.根据权利要求1所述的挞皮生产线,其特征在于:在挞皮起酥设备(2)与挞皮定型设备(3)之间还设置有冷却设备(5),冷却设备(5)包括设置在输送线上方的箱体,以及设置在箱体内的冷风管。
3.根据权利要求1所述的挞皮生产线,其特征在于:物料承载部(42)通过第一轴承(43)设置在载具本体(41)上。
4.根据权利要求1所述的挞皮生产线,其特征在于:挞皮成型设备(1)或挞皮定型设备(3)的底座(133)为圆环,压模(134)包括上部为筒状的模体(136)和底部为半球形的冲压头(137),模体(136)底部与冲压头(137)连接,模体(136)顶部穿过底座(133)固定设置在连接座(131)上;
5.根据权利要求4所述的挞皮生产线,其特征在于:第一工作台(12)与连接座(131)连接处设置通气孔(17),模体(136)为中空的筒状体,通气孔(17)与模体(136)连通,冲压头(137)设置向上、向内凹陷部(138),凹陷部(138)顶端设置与模体(136)底部贯通的排气孔,凹陷部(138)内设置用于封堵排气孔或打开排气孔的封堵部(18);
6.根据权利要求5所述的挞皮生产线,其特征在于:封堵部(18)包括推送柄(182)和封堵头(181),推送柄(182)位于模体(136)内部,其底部从排气孔伸出与封堵头(181)连接,推送柄(182)顶部设置限位部(183),推送柄(182)套设复位弹簧(184),复位弹簧(184)设置于限位部(183)与模体(136)底部之间;封堵头(181)形状与凹陷部(138)形状相契合,封堵头(181)嵌入凹陷部(138)后冲压头(137)呈现半球形。
7.根据权利要求1所述的挞皮生产线,其特征在于:挞皮起酥设备(2)中的起酥压模(23)包括齿轮状的上压环(231)、下压环(233)和支撑杆(232),支撑杆(232)上端与上压环(231)连接,支撑杆(232)下端与下压环(233)连接;支撑杆(232)套设有第二弹簧(234);各个起酥压模(23)的上压环(231)齿轮相互啮合;
8.根据权利要求7所述的挞皮生产线,其特征在于:第二工作台(22)设置两列或两列以上的连接孔,每一列设置两个以上的连接孔,每一个连接孔均设置有起酥压模(23);每个连接孔内设置一根摆杆(241);
9.根据权利要求7所述的挞皮生产线,其特征在于:第二弹簧(234)设置在上压环(231)和下压环(233)之间,或者,支撑杆(232)上设置限位部,第二弹簧(234)设置在限位部与下压环(233)之间。
10.根据权利要求1所述的挞皮生产线,其特征在于:第一工作台(12)与第一机架(11)通过第一滑轨(14)连接;第一机架(11)上设置控制第一工作台(12)升降的第一驱动构件(15);
技术总结
本技术涉及一种挞皮生产线。它包括由驱动构件驱动的循环输送线和置于输送线上的物料载具;沿输送线输送方向依次设置有挞皮成型设备、挞皮起酥设备和挞皮定型设备;其中挞皮成型设备与挞皮定型设备结构相同;物料载具包括载具本体和物料承载部,物料承载部可转动的设置在载具本体上;载具本体上设置两个或两个以上的物料承载部;挞皮起酥设备中的起酥压模数量及分布与挞皮成型设备、挞皮定型设备中的成型模数量及分布相同;物料载具上的物料承载部数量与每一列成型模的数量相同,或者物料承载部数量及分布与成型模的数量及分布相同。本技术可以完整的实现挞皮加工的成型、起酥和定型全过程的自动化。
技术研发人员:周日明
受保护的技术使用者:周日明
技术研发日:20230414
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!