加热式吸烟物品的制造方法与流程
1.本发明涉及加热式吸烟物品的制造方法。
背景技术:
2.电加热烟草等加热式吸烟物品需要将产生的气溶胶充分地冷却。因此,在专利文献1中公开了一种具备与烟草杆邻接的纸管的加热式吸烟物品。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2017/198838号
技术实现要素:
6.发明将要解决的课题
7.与一般的燃烧式吸烟物品不同,加热式吸烟物品具备刚度等性质不同的部件。因此,若对烟嘴纸均匀地涂覆粘合剂来制造加热式吸烟物品,则产生烟草杆部分脱落的所谓的颈部脱落(日文:首抜
け
)、产品中出现褶皱等不良情况。鉴于这种情况,本发明的课题在于,提供一种制造减少了颈部脱落、褶皱的产生的加热式吸烟物品的方法。
8.用于解决课题的手段
9.发明人们通过优化烟嘴纸的特定区域中的粘合剂量,解决了所述课题。即,所述课题通过以下的本发明来解决。
10.[方式1]一种吸烟物品的制造方法,该吸烟物品具备烟草杆、与该烟草杆抵接于的冷却区段、及过滤嘴区段,其特征在于,该制造方法包含:
[0011]
(a)在烟嘴纸的一个面以形成每单位面积的固化后的粘合剂重量较多的部分与较少的部分的方式配置粘合剂的工序,
[0012]
在该工序中,在包裹所述烟草杆的区域设置所述粘合剂重量较多的部分,以及
[0013]
(b)准备复合区段并用该烟嘴纸包裹该复合区段的工序,该复合区段具备所述烟草杆、冷却区段、及过滤嘴区段。
[0014]
[方式2]根据方式1所记载的制造方法,所述粘合剂重量较多的部分中的所述粘合剂重量是所述粘合剂重量较少的部分的所述粘合剂重量的1.5~3倍。
[0015]
[方式3]根据方式1或者2所记载的制造方法,在所述工序(a)中,将所述粘合剂重量较多的部分设于以所述烟草杆与冷却区段的抵接面为起点、沿烟草杆的长度方向以20~40%的位置为终点的区域。
[0016]
[方式4]根据方式1~3中的任一项所记载的制造方法,将用所述烟嘴纸卷装的情况下位于烟草杆侧的最前端的烟嘴纸的区域设为烟嘴纸的前端时,
[0017]
在所述工序(a)中,在该前端部分设置非粘合部分。
[0018]
[方式5]根据方式1~4中的任一项所记载的制造方法,在所述工序(a)中,在所述烟嘴纸的包裹冷却区段的区域设置非粘合部分。
[0019]
[方式6]根据方式1~5中的任一项所记载的制造方法,所述工序(b)中的复合区段是将一对所述复合区段以过滤嘴区段端面彼此抵接的方式配置而成的双倍长度复合区段。
[0020]
[方式7]根据方式6所记载的制造方法,在包裹所述抵接部的区域附近设置非粘合部分。
[0021]
[方式8]根据方式5所记载的制造方法,还包含在所述非粘合部分设置开孔的工序。
[0022]
[方式9]根据方式5或者8所记载的制造方法,还包含对所述非粘合部分实施印刷的工序。
[0023]
[方式10]根据方式1~9中的任一项所记载的制造方法,所述烟草杆的直径大于邻接的冷却区段的直径。
[0024]
[方式11]根据方式10所记载的制造方法,所述烟草杆的直径比邻接的冷却区段的直径大0.05~0.15mm。
[0025]
[方式12]根据方式10所记载的制造方法,所述烟草杆的直径比邻接的冷却区段的直径大0.5~2.5%。
[0026]
[方式13]根据方式1~12中的任一项所记载的制造方法,与所述烟草杆邻接的冷却区段的刚性大于该烟草杆的刚性。
[0027]
[方式14]一种吸烟物品,具备烟草杆、抵接于该烟草杆的冷却区段、过滤嘴区段、及将它们包裹的烟嘴纸,
[0028]
该烟嘴纸具有每单位面积的固化后的粘合剂重量较多的部分与较少的部分,
[0029]
在该烟嘴纸的包裹所述烟草杆的区域具备所述粘合剂重量较多的部分。
[0030]
[方式15]根据方式14所记载的吸烟物品,所述粘合剂重量较多的部分中的所述粘合剂重量是所述粘合剂重量较少的部分的所述粘合剂重量的1.5~3倍。
[0031]
[方式16]根据方式14或者15所记载的吸烟物品,所述烟嘴纸在包裹所述冷却区段的区域具有非粘合部分。
[0032]
[方式17]根据方式14~16中的任一项所记载的吸烟物品,所述烟嘴纸在包裹所述过滤嘴区段的区域具有非粘合部分。
[0033]
发明效果
[0034]
通过本发明,能够提供制造减少了颈部脱落、褶皱的产生的加热式吸烟物品的方法。
附图说明
[0035]
图1是表示加热式吸烟物品的一方式的图。
[0036]
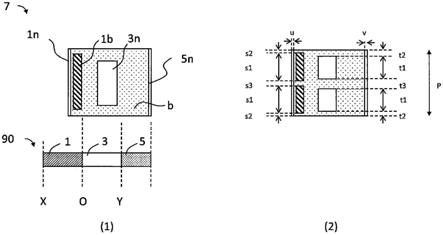
图2是表示本发明的烟嘴纸的一方式的图。
[0037]
图3是表示本发明的烟嘴纸的另一方式的图。
[0038]
图4是利用辊配置粘合剂的工序的说明图。
[0039]
图5是利用辊配置有粘合剂的烟嘴纸的概要图。
[0040]
图6是通过喷嘴排出配置有粘合剂的烟嘴纸的概要图。
[0041]
图7是对刚性的测定方法进行说明的图。
[0042]
图8是表示实施工序(b)的装置的一方式的图。
[0043]
图9是表示工序(b)的一方式的图。
[0044]
图10是表示工序(b)的一方式的图。
[0045]
图11是表示实施例的图。
具体实施方式
[0046]
本发明涉及一种具备烟草杆、与该烟草杆邻接的冷却区段、及过滤嘴区段的加热式吸烟物品的制造方法。在本发明中x~y包含作为其端值的x以及y。
[0047]
1.加热式吸烟物品
[0048]
本发明的加热式吸烟物品(以下也简称作“吸烟物品”)具备烟草杆、冷却区段以及过滤嘴区段。烟草杆的一方的端部与冷却区段的一方的端部抵接,两者邻接。图1(i)示出本发明的吸烟物品的一方式。图中,100是吸烟物品,1是烟草杆,3是冷却区段,5是过滤嘴区段,7是烟嘴纸。
[0049]
(1)烟草杆
[0050]
所谓烟草杆,是用于产生烟草原料所含的香吸味成分的大致圆柱状的部件,具备对烟草填充材料与其周围进行卷装的卷纸。作为烟草填充材料,没有限定,例如能够使用烟丝、烟片等。具体而言,也可以向卷纸内填充将干燥的烟叶切碎成宽度0.8~1.2mm的烟丝。此外,也可以将干燥的烟叶粉碎并均匀化成平均颗粒直径为20~200μm左右并进行胶片加工,并将其切碎成宽度0.8~1.2mm而向卷纸内填充。也可以不将该胶片切碎,而是进行褶裥加工、折叠、或者形成漩涡状而向卷纸内填充。也可以将该胶片裁断成长方形并将它们以同心圆状或者以长方形的长度方向与烟草杆的长度方向平行的方式填充到卷纸内。
[0051]
烟草杆1也可以伴随着加热而产生气溶胶。为了促进气溶胶的产生,优选的是向烟草填充材料添加甘油、丙二醇、1、3-丁二醇等多元醇等的气溶胶源。气溶胶源的添加量相对于烟草填充剂的干燥重量优选的是5~50重量%,更优选的是10~30重量%。除此之外,烟草杆也可以包含薄荷醇等香料。烟草杆1的长度不被限定,但优选的是15~25mm。其直径也没有限定,但优选的是6.5~7.5mm。但是,在邻接的冷却区段3的刚性比该烟草杆的刚性高的情况下,优选的是烟草杆的直径比冷却区段3的直径大。这是因为能够减少烟草杆的变形的缘故。出于该观点,烟草杆的直径优选的是比冷却区段3的直径大0.5~2.5%,更优选的是大1.0~2.0%。在实际尺寸中,烟草杆的直径优选的是比冷却区段3的直径大0.05~0.15mm左右。
[0052]
本发明中的“刚性”如特表2016-523565号公报说明书0010~0014段所公开,意思是部件变形时的阻力。可以根据对烟草杆的侧面施加负载f之前与之后的直径的变化来求出刚性。在图7中,将施加负载f之前的烟草杆的直径设为ds,将施加了负载之后的直径设为dd时,下压量为d=ds-dd,刚性由以下的式子定义。关于其他部件也相同。
[0053]
刚性(%)=dd/ds
×
100
[0054]
(2)冷却区段
[0055]
冷却区段是用于冷却烟草杆1中产生的香吸味成分、气溶胶的部件。冷却区段3也可以是中空的纸管。纸管优选的是由刚性高于卷纸、烟嘴纸的卡纸板构成。也可以在该纸管设置开孔(通风部)。开孔优选的是沿纸管的圆周设置多个。出于作业效率的观点,开孔优选的是对完成的吸烟物品实施激光加工来设置。此外,在冷却区段3内,为了提高热交换效率,
也可以填充带褶裥的胶片。冷却区段3的尺寸不被限定,但长度优选的是15~25mm,直径优选的是5.5~7.5mm。但是,在与冷却区段3邻接的部件的刚性比冷却区段3的刚性低的情况下,冷却区段3的直径相对于邻接的部件的直径优选的是小0.5~2.5%,优选的是小1.0~2.0%。一般来说,在冷却区段3具备由卡纸板构成的纸管的情况下,该区段的刚性比烟草杆1的刚性高。
[0056]
(3)过滤嘴区段
[0057]
过滤嘴区段是具备过滤嘴的部件。作为过滤嘴,能够使用醋酸酯过滤嘴、滤纸等公知的过滤嘴部件。滤纸是用压绉辊等加工纸而使其产生褶皱、并用滤棒卷取纸将其卷起而制备的、填充了纸的过滤嘴。醋酸酯过滤嘴是填充有纤维素醋酸酯纤维的过滤嘴。如图1(ii)所示,过滤嘴区段5优选的是由多个部件构成,更优选的是具备过滤嘴51与中心孔53。作为中心孔,例如能够使用在醋酸酯过滤嘴的中央部设有空间而成的孔。过滤嘴区段5的长度不被限定,但优选的是10~20mm。在作为过滤嘴区段配置中心孔与醋酸酯过滤嘴这两方的情况下,其顺序不被限定。此外,也可以是,各个部件用过滤嘴卷纸(过滤嘴内部包裹材料)卷装,且它们用过滤嘴成型纸(过滤嘴外部包裹材料)连接。过滤嘴区段的直径不被限定,但优选的是具有与烟草杆以外的其他区段大致相同的直径。这是因为能够抑制烟嘴纸的破损、褶皱的产生的缘故。
[0058]
(4)烟嘴纸
[0059]
烟嘴纸是指为了将烟草杆、冷却区段、过滤嘴区段中的两个以上连接而使用的纸。另一方面,卷纸是指用于将构成烟草杆、冷却区段、或者过滤嘴区段的各个部件卷装的纸。例如,如之前所述,在过滤嘴区段具备中心孔与醋酸酯过滤嘴的情况下,卷装中心孔的纸、卷装醋酸酯过滤嘴的纸分别是卷纸。
[0060]
使用于烟嘴纸以及卷纸的原纸不被限定,能够列举使用了纤维素纤维的原纸。作为这样的纤维素纤维,可以使用出自于植物的纤维素纤维、化学合成的纤维素纤维中的任一种,也可以是它们的混合物。作为出自于植物的纤维,可列举亚麻纤维、木材纤维、种子纤维等纸浆,也可以是未漂白的有色的未漂白纸浆,但为了形成具有白色清洁感的外观,优选的是采用使用氧化剂、还原剂等漂白剂漂白后的晒纸浆。
[0061]
在通常的香烟用的卷纸的情况下,作为可影响卷纸的自然燃烧速度的通常的燃烧调节剂(助燃剂等),使用柠檬酸碱金属盐等。在本发明中,优选的是采用加热式吸烟物品而并非燃烧式,在该情况下,由于无需使卷纸燃烧,因此卷纸也可以不含有燃烧调节剂。
[0062]
卷纸的克重的下限优选的是30g/m2以上,更优选的是35g/m2以上,进一步优选的是40g/m2以上。上限优选的是65g/m2以下,更优选的是50g/m2以下。另外,烟嘴纸的克重的下限优选的是20g/m2以上,更优选的是25g/m2以上,进一步优选的是30g/m2以上。上限优选的是50g/m2以下,更优选的是45g/m2以下,进一步优选的是40g/m2以下。克重能够根据jis p8124所规定的方法测定。
[0063]
2.制造方法
[0064]
图2中示出本发明的概要。在图中,90是被包裹之前的吸烟物品即复合区段,o是烟草杆1与冷却区段3的抵接部,y是冷却区段3与过滤嘴区段5的抵接部,7是用于包裹复合区段90的烟嘴纸,b是每单位面积的固化后的粘合剂重量较少的部分(以下也简称为“粘合部分”),1b是设于包裹烟草杆1的区域的、每单位面积的固化后的粘合剂重量较多的部分(以
下也简称为“粘合剂增量部分”),1n是烟嘴纸7的前端区域中的非粘合部分,3n是包裹冷却区段的区域中的非粘合部分,p是烟嘴纸7的圆周方向长度。图2(2)是表示存在多个粘合剂增量部分1b等的方式的图,s1~s2、t1~t2、u、v表示尺寸。烟嘴纸7的前端区域指的是在用烟嘴纸卷装的情况下位于烟草杆的最前端的烟嘴纸的区域。图3示出包裹具有复合区段90的两倍的长度的双倍长度复合区段90w的方式。在图中,7w是用于包裹双倍长度复合区段90w的双倍长度烟嘴纸,z是双倍长度过滤嘴区段5w的长度方向中央部,其他的编号与图2相同地定义。在图2、3中,为了方便,将烟嘴纸中的纸面铅垂方向称作圆周方向,将纸面水平方向称作长度方向。以下,参照图2对本发明的制造方法进行说明。
[0065]
(1)工序a
[0066]
在本工序中,在烟嘴纸7的一个面配置粘合剂。配置粘合剂的方法不被限定,能够使用在烟嘴纸7上涂覆粘合剂、预先制备粘合剂片并将该粘合剂片层叠于烟嘴纸7等方法。例如可列举在辊表面上涂覆粘合剂并将其向烟嘴纸7转印的方法、从喷嘴向烟嘴纸7上排出粘合剂的方法等。
[0067]
图4示出在辊表面上涂覆粘合剂并将其向烟嘴纸7转印的方法的一个例子。88是在表面设有用于以希望的图形保持粘合剂的凹部的图形辊,89是用于转印保持于图形辊88的粘合剂的转印辊,85是反压辊(counter roller)。粘合剂从图形辊88的凹部转印到转印辊89,进而粘合剂从转印辊89转印到烟嘴纸7。此时,若设置反压辊85,则粘合剂的涂覆量(转印量)稳定。而且,如图4(2)所示,若设置折回辊87,则涂覆量更加稳定。另外,若粘合剂的量较多,则烟嘴纸7难以离开转印辊89,两者离开的位置变得不稳定,但若设置第二反压辊86,则能够对烟嘴纸7赋予适度的张力,因此能够使该位置稳定化。图5示出通过该方法配置有粘合剂的烟嘴纸7的一个例子。在图5中,在粘合剂增量部分1b与粘合部分b的边界部分可看见明确的高低差,但也可以不存在该高低差,而是从粘合剂增量部分1b至粘合部分b形成平缓的斜面。
[0068]
图6示出通过从喷嘴向烟嘴纸7上排出粘合剂的方法获得的具有粘合剂点的烟嘴纸7的一个例子。例如能够通过如图6(1)那样提高粘合剂点的密度来形成粘合剂增量部分1b。另外,能够通过如图6(2)那样增大粘合剂点的直径来形成粘合剂增量部分1b。粘合剂点的直径指的是该点形成于烟嘴纸7面上的圆的直径。或者,能够通过如图6(3)那样提高粘合剂点的高度(参照图6(3)下图)来形成粘合剂增量部分1b。也可以将它们组合多个来形成粘合剂增量部分1b。
[0069]
作为粘合剂,能够使用公知的粘合剂,但其中优选的是乙酸乙烯酯系粘合剂。“固化后”在包含溶剂的粘合剂中指的是去除溶剂而固化的状态、在不包含溶剂的交联型的粘合剂中指的是交联后的状态。另外,也将每单位面积的固化后的粘合剂重量简称为“粘合剂重量”。
[0070]
粘合部分b指的是具有粘合剂的部分中的粘合剂增量部分1b以外的部分。粘合部分b的粘合剂重量能够适当调整,但优选的是0.005~0.015mg/mm2。粘合部分b的粘合层厚度在未固化状态下优选的是设为0.01~0.03mm左右。未固化状态指的是粘合剂固化之前的状态。在本发明中,使粘合剂增量部分1b中的粘合剂重量比粘合部分b的粘合剂重量多。一般来说,如果增加粘合剂重量,则粘合强度也提高,但产品容易产生褶皱。在本发明中,由于仅增加粘合剂增量部分1b部分的粘合剂重量,因此能够防止烟草杆1的颈部脱落并且防止
其他部分产生褶皱。出于该观点,粘合剂增量部分1b中的粘合剂重量(1b重量)/粘合部分b的粘合剂重量(b重量)之比优选的是1.5~3.0,更优选的是1.7~2.7。1b重量是粘合剂增量部分1b中的粘合剂重量的平均值。在存在多个具有不同的粘合剂重量的部分的情况下,1b重量被定义为具有最大的粘合剂重量的部分的平均粘合剂重量,b重量被定义为粘合剂增量部分1b以外的粘合部分b中的平均粘合剂重量。
[0071]
虽然粘合剂增量部分1b的面积越是增加,越难以产生颈部脱落等不良情况,但若考虑成本等,则粘合剂增量部分1b无需为烟草杆1的整个面。粘合剂增量部分1b优选的是存在于以烟草杆的与冷却区段接合的接合面为起点、沿烟草杆的长度方向以20~40%的位置为终点的区域。即,粘合剂增量部分1b优选的是存在于以图2中的点o为起点、以0.2x~0.4x为终点的区域。粘合剂增量部分1b如图2所示,可以在圆周方向上存在两个,也可以为一个。圆周方向上的强粘合部分1b的总长度(图2(2)中为s1+s1)优选的是烟嘴纸7的圆周方向长度p的70~90%。在粘合剂增量部分1b在圆周方向上存在两个的情况下,从圆周方向端部到粘合剂增量部分1b的距离s2优选的是p的2~5%。两者的分离距离s3可根据s1以及s2适当调整。
[0072]
粘合剂增量部分1b不包裹冷却区段3。冷却区段3由于刚性较低,因此若由粘合剂增部分1b包裹,则容易产生褶皱。另外,在冷却区段3是由卡纸板构成的纸管的情况下,克重较大,所以与烟草杆1的卷纸相比,粘合剂难以浸透。因此,若包裹纸管的区域的粘合剂量比包裹烟草杆1的区域少,则能够抑制粘合剂突出、褶皱的产生、粘合不良等不良情况。
[0073]
烟嘴纸7优选的是在前端具有非粘合部分1n。前端在用烟嘴纸卷装的情况下指的是位于烟草杆侧的最前端的烟嘴纸的区域。这是为了防止在包裹时从烟嘴纸7的前端部渗出粘合剂。烟嘴纸7的长度方向上的非粘合部分1n的长度u优选的是0.1~1.0mm。
[0074]
烟嘴纸7优选的是在包裹冷却区段3的区域具有非粘合部分3n。若设置非粘合部分3n,则在形成吸烟物品100时,容易对冷却区段3设置通风部。通风部例如能够在制造出吸烟物品100之后通过激光加工来设置。此外,也可以对非粘合部分3n实施印刷。例如,若在非粘合部分3n印刷表示制造机械的编码,则在卷装后剥离烟嘴纸7时,能够辨识编码。
[0075]
非粘合部分3n优选的是存在于以烟草杆1的与冷却区段3的抵接面(点o)为基准在冷却区段3的长度方向上以40~50%的位置为起点、以70~90%为终点的区域。即,非粘合部分3n优选的是存在于图2中的以0.4~0.5y为起点、以0.7~0.9y为终点的区域。通过如此设置非粘合部分3n,能够抑制烟嘴纸整体的粘合力的降低。
[0076]
非粘合部分3n如图2所示,可以在圆周方向上存在两个,也可以为一个。圆周方向上的非粘合部分3n的总长度(图2(2)中的t1+t1)优选的是烟嘴纸7的圆周方向长度p的50~80%。在非粘合部分3n在圆周方向上存在两个的情况下,从圆周方向端部到非粘合部分3n的距离t2优选的是p的5~10%。两者的分离距离t3可通过t1以及t2适当调整。
[0077]
烟嘴纸7优选的是在过滤嘴区段5端部附近具有非粘合部分5n。这是因为,如图3所示,吸烟物品100有时通过制备双倍长度吸烟物品100w并将其切断来制造,但是,此时切断变得容易,并且能够防止粘合剂附着于切割器。烟嘴纸7的长度方向上的非粘合部分5n的长度v优选的是0.5~1.0mm。烟嘴纸7的长度方向长度可以设为从过滤嘴区段5的吸口端到烟草区段1的长度方向0.42x~0.6x的范围的长度。
[0078]
(2)工序b
[0079]
在本工序中,用烟嘴纸7包裹复合区段90。如图3所示,也可以用烟嘴纸7包裹双倍长度复合区段90w。在该情况下,在包裹后切断,获得吸烟物品100。
[0080]
包裹能够按照公知的方法来实施。例如本工序如图8所示,使用具备多个滚筒的装置来实施。在图中,80f是烟嘴纸7的供给装置,80t是移送滚筒,80r是旋转滚筒,80h是旋转手柄(rolling hand)。旋转滚筒指的是在圆周面上保持部件的保持部,并且是具备使区段等部件能够以其长度方向中心轴为中心自转那样的保持部的滚筒。旋转手柄指的是与旋转滚筒的圆周面对置地配置、用于在与该面之间形成具有一定距离的间隙的机构。将由烟草杆1、冷却区段3与过滤嘴区段5构成的区段设为复合区段90。该复合区段90从移送滚筒80t被交接到旋转滚筒80r。另一方面,在旋转滚筒80r上的区段的圆周面粘合从供给装置80f供给的烟嘴纸7的一部分,形成前体92(参照图9)。前体92具备如旗帜那样粘合于复合区段90的烟嘴纸7。即,烟嘴纸7的一部分粘合于复合区段90的圆周面,但其他部分是自由的。前体92通过抽吸等固定于旋转滚筒80r的圆周面的保持部,被移送到形成于旋转滚筒80r与旋转手柄80h之间的间隙。在通过该间隙时,前体92的整个圆周面被烟嘴纸7卷装,形成吸烟物品100(参照图9)。
[0081]
如之前所述,在本发明中,优选的是烟草杆1的直径比与其邻接的冷却区段3的直径大。在该情况下,若旋转滚筒80r以及旋转手柄80h的面平坦,则该面与烟草杆1将会过度地接触(图10(1)),因此对烟草杆1施加冲击而产生填充物落下的所谓的前端掉落的问题。进而,产生由圆周差带来的扭转,在产品中出现褶皱等不良情况。因此,在本发明中,优选的是,如图10(2)以及(3)所示,在旋转滚筒80r或者旋转手柄80h的与烟草杆1对置的面设置凹部,在与烟草杆1之间形成空隙。虽然图10(2)以及(3)中示出了在旋转手柄80h设置凹部的方式,但凹部也可以设于旋转滚筒80r,也可以设于双方。凹部的深度(图10(2)以及(3)中的t)可适当调整,但优选的是0.05~0.15mm。该凹部无需设于与烟草杆1对置的整个面。如图10所示,凹部设于与烟草杆1对置的面的一部分即可。但是,为了将烟草杆与其他部件用烟嘴纸可靠地粘合,优选的是在两个部件的边界附近不存在凹部。
[0082]
实施例
[0083]
[实施例1]
[0084]
准备了以下的部件。
[0085]
直径7.0mm、长度20.0mm的烟草杆(日本烟草产业株式会社制)
[0086]
作为冷却区段,为直径6.9mm、长度20.0mm的纸管
[0087]
由直径6.9mm的中心孔(8.0mm)/双倍长度醋酸酯过滤嘴(14.0mm)/中心孔(8.0mm)构成的双倍长度过滤嘴区段
[0088]
准备了图3所示的烟嘴纸。各尺寸表示在表1中。对该烟嘴纸涂覆了粘合剂。未固化状态下的粘合层厚度以及固化后的粘合剂重量表示在表1中。
[0089]
[表1]
[0090][0091]
配置所述部件而制备了图3所示那样的双倍长度吸烟物品。将其用所述烟嘴纸包裹,获得了吸烟物品。获得的吸烟物品中没有褶皱,显示出良好的外观。而且,获得的吸烟物品的耐颈部脱落性良好。
[0092]
附图标记说明
[0093]
1 烟草杆
[0094]
3 冷却区段
[0095]
5 过滤嘴区段
[0096]
51 醋酸酯过滤嘴
[0097]
53 中心孔
[0098]
7 烟嘴纸
[0099]
10 烟草区段
[0100]
100 吸烟物品
[0101]
b 粘合部分
[0102]
1b 高粘合部分
[0103]
1n 烟嘴纸7的前端的非粘合部分
[0104]
3n 包裹冷却区段的部分中的非粘合部分
[0105]
p 烟嘴纸7的圆周方向长度
[0106]
7w 双倍长度烟嘴纸
[0107]
100w 双倍长度吸烟物品
[0108]
x 烟草杆1的前端部
[0109]
o 烟草杆1与冷却区段3的抵接部
[0110]
y 冷却区段3与过滤嘴区段5的抵接部
[0111]
z 双倍长度过滤嘴区段5w的长度方向中央部
[0112]
80f 烟嘴纸7的供给装置
[0113]
80t 移送滚筒
[0114]
80r 旋转滚筒
[0115]
80h 旋转手柄
[0116]
85 反压辊
[0117]
86 第二反压辊
[0118]
87 折回辊
[0119]
88 图形辊
[0120]
89 转印辊
[0121]
90 复合区段
[0122]
92 前体
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1