一种随动式稠浆法再造烟叶流延成型装置的制作方法
1.本实用新型属于再造烟叶生产加工技术领域,具体涉及一种随动式稠浆法再造烟叶流延成型装置。
背景技术:
2.由于稠浆法再造烟叶浆料中的烟草原料颗粒、外加纤维粒子、粘合剂及发烟剂等材料在成型时可均匀分布在再造烟叶表层和里层,因此稠浆法再造烟叶均质化程度较高、耐加工性能、导热均匀性和烟气递送均匀性较好,是其成为加热卷烟烟草段材料的主要原因之一。如:菲莫烟草公司开发的“iqos”烟支中采用的是有序排列的稠浆法再造烟叶。
3.目前研究者在加热不燃烧卷烟专用稠浆法再造烟叶的加工工艺、原料配方等方面研究较多。然而,除了加工工艺、原料配方等因素,再造烟叶厚度的均匀性对于烟支的吸阻和重量也具有重要影响。由于在稠浆法再造烟叶流延成型过程中,因成型钢带厚度偏差和轮毂圆周跳动,很容易造成再造烟叶厚度波动较大,现有技术中,主要是在再造烟叶制备完成后,通过调整厚度调整辊或者刮刀与钢带的间隙来调整下一批次再造烟叶的厚度,没有办法在再造烟叶制备过程中实时调整再造烟叶浆膜的厚度。如:zl201921935546.0公开了“一种加热不燃烧卷烟专用稠浆法再造烟叶的成型干燥系统”,该发明专利公开了一种加热不燃烧卷烟专用稠浆法再造烟叶的成型干燥系统,其中提到其稠浆是通过流延箱进行流延成型以及稠浆法再造烟叶片材干燥、剥离后厚通过厚度调整辊进行厚度的微调,没针对性的开发流延系统,无法实现制备过程中再造烟叶厚度的调节。 zl201921935579.5公开了“一种流延法制备再造烟叶片材的成型系统”,该发明专利公布了通过调整刀门与钢带的间隙进行稠浆法再造烟叶厚度调整的方法。菲莫烟草公司在中国申请的专利cn106998784a公开了“用于生产均质化烟草材料的浇铸幅板的浇铸设备”,该专利设置了一个剔除刮刀,把浆料中形成的结块的浆膜剔除掉,再通过调整刮刀与钢带的间隙,进而实现稠浆法再造烟叶厚度精准调节的方法。
4.综上所述,目前现有技术的流浆箱都是固定在机架上,通过调整刮刀与钢带的间隙去调整再造烟叶的厚度,然而在稠浆法再造烟叶流延成型过程中,由于成型钢带厚度偏差和轮毂圆周跳动,造成制备过程中再造烟叶厚度波动较大,导致在卷制加热卷烟烟支时卷烟填充度不均匀,进而造成烟支的吸阻、重量变化较大。
5.因此,进一步提升稠浆法再造烟叶厚度的稳定性,保障稠浆法再造烟叶的均质化是人们希望的。
6.为了解决以上问题,提出本实用新型。
技术实现要素:
7.本实用新型开发出一种加热卷烟专用稠浆法再造烟叶浆料的随动流延成型装置,其位置可随成型钢带厚度偏差及轮毂圆周跳动浮动变化,从而保证流延刮刀与成型钢带上表面间隙稳定不变,使稠浆流延厚度保持稳定,最终提高了稠浆法再造烟叶厚度的稳定性,
为提高稠浆法再造烟叶的均质化程度提供支撑。
8.本实用新型提供一种随动式稠浆法再造烟叶流延成型装置,所述装置包括机架1、流延箱3、成型钢带4、轮毂7;
9.所述轮毂7固定在所述机架1上,所述成型钢带4随着所述轮毂7转动向下游运动;
10.所述流延箱3侧壁为流延箱侧板2,所述流延箱3通过所述流延箱侧板2放置于所述成型钢带4上,所述流延箱3可随着所述成型钢带4在竖直方向上上下轻微浮动;所述流延箱3的浆料出口处具有流延刮刀6,所述流延刮刀6和所述成型钢带4 具有一定间隙;此处,上下轻微浮动是指在竖直方向上(即与水平的所述成型钢带4垂直的方向)上下浮动范围很小,所述流延箱3可随着所述成型钢带4在竖直方向上上下浮动,浮动范围为0
‑
0.5mm;
11.所述流延箱3上方具有调节手轮5,通过调节手轮5可以调节所述流延刮刀6 和所述成型钢带4的间隙。
12.优选地,所述成型钢带4与所述轮毂7的纵截面具有上切点和下切点,所述流延箱3安装于轮毂7上切点的与所述成型钢带4运动方向相反的一侧,所述流延箱3 纵截面中所述流延刮刀6与所述轮毂7中心的连线与所述上切点与所述轮毂7中心的连线之间的夹角为8~20
°
。在该位置,成型钢带4的张力较大,成型钢带4比较平整,流延成型的浆膜厚度均匀性较好。
13.优选地,所述流延刮刀6的材料在20~100℃时,其热膨胀系数≤1.5
×
10
‑6/℃。此处限定流延刮刀6材料的热膨胀系数的原因在于,流延箱中再造烟叶浆料的温度通常在60℃左右,而如果流延刮刀6材料的热膨胀系数过高,就会导致流延刮刀6受热发生变形,从而导致再造烟叶浆膜的厚度不均匀。
14.优选地,所述流延箱侧板2使用低摩擦系数材料制成,其摩擦系数≤0.15。例如全氟烷氧基树脂、聚四氟乙烯等材料。本实用新型装置的流延箱3直接放置到所述成型钢带4上,通过流延箱侧板2与所述成型钢带4接触,由于所述流延箱侧板2的摩擦系数较低,保证了所述流延箱3再随着所述成型钢带4在竖直方向上上下运动的时候,不会随着所述成型钢带4向下游运动。
15.优选地,通过调节手轮5可以调节所述流延刮刀6和所述成型钢带4的间隙,其中所述调节手轮5设计高精度位移装置,位移调整精度≤0.05mm。
16.优选地,所述流延箱3背离所述成型钢带4运动方向的一侧与所述机架1连接,以使所述流延箱3不随所述成型钢带4向下游移动。
17.优选地,述流延刮刀(6)和所述成型钢带(4)之间的间隙为0
‑
5mm。
18.本实用新型提供一种提高加热卷烟专用再造烟叶厚度均匀性的方法,使用所述的流延成型装置制备加热卷烟专用再造烟叶。
19.本实用新型随动式稠浆法再造烟叶流延成型装置,可以适用于再加热卷烟的再造烟叶的制备。
20.相对于现有技术,本实用新型具有以下有益效果:
21.1、本实用新型克服现有技术中将所述流浆箱1和轮毂7均固定在机架1上的技术偏见,仅将轮毂7固定到机架1上,将流浆箱1放置与所述成型钢带4上,所述成型钢带4随着所述轮毂7转动向下游运动,由于流浆箱1和所述成型钢带4是直接接触的,所以流浆箱1在竖直方向上随着所述成型钢带4上下轻微浮动运动,这样即便当成型钢带厚度偏差及轮毂圆
周跳动情况时,仍能保证流延刮刀与成型钢带上表面间隙稳定不变,从而使得稠浆流延厚度保持稳定,提高了稠浆法再造烟叶厚度的稳定性,进而保障了加热卷烟烟支吸阻、重量的稳定。
22.2、本实用新型随动式稠浆法再造烟叶流延成型装置,所述流延箱侧板2使用低摩擦系数材料制成,其摩擦系数≤0.15。本实用新型装置的流延箱3直接放置到所述成型钢带4上,通过流延箱侧板2与所述成型钢带4接触,由于所述流延箱侧板2的摩擦系数较低,保证了所述流延箱3再随着所述成型钢带4在竖直方向上上下轻微浮动的时候,不会随着所述成型钢带4向下游运动。
23.2、本实用新型随动式稠浆法再造烟叶流延成型装置具有调节手轮5,通过调节手轮5可以手动调节所述流延刮刀6和所述成型钢带4的间隙。
24.3、在本实用新型优选地实施方案中,所述流延箱3背离所述成型钢带4运动方向的一侧与所述机架1连接,进一步保证所述流延箱3不随所述成型钢带4向下游移动。
25.4、本实用新型随动式稠浆法再造烟叶流延成型装置中,所述成型钢带4与所述轮毂7的纵截面具有上切点和下切点,所述流延箱3安装于轮毂7上切点的与所述成型钢带4运动方向相反的一侧,所述流延箱3纵截面中所述流延刮刀6与所述轮毂7中心的连线与所述上切点与所述轮毂7中心的连线之间的夹角为8~20
°
。在该位置,成型钢带4的张力较大,成型钢带4比较平整,流延成型的浆膜厚度均匀性较好。
26.5、本实用新型随动式稠浆法再造烟叶流延成型装置中,所述流延刮刀6的材料在20~100℃时,其热膨胀系数≤1.5
×
10
‑6/℃。此处限定流延刮刀6材料的热膨胀系数的原因在于,流延箱中再造烟叶浆料的温度通常在60℃左右,而如果流延刮刀6材料的热膨胀系数过高,就会导致流延刮刀6受热发生变形,从而导致再造烟叶浆膜的厚度不均匀。
附图说明
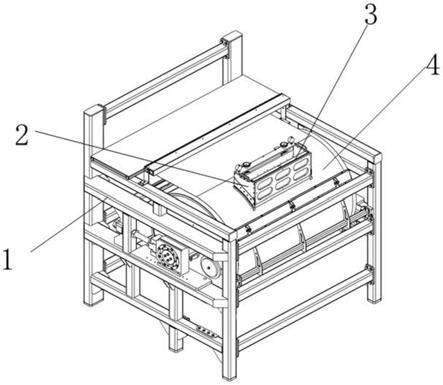
27.图1本实用新型随动式稠浆法再造烟叶流延成型装置;
28.图2本实用新型流延箱3、成型钢带4和轮毂7安装位置的纵截面图。
29.附图标记在附图说明中的名称为:1
‑
机架、2
‑
流延箱侧板、3
‑
流延箱、4
‑
成型钢带、5
‑
调节手轮、6
‑
流延刮刀、7
‑
轮毂。
具体实施方式
30.下面结合附图对本实用新型进行详细阐述。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
31.如图1,本实施例一种随动式稠浆法再造烟叶流延成型装置,所述装置包括机架1、流延箱3、成型钢带4、轮毂7;
32.所述轮毂7固定在所述机架1上,所述成型钢带4随着所述轮毂7转动向下游运动;
33.所述流延箱3侧壁为流延箱侧板2,所述流延箱3通过所述流延箱侧板2放置于所述成型钢带4上,所述流延箱3可随着所述成型钢带4在竖直方向上上下轻微浮动;所述流延箱3的浆料出口处具有流延刮刀6,所述流延刮刀6和所述成型钢带4 具有一定间隙;
34.所述流延箱3上方具有调节手轮5,通过调节手轮5可以调节所述流延刮刀6 和所
述成型钢带4的间隙。
35.如图2,所述成型钢带4与所述轮毂7的纵截面具有上切点和下切点,所述流延箱3安装于轮毂7上切点的与所述成型钢带4运动方向相反的一侧,所述流延箱3 纵截面中所述流延刮刀6与所述轮毂7中心的连线与所述上切点与所述轮毂7中心的连线之间的夹角为12
°
。
36.本实用新型的适用于加热卷烟专用稠浆法再造烟叶浆料的随动流延成型装置操作过程如下:
37.1、参数设定
38.装置启动前,根据加热卷烟专用稠浆法再造烟叶制备目标,通过调节手轮5 调节好流延刮刀6与成型钢带4的流延间隙。
39.2、流延间隙二次校准
40.当成型干燥设备运行至10min后,在此校准流延刮刀6与成型钢带4的流延间隙,如达到要求后开始向流延箱3中进行稠浆的进料,开始进行稠浆法再造烟叶的流延成型和干燥制备。如间隙未达到设计值,在此调整调节手轮5与成型钢带4的间隙,直至达到要求后,开始进行稠浆法再造烟叶的流延成型和干燥制备。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1