一种陶瓷雾化芯及其制备方法与流程
1.本发明涉及雾化器技术领域,具体涉及一种陶瓷雾化芯及其制备方法。
背景技术:
2.目前电子烟雾化器用的雾化芯多数是多孔陶瓷发热体,主要是采用金属发热丝和多孔陶瓷基体一体成型的工艺,电子烟雾化器发热体组合时多孔陶瓷发热体表面需要包棉,人工包棉一致性不稳定,效率低;低温烧结,不锈钢管易氧化。
3.再者目前应用于烟油的多孔陶瓷发热体是在陶瓷上镶嵌电阻发热丝或印刷发热线路,发热靠电阻发热丝或印刷线路,存在糊芯、发热不均、与陶瓷结合不牢和工艺过程复杂等缺陷,另外,现有的多孔陶瓷基体都是孔径、孔隙率固定,导热性容易过高或过低,存在导热性和烟油雾化效果难以匹配问题,同时料浆固化脱模、成型效率低、强度有限和使用范围受限。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种陶瓷雾化芯,该陶瓷雾化芯结构新颖,吸油快,陶瓷雾化芯直接与烟油接触,导热更快,经多孔陶瓷基体加热雾化后烟雾通过气流道流出,提升了该陶瓷雾化芯的雾化效率,另外,所述多孔陶瓷基体与发热丝、不锈钢管经过高温烧结制作,不锈钢管和发热丝呈现银白色,外观漂亮,无氧化,有效的解决了因不锈钢氧化造成的烟油变色。高温烧结产品强度更好,一致性更好。带不锈钢管的陶瓷雾化芯直接与烟油接触,该陶瓷雾化芯不需人工包棉、组装方便、生产效率高、实用性强、节能和安全环保。
5.本发明的目的在于提供一种陶瓷雾化芯的制备方法,该制备方法简单高效,操作控制方便,生产的产品质量高,成本低,利于工业化生产,同时可有效克服以往陶瓷烧结工艺中存在的弊端。
6.本发明的目的通过下述技术方案实现:一种陶瓷雾化芯,多孔陶瓷基体、发热部件和不锈钢管,所述多孔陶瓷基体的内设有气流道,且所述气流道贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管的侧壁设有多个进油孔,所述不锈钢管套设于所述多孔陶瓷基体的外壁,所述发热部件嵌设于所述多孔陶瓷基体内并绕设于气流道的周向,发热部件的端部设有发热丝伸出部,所述发热丝伸出部突伸出多孔陶瓷基体外,所述多孔陶瓷基体由多孔陶瓷材料烧结制得;所述不锈钢管外壳呈现银白色,所述不锈钢套管的材质为牌号为304、316、430钢材料中的一种或多种。
7.本发明中的多孔陶瓷基体与不锈钢管经过高温烧结制作,不锈钢管呈现银白色,外观漂亮,有效的解决了因金属氧化造成的烟油变色的问题;陶瓷雾化芯结构新颖,吸油快,陶瓷雾化芯直接与烟油接触,导热更快,经多孔陶瓷基体加热雾化后烟雾通过气流道流出,提升了该陶瓷雾化芯的雾化效率,另外,该陶瓷雾化芯不需人工包棉、组装方便、生产效率高、实用性强、节能和安全环保。
8.优选的,所述发热部件包括发热丝内嵌部和发热丝伸出部,所述发热丝内嵌部的两端分别与发热丝伸出部通过焊接方式连接,所述发热丝内嵌部呈螺旋状内嵌设于多孔陶瓷基体内并绕设于气流道的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体外。
9.本发明中发热部件设置的发热丝内嵌部为主要的加热部位,而连接在发热丝内嵌部的两端连接的发热丝延伸部起到接线柱的作用与电源连接,使得螺旋状发热丝内嵌部接电后产生热量,进而对多孔陶瓷基体进行加热,提高了多孔陶瓷基体升温速率;而螺旋状发热丝内嵌部沿着气流道的中心轴线延伸,螺旋式设置发热均匀可对多孔陶瓷基体均匀导热,对通过多孔陶瓷基体向内渗透的烟油进行均匀加热,使得烟油受热雾化为气体后从气流道内吸入,实用性高。
10.优选的,所述多孔陶瓷材料包括如下重量份的原料:
[0011][0012]
所述陶瓷粉的目数为200
‑
1000目,玻璃粉的目数为1500
‑
3000目,造孔剂的目数为200
‑
600目。
[0013]
本发明中通过在制备多孔陶瓷基体的多孔陶瓷材料的原料中加入陶瓷粉、玻璃粉、造孔剂和造孔助剂混合制得的多孔陶瓷基体具有较高的孔隙率,孔隙分布均匀的优点,得到的多孔陶瓷基体强度更好,一致性更好;而其中采用的分散剂和石蜡可以提升造孔剂和造孔助剂在陶瓷粉和玻璃粉中的分散作用,进而解决了以往造孔剂分散性差,导致利用其制备获得的多孔陶瓷基体孔隙分布均匀性差的问题,使烧结出来的多孔陶瓷基体具有较好的强度,结构均匀、孔径和孔隙率可调的多孔陶瓷,能够满足用户对多孔陶瓷的不同孔径、不同孔隙率的需求,同时便于料浆固化脱模,成型效率高。
[0014]
优选的,每份所述造孔助剂包括如下重量份的原料:pmma微球10
‑
20份、氧化铝微粉1
‑
5份、硅微粉1
‑
5份、氧化锆1
‑
3份和硅胶溶液1
‑
3份。
[0015]
优选的,所述造孔助剂通过如下方法制得:
[0016]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在表面,得到基材核,备用;
[0017]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为5
‑
8%的盐酸或氨水,至溶液呈弱酸性或弱碱性,得到包裹材料,备用;
[0018]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0019]
本发明中采用的造孔助剂可以避免多孔陶瓷基体结构出现更小尺寸的孔,使得多孔陶瓷基体物相的烧结连续结构不会被过多小孔打断,另外形成的气孔多是柱状气孔,空隙率较高,孔隙尺寸小,多孔陶瓷基体因柱状气孔结构也增强了其结合性,从而保证了多孔
陶瓷基体有较高的强度。而造孔助剂的原料中利用硅胶溶液进行造粒包裹,提高了pmma微球的比重,并解决了pmma微球与多孔陶瓷材料浆料间的亲和性、润湿性不佳的问题,使得pmma微球能在陶瓷浆料中均匀分布并稳定悬浮,经注浆成型获得造孔助剂均匀分布的陶瓷胚体,高温烧结时,硅溶胶浸润的pmma微球在造孔助剂烧后的圆形空洞外周形成一个球壳,可以防止坯体的尺寸变形;随着温度继续升高,硅微粉以及硅溶胶中分解出氧化硅与氧化铝微粉发生反应,生成一定数量的莫来石结合相,莫来石化的反应是一个微膨胀的反应,可以避免制品尺寸出现变化,提升了最终烧结制得多孔陶瓷基体的尺寸稳定性。
[0020]
优选的,每份所述陶瓷粉为氧化铝粉、碳化硅粉、黑刚玉粉、石英砂和硅藻土中的至少一种;更优选的,所述陶瓷粉包括氧化铝粉5
‑
10份、碳化硅粉0
‑
20份、黑刚玉粉0
‑
10份、石英砂5
‑
40份和硅藻土5
‑
20份。
[0021]
优选的,每份所述造孔剂为木粉、碳粉、淀粉和酚醛树脂中的至少一种;更优选的,每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为0.8
‑
1.2:0.2
‑
0.6:0.6
‑
1.0:0.4
‑
0.8组成的混合物。
[0022]
本发明中通过采用上述特定原料组成的造孔剂可以协同各自的优异性能,使烧结出来的多孔陶瓷基体具有较好的强度,以及较高的孔隙率,孔径尺寸小、分布均匀的优点。
[0023]
优选的,每份所述分散剂由油酸和byk110分散剂按照重量比为0.6
‑
1.0:0.4
‑
0.8组成的混合物。
[0024]
本发明中采用由油酸和byk110分散剂按照重量比为0.6
‑
1.0:0.4
‑
0.8组成的混合分散剂可以显著提升造孔剂在陶瓷粉和玻璃粉中的分散作用,解决了以往造孔剂分散性差,导致利用其制备获得的多孔陶瓷基体具有孔隙分布均匀性差、尺寸较大的问题,而其中所采用的油酸还具有良好的去污能力,在烧结多孔陶瓷基体时可以有效清洁多孔陶瓷基体中的污渍等,使烧结得到的多孔陶瓷基体洁净好,利用其制造的电子烟无异味、更加环保健康。
[0025]
本发明还提供了一种陶瓷雾化芯的制备方法,通过如下方法制得:
[0026]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0027]
2)将步骤1)中得到混合物a转移至球磨机中以150
‑
200r/min的转速进行球磨1
‑
3h,得到混合物b,备用;
[0028]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至70
‑
90℃搅拌3
‑
4h,得到蜡浆,备用;
[0029]
4)将发热部件和不锈钢管放置于模具中,并将步骤3)中得到蜡浆转移至温度为70
‑
80℃的成型机中,施以0.4
‑
0.6map的气压将蜡浆注入到模具中成型;
[0030]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为400
‑
500℃的空气炉中进行预烧100
‑
200min,备用;
[0031]
6)将步骤5)中预烧后的产品放入保护氛围中在900
‑
1300℃的条件下烧结1
‑
3h,冷却后得到陶瓷雾化芯;保护氛围为h2气氛或n2气氛或h2和n2混合气体条件进行烧结,氢气和氮气混合体积比例25:75或50:50或75:25。
[0032]
本发明中的陶瓷雾化芯通过采用上述方法制得,而利用上述方法制得陶瓷雾化芯结构新颖,吸油快,陶瓷雾化芯直接与烟油接触,导热更快,经多孔陶瓷基体加热雾化后烟
雾通过气流道流出,提升了该陶瓷雾化芯的雾化效率,另外,该陶瓷雾化芯不需人工包棉、组装方便、生产效率高、实用性强、节能和安全环保。而在采用注塑成型工艺制备过程中需要严格控制步骤3)中的烧结温度在700
‑
1000℃,若温度过高则会导致最终烧结得到的多孔基体容易局部开裂,若温度过低则不利于最终烧结得到的多孔基体的强度;步骤3)中排胶处理时主要排出的是有机物杂质,包括石蜡、分散剂、造孔剂等,否则会出现变形开裂等不良。具体操作是按设定的温度曲线升温在特定温度保温一段时间使有机物充分烧完便于排出。而步骤6)中需要严格控制烧结温度为900
‑
1300℃,温烧结强度更好,使多孔陶瓷基体结合得更加紧密,减少漏油风险,也不易氧化,若温度过高则会导致陶瓷收缩大,不锈钢管和多孔陶瓷基体结合缝隙大,温度过低不锈钢管表面会发黑氧化、多孔陶瓷基体烧结不紧实。
[0033]
本发明的有益效果在于:本发明的陶瓷雾化芯结构新颖,吸油快,陶瓷雾化芯直接与烟油接触,导热更快,经多孔陶瓷基体加热雾化后烟雾通过气流道流出,提升了该陶瓷雾化芯的雾化效率,另外,该陶瓷雾化芯不需人工包棉、组装方便、生产效率高、实用性强、节能和安全环保。
[0034]
本发明一种陶瓷雾化芯的制备方法简单高效,操作控制方便,生产的产品质量高,成本低,利于工业化生产,同时可有效克服以往陶瓷烧结工艺中存在的弊端。
附图说明
[0035]
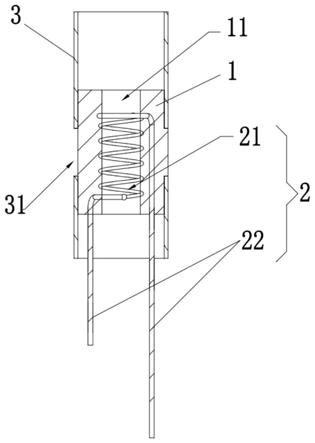
图1是本发明的剖视图;
[0036]
图2是本发明的立体示意图;
[0037]
图3是本发明的另一视角的立体示意图;
[0038]
图4是本发明的仰视图。
[0039]
附图标记为:1
‑
多孔陶瓷基体、11
‑
气流道、2
‑
发热部件、21
‑
发热丝内嵌部、22
‑
发热丝伸出部、3
‑
不锈钢管和31进油孔。
具体实施方式
[0040]
为了便于本领域技术人员的理解,下面结合实施例及附图1
‑
4对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
[0041]
实施例1
[0042]
一种陶瓷雾化芯,多孔陶瓷基体1、发热部件2和不锈钢管3,所述多孔陶瓷基体1的内部设有气流道11,且所述气流道11贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管3的侧壁设有多个进油孔31,所述不锈钢管3套设于所述多孔陶瓷基体1的外壁,所述发热部件2嵌设于所述多孔陶瓷基体1并绕设于气流道11的周向,发热部件2的端部设有发热丝伸出部22,所述发热丝伸出部22突伸出多孔陶瓷基体1外,所述多孔陶瓷基体1由多孔陶瓷材料烧结制得;所述不锈钢管3外壳呈现银白色,所述不锈钢套管的材质为牌号为304钢材料。
[0043]
所述发热部件2包括发热丝内嵌部21和发热丝伸出部22,所述发热丝内嵌部21的两端分别与发热丝伸出部22通过焊接方式连接;所述发热丝内嵌部21呈螺旋状内嵌设于多孔陶瓷基体1并绕设于气流道11的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体1外。
[0044]
所述多孔陶瓷材料包括如下重量份的原料:
[0045][0046]
所述陶瓷粉的目数为200目,玻璃粉的目数为1500目,造孔剂的目数为200目。
[0047]
每份所述造孔助剂包括如下重量份的原料:pmma微球10份、氧化铝微粉1份、硅微粉1份、氧化锆1份和硅胶溶液1份。
[0048]
所述造孔助剂通过如下方法制得:
[0049]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在表面,得到基材核,备用;
[0050]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为5%的盐酸,至溶液呈弱酸性,得到包裹材料,备用;
[0051]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0052]
所述陶瓷粉包括氧化铝粉5份、石英砂5份和硅藻土5份。
[0053]
每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为0.8:0.2:0.6:0.4组成的混合物。
[0054]
每份所述分散剂由油酸和byk110分散剂按照重量比为0.6:0.4组成的混合物。
[0055]
所述陶瓷雾化芯的制备方法,通过如下方法制得:
[0056]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0057]
2)将步骤1)中得到混合物a转移至球磨机中以150r/min的转速进行球磨1h,得到混合物b,备用;
[0058]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至70℃搅拌3h,得到蜡浆,备用;
[0059]
4)将发热部件2和不锈钢管3放置于模具中,并将步骤3)中得到蜡浆转移至温度为70℃的成型机中,施以0.4map的气压将蜡浆注入到模具中成型;
[0060]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为400℃的空气炉中进行预烧100min,备用;
[0061]
6)将步骤5)中预烧后的产品放入保护氛围中在900℃的条件下烧结1h,冷却后得到陶瓷雾化芯;保护氛围为h2气氛。
[0062]
实施例2
[0063]
一种陶瓷雾化芯,多孔陶瓷基体1、发热部件2和不锈钢管3,所述多孔陶瓷基体1的内部设有气流道11,且所述气流道11贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管3的侧壁设有多个进油孔31,所述不锈钢管3套设于所述多孔陶瓷基体1的外壁,所述发热部
件2嵌设于所述多孔陶瓷基体1并绕设于气流道11的周向,发热部件2的端部设有发热丝伸出部22,所述发热丝伸出部22突伸出多孔陶瓷基体1外,所述多孔陶瓷基体1由多孔陶瓷材料烧结制得;所述不锈钢管3外壳呈现银白色,所述不锈钢套管的材质为牌号为316钢材料。
[0064]
所述发热部件2包括发热丝内嵌部21和发热丝伸出部22,所述发热丝内嵌部21的两端分别与发热丝伸出部22通过焊接方式连接;所述发热丝内嵌部21呈螺旋状内嵌设于多孔陶瓷基体1并绕设于气流道11的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体1外。
[0065]
所述多孔陶瓷材料包括如下重量份的原料:
[0066][0067]
所述陶瓷粉的目数为400目,玻璃粉的目数为1800目,造孔剂的目数为300目。
[0068]
每份所述造孔助剂包括如下重量份的原料:pmma微球13份、氧化铝微粉2份、硅微粉2份、氧化锆1.5份和硅胶溶液1.5份。
[0069]
所述造孔助剂通过如下方法制得:
[0070]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在表面,得到基材核,备用;
[0071]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为6%的氨水,至溶液呈弱碱性,得到包裹材料,备用;
[0072]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0073]
所述陶瓷粉包括氧化铝粉6份、碳化硅粉5份、黑刚玉粉3份、石英砂13份和硅藻土10份。
[0074]
每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为0.9:0.3:0.7:0.5组成的混合物。
[0075]
每份所述分散剂由油酸和byk110分散剂按照重量比为0.7:0.5组成的混合物。
[0076]
所述陶瓷雾化芯的制备方法,通过如下方法制得:
[0077]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0078]
2)将步骤1)中得到混合物a转移至球磨机中以160r/min的转速进行球磨1.5h,得到混合物b,备用;
[0079]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至75℃搅拌3.3h,得到蜡浆,备用;
[0080]
4)将发热部件2和不锈钢管3放置于模具中,并将步骤3)中得到蜡浆转移至温度为
73℃的成型机中,施以0.45map的气压将蜡浆注入到模具中成型;
[0081]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为425℃的空气炉中进行预烧125min,备用;
[0082]
6)将步骤5)中预烧后的产品放入保护氛围中在1000℃的条件下烧结1.5h,冷却后得到陶瓷雾化芯;保护氛围为n2气氛。
[0083]
实施例3
[0084]
一种陶瓷雾化芯,多孔陶瓷基体1、发热部件2和不锈钢管3,所述多孔陶瓷基体1的内部设有气流道11,且所述气流道11贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管3的侧壁设有多个进油孔31,所述不锈钢管3套设于所述多孔陶瓷基体1的外壁,所述发热部件2嵌设于所述多孔陶瓷基体1并绕设于气流道11的周向,发热部件2的端部设有发热丝伸出部22,所述发热丝伸出部22突伸出多孔陶瓷基体1外,所述多孔陶瓷基体1由多孔陶瓷材料烧结制得;所述不锈钢管3外壳呈现银白色,所述不锈钢套管的材质为牌号为430钢材料。
[0085]
所述发热部件2包括发热丝内嵌部21和发热丝伸出部22,所述发热丝内嵌部21的两端分别与发热丝伸出部22通过焊接方式连接;所述发热丝内嵌部21呈螺旋状内嵌设于多孔陶瓷基体1并绕设于气流道11的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体1外。
[0086]
所述多孔陶瓷材料包括如下重量份的原料:
[0087][0088]
所述陶瓷粉的目数为600目,玻璃粉的目数为2250目,造孔剂的目数为400目。
[0089]
每份所述造孔助剂包括如下重量份的原料:pmma微球15份、氧化铝微粉3份、硅微粉3份、氧化锆2份和硅胶溶液2份。
[0090]
所述造孔助剂通过如下方法制得:
[0091]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在表面,得到基材核,备用;
[0092]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为7%的盐酸,至溶液呈弱酸性,得到包裹材料,备用;
[0093]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0094]
所述陶瓷粉包括氧化铝粉7份、碳化硅粉10份、黑刚玉粉5份、石英砂20份和硅藻土15份。
[0095]
每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为1.0:0.4:0.8:0.6组成的混合物。
[0096]
每份所述分散剂由油酸和byk110分散剂按照重量比为0.8:0.6组成的混合物。
[0097]
所述陶瓷雾化芯的制备方法,通过如下方法制得:
[0098]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0099]
2)将步骤1)中得到混合物a转移至球磨机中以175r/min的转速进行球磨2h,得到混合物b,备用;
[0100]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至80℃搅拌3.5h,得到蜡浆,备用;
[0101]
4)将发热部件2和不锈钢管3放置于模具中,并将步骤3)中得到蜡浆转移至温度为75℃的成型机中,施以0.5map的气压将蜡浆注入到模具中成型;
[0102]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为450℃的空气炉中进行预烧150min,备用;
[0103]
6)将步骤5)中预烧后的产品放入保护氛围中在110℃的条件下烧结2h,冷却后得到陶瓷雾化芯;保护氛围为h2和n2混合气体条件进行烧结,氢气和氮气混合体积比例25:75。
[0104]
实施例4
[0105]
一种陶瓷雾化芯,多孔陶瓷基体1、发热部件2和不锈钢管3,所述多孔陶瓷基体1的内部设有气流道11,且所述气流道11贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管3的侧壁设有多个进油孔31,所述不锈钢管3套设于所述多孔陶瓷基体1的外壁,所述发热部件2嵌设于所述多孔陶瓷基体1并绕设于气流道11的周向,发热部件2的端部设有发热丝伸出部22,所述发热丝伸出部22突伸出多孔陶瓷基体1外,所述多孔陶瓷基体1由多孔陶瓷材料烧结制得;所述不锈钢管3外壳呈现银白色,所述不锈钢套管的材质为牌号为304钢材料。
[0106]
所述发热部件2包括发热丝内嵌部21和发热丝伸出部22,所述发热丝内嵌部21的两端分别与发热丝伸出部22通过焊接方式连接;所述发热丝内嵌部21呈螺旋状内嵌设于多孔陶瓷基体1内并绕设于气流道11的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体1外。
[0107]
所述多孔陶瓷材料包括如下重量份的原料:
[0108][0109]
所述陶瓷粉的目数为800目,玻璃粉的目数为2600目,造孔剂的目数为500目。
[0110]
每份所述造孔助剂包括如下重量份的原料:pmma微球18份、氧化铝微粉4份、硅微粉4份、氧化锆2.5份和硅胶溶液2.5份。
[0111]
所述造孔助剂通过如下方法制得:
[0112]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在
表面,得到基材核,备用;
[0113]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为8%的氨水,至溶液呈弱碱性,得到包裹材料,备用;
[0114]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0115]
所述陶瓷粉包括氧化铝粉9份、碳化硅粉15份、黑刚玉粉8份、石英砂33份和硅藻土18份。
[0116]
每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为1.1:0.5:0.9:0.7组成的混合物。
[0117]
每份所述分散剂由油酸和byk110分散剂按照重量比为0.9:0.7组成的混合物。
[0118]
所述陶瓷雾化芯的制备方法,通过如下方法制得:
[0119]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0120]
2)将步骤1)中得到混合物a转移至球磨机中以190r/min的转速进行球磨2.5h,得到混合物b,备用;
[0121]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至85℃搅拌3.8h,得到蜡浆,备用;
[0122]
4)将发热部件2和不锈钢管3放置于模具中,并将步骤3)中得到蜡浆转移至温度为78℃的成型机中,施以0.55map的气压将蜡浆注入到模具中成型;
[0123]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为475℃的空气炉中进行预烧175min,备用;
[0124]
6)将步骤5)中预烧后的产品放入保护氛围中在1200℃的条件下烧结1.5h,冷却后得到陶瓷雾化芯;保护氛围为h2和n2混合气体条件进行烧结,氢气和氮气混合体积比例50:50。
[0125]
实施例5
[0126]
一种陶瓷雾化芯,多孔陶瓷基体1、发热部件2和不锈钢管3,所述多孔陶瓷基体1的内部设有气流道11,且所述气流道11贯穿多孔陶瓷基体的上表面和下表面,所述不锈钢管3的侧壁设有多个进油孔31,所述不锈钢管3套设于所述多孔陶瓷基体1的外壁,所述发热部件2嵌设于所述多孔陶瓷基体1并绕设于气流道11的周向,发热部件2的端部设有发热丝伸出部22,所述发热丝伸出部22突伸出多孔陶瓷基体1外,所述多孔陶瓷基体1由多孔陶瓷材料烧结制得;所述不锈钢管3外壳呈现银白色,所述不锈钢套管的材质为牌号为316钢材料。
[0127]
所述发热部件2包括发热丝内嵌部21和发热丝伸出部22,所述发热丝内嵌部21的两端分别与发热丝伸出部22通过焊接方式连接;所述发热丝内嵌部21呈螺旋状内嵌设于多孔陶瓷基体1内并绕设于气流道11的周向,所述发热丝延伸部的一端延伸出多孔陶瓷基体1外。
[0128]
所述多孔陶瓷材料包括如下重量份的原料:
[0129][0130][0131]
所述陶瓷粉的目数为1000目,玻璃粉的目数为3000目,造孔剂的目数为600目。
[0132]
每份所述造孔助剂包括如下重量份的原料:pmma微球20份、氧化铝微粉5份、硅微粉5份、氧化锆3份和硅胶溶液3份。
[0133]
所述造孔助剂通过如下方法制得:
[0134]
s1、按照重量份,将硅胶溶液加入pmma微球中将pmma微球表面充分润湿并附着在表面,得到基材核,备用;
[0135]
s2、按照重量份,将氧化铝微粉、硅微粉和氧化锆充分混合,在搅拌过程中加入质量浓度为8%的盐酸,至溶液呈弱酸性,得到包裹材料,备用;
[0136]
s3、将步骤s2中得到的包裹材料加入步骤s1中得到的基材核中混合造粒、自然干燥得到造孔助剂。
[0137]
所述陶瓷粉包括氧化铝粉10份、碳化硅粉20份、黑刚玉粉10份、石英砂40份和硅藻土20份。
[0138]
每份所述造孔剂是由木粉、碳粉、淀粉和酚醛树脂按照重量比为1.2:0.6:1.0:0.8组成的混合物。
[0139]
每份所述分散剂由油酸和byk110分散剂按照重量比为1.0:0.8组成的混合物。
[0140]
所述陶瓷雾化芯的制备方法,通过如下方法制得:
[0141]
1)按照重量份,将陶瓷粉、玻璃粉、造孔剂和造孔助剂混合均匀得到混合物a,备用;
[0142]
2)将步骤1)中得到混合物a转移至球磨机中以200r/min的转速进行球磨3h,得到混合物b,备用;
[0143]
3)按照重量份,称取石蜡并融化,再加入分散剂混合搅拌均匀后加入步骤2)中得到的混合物b中加热至90℃搅拌4h,得到蜡浆,备用;
[0144]
4)将发热部件2和不锈钢管3放置于模具中,并将步骤3)中得到蜡浆转移至温度为80℃的成型机中,施以0.6map的气压将蜡浆注入到模具中成型;
[0145]
5)将步骤4)中成型好的产品取一定的数量放入匣钵,然后撒上一层氧化铝粉,覆盖全部产品,并将匣钵放入温度为500℃的空气炉中进行预烧200min,备用;
[0146]
6)将步骤5)中预烧后的产品放入保护氛围中在1300℃的条件下烧结3h,冷却后得到陶瓷雾化芯;保护氛围为h2和n2混合气体条件进行烧结,氢气和氮气混合体积比例75:25。
[0147]
对比例1
[0148]
本对比例与上述实施例1的区别在于:本对比例中没有添加造孔助剂,本对比例的其余内容与实施例1相同,这里不再赘述。
[0149]
对比例2
[0150]
本对比例与上述实施例3的区别在于:本对比例中在制备造孔助剂时没有添加硅胶溶液,本对比例的其余内容与实施例3相同,这里不再赘述。
[0151]
对实施例1、3、5和对比例1
‑
2制得的陶瓷雾化芯进行性能测试,测试结果如下1表所示:
[0152]
根据阿基米德排水法测试孔隙率,以10mm*4mm的制件在相同的条件下测试吸油时间;孔径按照(采用auto pore iv 9500(micromeritics instrument corporation)测试;导热率按照(gb/t 5990
‑
2006)测试。
[0153]
表1
[0154][0155][0156]
由实施例1、实施例3和实施例5的对比可知本发明制得的陶瓷雾化芯具有较高的孔隙率,热导率低等优点,其孔隙率可以高达86%,而导热率降至0.06w/(m
·
k)。
[0157]
由实施例1、3、5和对比例1
‑
2的对比可知,加入造孔助剂可使制得的陶瓷雾化芯具有孔隙率高、孔隙尺寸小、分布均匀的优点,其孔隙率可以达到86%,具有广阔的市场前景和应用价值。
[0158]
上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1