一种间隔分区加热式低温烟具加热体的制作方法
1.本发明属于低温烘焙烟具技术领域,尤其是涉及一种间隔分区加热式低温烟具加热体。
背景技术:
2.市场上的电子烟具主要包括两种类型,一种是通过雾化器加热烟油或膏状混合物形成可抽吸烟雾的电子烟,另一种是通过加热元件在200度左右对烟草材料加热(不燃烧),形成可抽吸烟雾的低温烟,对于低温烟而言,其相对于传统燃烧型卷烟,在使用过程中产生的有害物质极大地减少,同时相对于电子烟也具有更为真实的吸烟体验,对于戒烟、减少二手烟污染等具有十分显著的积极效果。
3.常见的低温烟具加热体,如图1和图2所示,通常包括层叠成一体的内层陶瓷基材1和外层陶瓷基材2,在内层陶瓷基材1上以一种方阻小、发热快的导电浆料用丝印工艺印刷发热丝而形成用于烟支加热的加热分区(通常包括第一加热区3和第二加热区4),在外层陶瓷基材2上以一种方阻大的导电浆料用丝印工艺印刷感温丝而形成用于温度感知、监测的感温分区(通常包括第一感温区5和第二感温区6)。
4.现有的低温烟具加热体,存在如下弊端:
5.1、如图1所示,第一加热区3面积占加热区总面积的比重大(通常为30%),相应所加热烟草体积占整个烟草体积的30%,在功率一定时,第一口出烟时间在35-40秒,且烟雾量偏小,等待时间过长,抽吸体验感不好。
6.2、如图1所示,第一加热区3与第二加热区4之间不存在间隙,当第一加热区停止工作、第二加热区开始工作时,由于两个加热区的热量叠加在一起,抽吸时感觉到明显的烟雾量变浓变大,嘴唇甚至有烫的感觉,但随后烟味又立即变淡变小.每支烟的一般抽吸口数要求是10-12口,这种布局方式导致加热抽吸到最后几口时烟雾量和香气衰减比较明显,抽吸体验的一致性差。
7.3、烟草由许多不同的成份组成,每一种成份变为气体挥发需要的温度值不同,因此要求发热体中有不同的温度场,例如150℃挥发的烟草成份有150℃的温度场、200℃挥发的烟草成份有200℃的温度场,虽然第一加热区与第二加热区的分区式设计有一定的高低温度场,但不明显,烟草各种成份挥发不理想,香气表现不好。
8.4、如图2所示,感温电极10布置在第一感温区5的上方,内层陶瓷基材与外层陶瓷基材叠置时,第一感温区与第一加热区重叠的面积过小,导致其感知第一加热区温度的可靠性降低,影响温度控制的及时性和准确性,进而影响抽吸体验。
技术实现要素:
9.有鉴于此,本发明的目的是提供一种间隔分区加热式低温烟具加热体,以便提高抽吸体验感。
10.本发明通过以下技术手段解决上述问题:
11.一种间隔分区加热式低温烟具加热体,包括内层陶瓷基材和外层陶瓷基材,所述内层陶瓷基材上采用丝印工艺印刷发热丝形成第一加热区和第二加热区,所述外层陶瓷基材上采用丝印工艺印刷感温丝形成第一感温区和第二感温区,所述第一加热区与第二加热区之间形成第一间隔区。
12.进一步,所述第二加热区内形成第二间隔区。
13.进一步,所述外层陶瓷基材上设置有感温电极,所述感温电极设置在第一感温区的下方。
14.进一步,所述第二加热区的加热丝从内层陶瓷基材的一侧延伸至第一加热区的一侧而形成补温区。
15.进一步,所述第一加热区面积占总加热区面积的15%-25%。
16.进一步,所述第一间隔区面积占内层陶瓷基材总面积的8-10%。
17.进一步,所述第二加热区内形成两个第二间隔区。
18.进一步,所述第二间隔区面积占内层陶瓷基材总面积的3-5%。
19.本发明的有益效果:本发明的间隔分区加热式低温烟具加热体,包括内层陶瓷基材和外层陶瓷基材,所述内层陶瓷基材上采用丝印工艺印刷发热丝形成第一加热区和第二加热区,所述外层陶瓷基材上采用丝印工艺印刷感温丝形成第一感温区和第二感温区,所述第一加热区与第二加热区之间形成第一间隔区。本技术的低温烟具加热体,通过设置第一间隔区,降低了两个加热区热量的叠加,解决了抽吸时烟雾量突变的问题,保证了抽吸时每一口烟雾和香气的均匀性,有效提高了抽吸体验感。
附图说明
20.下面结合附图和实施例对本发明作进一步描述。
21.图1是现有技术的加热区的布置示意图;
22.图2是现有技术的感温区的布置示意图;
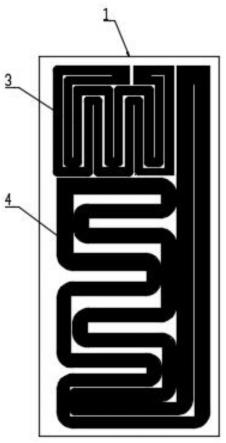
23.图3是本发明的加热区的布置示意图;
24.图4是本发明的感温区的布置示意图;
25.图5是本发明的内层陶瓷基材与外层陶瓷基材重叠之前的示意图;
26.图6是本发明的内层陶瓷基材与外层陶瓷基材重叠后的示意图;
27.图7是内层陶瓷基材与外层陶瓷基材重叠后的卷绕示意图;
28.图8是成型加热体示意图;
29.图9是加热体的应用示意图。
具体实施方式
30.以下将结合附图对本发明进行详细说明。
31.如图2-6所示,本实施例公开了一种间隔分区加热式低温烟具加热体,包括内层陶瓷基材1和外层陶瓷基材2,所述内层陶瓷基材1上采用丝印工艺印刷发热丝形成第一加热区3和第二加热区4,所述外层陶瓷基材2上采用丝印工艺印刷感温丝形成第一感温区5和第二感温区6,所述第一加热区3与第二加热区4之间形成第一间隔区7,所述第一间隔区7面积占内层陶瓷基材总面积的8-10%。通过设置第一间隔区7,降低了两个加热区热量的叠加,
解决了抽吸时烟雾量突变的问题,保证了抽吸时每一口烟雾和香气的均匀性,有效提高了抽吸体验感。
32.所述第二加热区4内形成两个第二间隔区8,所述第二间隔区8面积占内层陶瓷基材总面积的3-5%。通过设置第二间隔区,使整个发热体能形成一个温差相对比较大的高低温场,很好的改善了烟支抽吸时的香气表现和前后一致性。
33.所述外层陶瓷基材2上设置有感温电极10和加热电极,所述感温电极和加热电极分别与感温丝和发热丝电连接,所述感温电极10设置在第一感温区5的下方。采用该种结构设计,使第一感温区上移,当内层陶瓷基材与外层陶瓷基材叠置时,加大了第一感温区与第一加热区重叠的面积,其感知第一加热区温度的可靠性提高,提高了温度控制的及时性和准确性,进而进一步提高了抽吸体验。
34.所述第二加热区4的加热丝从内层陶瓷基材的一侧延伸至第一加热区3的一侧而形成补温区9。第一加热区工作完成之后关闭,第二加热区开始工作,补温区使第一发热区停止工作后烟丝保持一个较高的温度,有利于提高抽吸过程的平稳性。
35.所述第一加热区3面积占总加热区面积的15%-25%;优选地,第一加热区3面积占总加热区面积的20%,相应所加热烟草体积占整个烟草体积的20%,在功率一定时第一口的出烟时间变为25-35秒,烟雾量变大,抽吸体验感变好。
36.具体加工时,在内层陶瓷基材1上以一种方阻小、发热快的导电浆料用丝印工艺印刷发热丝而形成加热分区,在外层陶瓷基材2上以一种方阻大的导电浆料用丝印工艺印刷感温丝而形成感温分区,如图6所示,将内层陶瓷基材1和外层陶瓷基材2层叠在一起,在进行如图7所示的卷绕作业;如图8所示,卷成一个其上有凸起小半圆形状的管状体,放入等静压机中等静压,让两个层形成一体,再烧结,最后形成一个具有一定强度的陶瓷加热体。具体应用时,如图9所示,将烟支11插入加热体的腔体中进行加热即可。
37.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1