一种具有紧密段的气溶胶生成制品的制作方法
本发明专利涉及低温加热不燃烧制品生产,具体涉及一种具有紧密段的气溶胶生成制品。
背景技术:
1、加热不燃烧气溶胶生成基质的加热温度一般在250-350℃之间,相对于普通燃烧卷烟,加热不燃烧气溶胶生成制品在保留传统卷烟口味的同时可大幅度减小气溶胶生成基质中的有害物质对烟民的伤害,不发生高温燃烧裂解过程,从而减少了气溶胶生成基质中焦油和有害物质的释放量,可大幅度降低二手烟的危害。
2、目前对气溶胶生成制品进行加热的加热技术通常包括电阻加热或电磁加热,而发热体的形态又通常包括管状的用于围绕气溶胶生成制品进行加热的加热管或片/针状的用于插入气溶胶生成制品的进行加热的加热片/加热针。对于电阻加热的发热体,其通过发热体上的电阻线路通过电时产生热量而加热气溶胶生成制品,而对于电磁加热的发热体,其通过感应磁场而产生电流并发热来加热气溶胶生成制品。现有的用于加热不燃烧的气溶胶生成制品包括用户嘴部抽吸的滤嘴段和远离滤嘴段的气溶胶生成基质段,气流可从气溶胶生成基质段的端面进入气溶胶生成制品并出滤嘴段的端面流出。这样带来的问题是,无论是通过加热管还是通过加热片/加热针对气溶胶生成基质进行加热,一方面,当用户不进行抽吸时,仍有少量冷空气通过气溶胶生成基质段的端面进入气溶胶生成基质段中,气溶胶生成基质段中被雾化的一小部分气溶胶遇到冷空气被冷凝,形成液体从气溶胶生成基质段的端面流出而污染器具,另一方面,在用户抽吸时,气溶胶生成基质段的负压较低使气溶胶流向滤嘴段,但用户不抽吸时,缺少了用户的抽吸力,在负压作用下,导致小部分气溶胶从滤嘴段向气溶胶生成基质段的方向流动,并在冷凝时,形成液体从气溶胶生成基质段的端面流出而污染器具。
3、因此,避免已经被雾化的气溶胶再次冷凝,是避免污染器具的一个重要方法。
4、为了解决以上问题,提出本发明。
技术实现思路
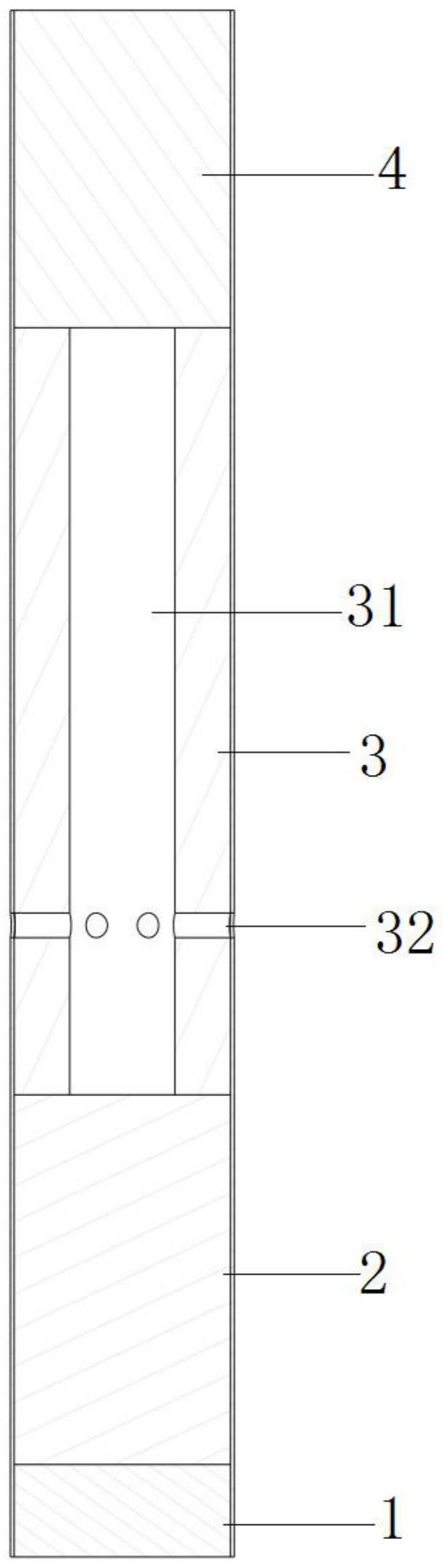
1、本发明提供一种具有紧密段的气溶胶生成制品,其包括紧密段1、气溶胶生成基质段2、气道段3和滤嘴段4;
2、所述气道段3位于所述气溶胶生成基质段2和所述滤嘴段4之间;
3、所述紧密段1位于所述气溶胶生成基质段2远离所述滤嘴段4的一端;
4、所述气道段3具有轴向贯穿所述气道段3的气流通道31;
5、所述紧密段1的轴向透气度小于所述气溶胶生成基质段2的轴向透气度。
6、优选地,所述紧密段1的轴向透气度为0,即不允许气体轴向通过。此处需要说明的是,当紧密段1选自不透气的材料时,制得的紧密段1的轴向透气度为0,即不允许气体轴向通过,从而实现防止气体经过紧密段1进入气溶胶生成基质段2的作用。当紧密段1选自透气的材料时,比如下文提到的气溶胶生成基质材料,制得的紧密段1的密度要大于气溶胶生成基质段2的密度,即所述紧密段1的轴向透气度小于所述气溶胶生成基质段2的轴向透气度,从而实现降低气体经过紧密段1进入气溶胶生成基质段2的作用。以上防止和降低两种作用均可以实现本发明的有益效果。
7、所述紧密段1、气溶胶生成基质段2、气道段3和滤嘴段4为通过包裹件卷制形成所述气溶胶生成制品中的各段,或者通过灌装入一体成型的管件中装填形成所述气溶胶生成制品中的各段。
8、优选地,所述紧密段1选自非气溶胶生成材料,选自但不限于碳纤维材料、金属膜片、陶瓷或高分子材料。所述高分子材料选自但不限于聚乙烯、聚丙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯或聚乳酸。
9、优选地,所述紧密段1选自气溶胶生成材料,所述紧密段1的堆积密度大于所述气溶胶生成基质段2的堆积密度,从而保证所述紧密段1的轴向透气度小于所述气溶胶生成基质段2的轴向透气度。也就是说,此时紧密段1的材料和气溶胶生成基质段2材料一致,均是气溶胶生成材料,但是两端的紧实度完全不一致,所述紧密段1的密度大于所述气溶胶生成基质段2的密度。所述紧密段1的轴向透气度小于所述气溶胶生成基质段2的轴向透气度。当紧密段1为气溶胶生成材料时,其可在气溶胶生成基质制造过成中可以与气溶胶生成基质段2一体形成,并且通过压紧工艺形状高密度气溶胶生成基质段作为紧密段1,制造简单。
10、优选地,所述气道段3是中空的,其具有侧壁和中空腔,所述中空腔为轴向贯穿所述气道段3的气流通道31。
11、优选地,所述气道段3的侧壁上还具有贯通所述侧壁的侧流孔32。
12、优选地,所述侧流孔32的轴向位置靠近所述气溶胶生成基质段2一端而远离所述滤嘴段4一端。更加靠近所述气溶胶生成基质段2一端的原因是,侧流孔32的轴向位置越靠近所述气溶胶生成基质段2,越容易从气溶胶生成基质段2提取出气溶胶。
13、优选地,所述侧流孔32的数量可以为但不限于6-8个。
14、优选地,所述气道段3包括靠近所述气溶胶生成基质段2的第一气道段33和靠近所述滤嘴段4的第二气道段34。所述第一气道段33和第二气道段34可以是一体的,也可以是可分离的两段。
15、优选地,所述第一气道段33的气流通道31的横截面积小于等于或者大于所述第二气道段34的气流通道31的横截面积。当所述气道段3是中空的时,其具有侧壁和中空腔,所述中空腔为轴向贯穿所述气道段3的气流通道31。第一气道段33的中空腔体内径小于等于或者大于所述第二气道段34的中空腔体内径,此时两者连接处可以是锥形斜面,也可以是垂直断面,既可以是平角,也可以是具有倒圆角结构。当第一气道段33的中空腔体内径大于第二气道段34的中空腔体内径时,第一气道段33引入的空气量更多,对气溶胶的提取作用更好,气溶胶量更大。而当第一气道段33的中空腔体内径小于第二气道段34的中空腔体内径时,第二气道段34可以汇聚更多的气溶胶,对气溶胶的冷凝效果更好,气溶胶降温效果更好,更加适合抽吸。
16、优选地,所述气道段3为圆柱体状,选自但是不限于醋酸纤维材料、高分子材料制成。
17、气溶胶生成基质段2内含有气溶胶生成材料,所述气溶胶生成材料为颗粒或丝状形式的气溶胶生成材料。此处,只是举例说明气溶胶生成材料的形式,但实际并不限定于以上几种形式,只要是能产生气溶胶的气溶胶生成媒介均适用。
18、本发明中气溶胶生成制品总长度可以为30-80mm,其中紧密段的范围为2-10mm,优先为5mm,气溶胶生成基质段2的长度为8-25mm,优选为12mm,气道段3长度为10-20mm,优选为15mm,滤嘴段4长度为8-15mm,优选为10mm。
19、相对于现有技术,本发明具有以下有益效果:
20、1、本发明通过在气溶胶生成基质段2远离所述滤嘴段4的一端设置紧密段1,而所述紧密段1的轴向透气度小于所述气溶胶生成基质段2的轴向透气度,可以降低和防止空气经所述紧密段1进入所述气溶胶生成基质段2,从而可以防止冷空气通过气溶胶生成基质段的端面进入气溶胶生成基质段中,气溶胶生成基质段中被雾化的一小部分气溶胶遇到冷空气被冷凝,形成液体从气溶胶生成基质段的端面流出。
21、2、现有技术中,抽吸过程中气溶胶生成基质段的端部有气体通过,气溶胶生成基质段在抽吸过程中处于负压的状态,所以停止抽吸的瞬间,会发生未被抽吸走的气溶胶从滤嘴段逆流向气溶胶生成基质段的问题。
22、但是当气溶胶生成基质段前面加上紧密段后,在用户抽吸过程中,由于外界气体几乎不能通过紧密段补充进入气溶胶基质段,因此气溶胶基质段的负压不会上升,可以防止停止抽吸时,气溶胶倒流至气溶胶基质段并从气溶胶生成基质段的端面流出,进一步解决气溶胶冷凝液从气溶胶生成基质段的端面流出而污染器具的问题。
23、3、在优选地实施方案中,所述紧密段1选自非气溶胶生成材料,选自但不限于碳纤维材料、金属膜片、陶瓷或高分子材料,或者所述紧密段1选自气溶胶生成材料,所述紧密段1的密度大于所述气溶胶生成基质段2的密度,材料选择范围广,另外,当紧密段1为气溶胶生成材料时,其可在气溶胶生成基质制造过成中可以与气溶胶生成基质段2一体形成,并且通过压紧工艺形状高密度气溶胶生成基质段作为紧密段1,制造简单。
24、4、在优选地实施方案中,所述气道段3的侧壁上还具有贯通所述侧壁的侧流孔32,该侧流孔的设置便于用于抽吸气溶胶,以减小抽吸时的吸阻。
25、5、在优选地实施方案中,所述侧流孔32的轴向位置靠近所述气溶胶生成基质段2一端而远离所述滤嘴段4一端,该侧流孔引入的空气对于气溶胶生成基质段2产生的气溶胶具有提取作用。
26、6、在优选地实施方案中,所述气道段3包括靠近所述气溶胶生成基质段2的第一气道段33和靠近所述滤嘴段4的第二气道段34。所述第一气道段33的气流通道31的横截面积小于等于或者大于述第二气道段34的气流通道31的横截面积;当所述气道段3是中空的时,其具有侧壁和中空腔,所述中空腔为轴向贯穿所述气道段3的气流通道31。第一气道段33的中空腔体内径小于等于或者大于所述第二气道段34的中空腔体内径。
27、当第一气道段33的中空腔体内径大于第二气道段34的中空腔体内径时,第一气道段33引入的空气量更多,对气溶胶的提取作用更好,气溶胶量更大。
28、而当第一气道段33的中空腔体内径小于第二气道段34的中空腔体内径时,第二气道段34可以汇聚更多的气溶胶,对气溶胶的冷凝效果更好,气溶胶降温效果更好,更加适合抽吸。
- 还没有人留言评论。精彩留言会获得点赞!