一种烟草薄片均匀喷涂装置的制作方法
1.本实用新型涉及烟草薄片生产设备技术领域,具体涉及一种烟草薄片均匀喷涂装置。
背景技术:
2.烟草薄片又称再造烟叶,其生产方法主要有造纸法、辊压法和稠浆法等,因辊压法和稠浆法其工艺及产品质量方面等问题的原因,目前较多使用造纸法生产再造烟叶。现有造纸法是把烟草原料通过解纤、浸泡、压榨并分离为烟草固体纤维和水溶性分离液;分离出来的烟草固体纤维与木浆纤维混合,通过抄片以及干燥设备初步形成纸状纤维网;分离出来的烟草可溶性分离液,通过反应浓缩以及萃取设备提取形成烟草可溶性浓缩液,与添加剂混合形成涂布液,当纸状纤维网穿过涂布机时,涂布液浸涂或辊涂于纸状纤维网,并渗透在纤维网内部形成带状烟草薄片,之后进行干燥。由于烟草原料需分离为烟草固体纤维和水溶性分离液,生产线需配置解纤、浸泡、压榨、浓缩以及萃取等分离和提取设备,加工工艺复杂,设备投资大;同时其所用的烟草原料需要通过在水中浸泡提取,在加工过程中烟味和烟香损失明显,导致烟味偏淡。
3.针对造纸法再造烟叶存在的问题,探索能改善烟草薄片品质、改进制造工艺的烟草薄片制造新技术,从1993年到2021年不少烟草薄片生产厂家及公司研究和申请了大量烟草薄片喷涂加工的专利,如:将提取浓缩的浆料喷涂到薄片基片上、将粉碎的烟草粉末添加到提取浓缩的浆料中喷涂到薄片基片上、或将胶粘剂喷涂到薄片基片上然后将粉碎的烟草粉末以干粉型式喷涂到带胶的薄片基片上、或夹芯式将烟粉喷涂到湿基薄片上再覆盖湿基薄片等方式,但终因喷涂均匀性、喷涂的干粉掉粉、喷涂涂布率低(喷涂雾化添加到薄片基片上的成品量低,浆料雾化颗粒漂逸到空气中浪费损失)等问题,没有形成薄片喷涂加工的工业化应用。
4.造成现有薄片喷涂技术没有形成工业化应用的原因:
5.一是由于薄片基片按约10m/min~150m/min左右带速连续运行,喷嘴固定喷涂,而喷嘴喷出的雾形为椭圆形,在薄片基片上沉积覆盖形成带状的喷涂区域,带状区域沉积的浆料涂膜厚度为两侧薄中部厚,薄片涂膜厚度不均匀。若将多个喷嘴椭圆喷雾部分重叠排布,则形成波浪起伏的膜厚,重叠部分膜厚加大,也存在喷嘴涂膜厚度不均匀。
6.二是喷嘴雾化时浆料泵输出的浆料压力低,为1~5bar左右,浆料雾化完全靠压缩空气雾化,而压缩空气雾化压力较高,为2~5bar左右,造成大量浆料雾化颗粒随压缩空气飘逸到空气中浪费损失,造成涂布率较低,只有35~50%的涂布率,造成50%左右或更多的浆料浪费损失。
技术实现要素:
7.为解决现有技术中的不足,发明人提供了一种中高压无气喷涂和较低压力空气辅助喷涂相结合的喷涂装置,能够有效提高薄片厚度均匀度和浆料涂布利用率,有助于提高
烟草薄片的品质。
8.具体地,本实用新型是这样实现的:
9.一种烟草薄片均匀喷涂装置,包括:基片输送带,浆料罐,与所述浆料罐通过浆料液管道连接的喷涂机构,与所述喷涂机构连接的压缩空气管道,所述喷涂机构包括:设置在所述基片输送带上方的喷嘴和喷嘴往复机构,所述喷嘴分别和压缩空气管道、浆料液管道连接,所述浆料液管道上设置有浆料泵,所述浆料泵所施加的压力为10~200bar,所述压缩空气管道内的压缩空气压强为0.6~2bar。
10.进一步地,所述喷嘴往复机构包括:架设在所述基片输送带上方的滑轨和设置在所述滑轨上的滑块,所述滑块由电机或气缸驱动,所述喷嘴固定设置在所述滑块上。
11.进一步地,所述滑块上设置有安装片,所述喷嘴固定在所述安装片上。
12.进一步地,所述喷嘴设置有多个,且均匀分布在所述滑块上。
13.本实用新型的工作原理及有益效果介绍:
14.本实用新型提供的烟草薄片均匀喷涂装置,采用中高压(10~200bar)无气喷涂和较低压力(0.6~2bar)空气辅助喷涂相结合的雾化喷涂方式,形成了非常稳定的喷涂扇幅,并且通过设置喷嘴往复机构,使喷嘴往复移动,覆盖基片幅宽进行喷涂,使薄片基片上喷嘴喷涂的厚度一致,提高烟草薄片喷涂生产加工质量,同时还避免大量浆料雾化颗粒随压缩空气飘逸到空气中浪费损失,提高浆料涂布利用率。
附图说明
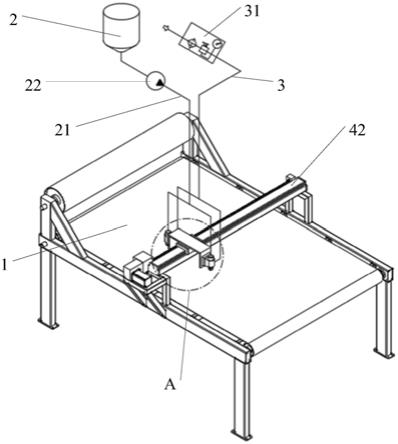
15.图1为实施例1中的烟草薄片均匀喷涂装置的结构示意图;
16.图2为实施例1中的图1中a处的局部放大图;
17.图3为实施例1中的烟草薄片均匀喷涂装置的使用状态图。
18.附图标记:
19.1-基片输送带;11-基片;2-浆料罐;21-浆料液管道;22-浆料泵;3-压缩空气管道;31-空气调压阀;41-喷嘴;42-滑轨;43-滑块;44-安装片。
具体实施方式
20.下面通过具体实施方式结合附图对本发明作进一步详细说明。其中不同实施方式中类似元件采用了相关联的类似的元件标号。在以下的实施方式中,很多细节描述是为了使得本技术能被更好的理解。然而,本领域技术人员可以毫不费力的认识到,其中部分特征在不同情况下是可以省略的,或者可以由其他元件、材料、方法所替代。在某些情况下,本技术相关的一些操作并没有在说明书中显示或者描述,这是为了避免本技术的核心部分被过多的描述所淹没,而对于本领域技术人员而言,详细描述这些相关操作并不是必要的,他们根据说明书中的描述以及本领域的一般技术知识即可完整了解相关操作。
21.另外,说明书中所描述的特点、操作或者特征可以以任意适当的方式结合形成各种实施方式。同时,方法描述中的各步骤或者动作也可以按照本领域技术人员所能显而易见的方式进行顺序调换或调整。因此,说明书和附图中的各种顺序只是为了清楚描述某一个实施例,并不意味着是必须的顺序,除非另有说明其中某个顺序是必须遵循的。
22.实施例1
23.如图1-3所示,本实用新型提供了一种烟草薄片均匀喷涂装置,该装置包括:基片输送带1,浆料罐2,与浆料罐2通过浆料液管道21连接的喷涂机构,与喷涂机构连接的压缩空气管道3,基片输送带1的带速为10m/min~150m/min,浆料液管道21上设置有浆料泵22,浆料泵22所施加的压力为10~200bar,压缩空气管道3上设有空气调压阀31,空气调压阀31将压缩空气管道3内的压缩空气压强调节为0.6~2bar。具体地,本实用新型提供的烟草薄片均匀喷涂装置的浆料液雾化不再依靠较高压力的压缩空气雾化,而是依靠浆料泵22以10~200bar的中高压从浆料罐2抽吸输送至喷涂机构,同时在辅以0.6~2bar低压压缩空气对浆料液进行雾化,能够形成非常稳定的扇幅,提高喷涂的稳定性,大量降低浆料雾化颗粒随压缩空气飘逸到空气中浪费损失,浆料喷涂涂布率可达80%以上。具体地,喷涂机构包括:设置在基片输送带1上方的喷嘴41和喷嘴往复机构,喷嘴往复机构由架设在基片输送带1上方的滑轨42、设置在滑轨42上的滑块43和固定在滑块43上的安装片44构成。滑块43由电机或气缸驱动,在此不做具体限定。喷嘴41分别和压缩空气管道3、浆料液管道21连接,喷嘴41设置有多个,且均匀分布在安装片44上,具体个数可根据生产需求来进行调整。在本实施例中,喷嘴41设置有两个,且对称分布在安装片44上,能够满足正常生产需求。多喷嘴41的设计,一方面扩大了喷涂的面积,另一方面,喷嘴41能够在滑块43的带动下在滑轨42上沿基片11幅宽方向上做往复运动,使喷嘴41能够覆盖基片11幅宽进行喷涂,同时,还可使喷涂厚度一致,避免了现有薄片喷涂设备喷涂厚度不均的问题,提高了烟草薄片的质量。应当理解的是,喷嘴41做往复运动的速度应当随基片输送带1的带速相匹配,才能使喷嘴41喷出的薄片形状符合生产要求,在此不做赘述。
24.以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1