一种具有鼓轮校正工装的卷烟滤嘴接装机的制作方法
1.本技术涉及烟草加工设备技术领域,尤其涉及一种具有鼓轮校正工装的卷烟滤嘴接装机。
背景技术:
2.目前,滤嘴接装机一般由多个鼓轮组成,这些滤嘴接装机鼓轮在工作过程中高速运转,烟支在负压风的吸附下停在预定位置,并随鼓轮的转动传送给下道鼓轮。每台滤嘴接装机有近二十组鼓轮,需经常校正轮槽位置。在校正轮槽位置的过程中,工人一般采取肉眼直观法进行校正,由于直视角度和个人习惯等原因,轮槽位置经常出现偏差情况,从而造成高速运行的烟支产生错乱、烟支皱纹现象。轻则影响设备效率、浪费原材料,重则造成设备事故。
3.在日常设备维保中,鼓轮吸风槽的位置校正靠肉眼直视来完成的,其弊端表现为:1、校正存在误差,测量点的不固定影响到数据的准确性。2、校正工序返工较多,存在对一组位置多次校正的弊端。3、校正费时费力,多次盘动设备和松紧螺钉校正位置影响维保效率。
技术实现要素:
4.本技术的一个目的是提供一种具有鼓轮校正工装的卷烟滤嘴接装机的新技术方案,以解决上述问题,通过简易工装,对鼓轮轮槽位置进行校正,校正速度快且准确。
5.根据本技术的第一方面,提供了一种具有鼓轮校正工装的卷烟滤嘴接装机,包括至少一对鼓轮和校正棒;一对所述鼓轮的外边缘相互靠近,且所述鼓轮的外边缘沿周向均匀开设有多个半圆形凹槽,所述鼓轮在旋转的过程中,其中一个所述鼓轮的所述半圆形凹槽与另一个所述鼓轮的所述半圆形凹槽汇聚形成容纳烟支的圆孔;所述校正棒包括棒体,所述棒体至少包括一段与所述圆孔直径相同的校验部,所述校验部卡接于所述圆孔中,以校验一对所述鼓轮的位置。
6.在一个实施例中,所述棒体为圆柱形棒体。
7.在一个实施例中,所述棒体为圆锥形棒体,所述校验部位于所述棒体的一端。
8.在一个实施例中,所述校验部位于所述棒体的中部。
9.在一个实施例中,所述棒体还包括手柄,所述手柄固定在所述棒体直径较大的一端。
10.在一个实施例中,所述具有鼓轮校正工装的卷烟滤嘴接装机还包括失手绳,所述手柄上开设有通孔,所述失手绳穿过所述通孔。
11.在一个实施例中,所述失手绳由尼龙制成。
12.在一个实施例中,所述棒体的长度为100毫米,且所述棒体直径较小的一端直径为7.6毫米,直径较大的一端直径为9.2毫米。
13.在一个实施例中,所述棒体的材质为铜。
14.本技术提供了一种具有鼓轮校正工装的卷烟滤嘴接装机,包括至少一对鼓轮和校
正棒;一对所述鼓轮的外边缘相互靠近,且所述鼓轮的外边缘沿周向均匀开设有多个半圆形凹槽,所述鼓轮在旋转的过程中,其中一个所述鼓轮的所述半圆形凹槽与另一个所述鼓轮的所述半圆形凹槽汇聚形成容纳烟支的圆孔;所述校正棒包括棒体,所述棒体至少包括一段与所述圆孔直径相同的校验部,所述校验部卡接于所述圆孔中,以校验一对所述鼓轮的位置。本技术中,工作人员将棒体插入圆孔中,即可方便快捷的对鼓轮位置进行校正,避免工人肉眼直视,凭感觉或经验校正出现的误差,从而使得校正准确方便。
15.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
16.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
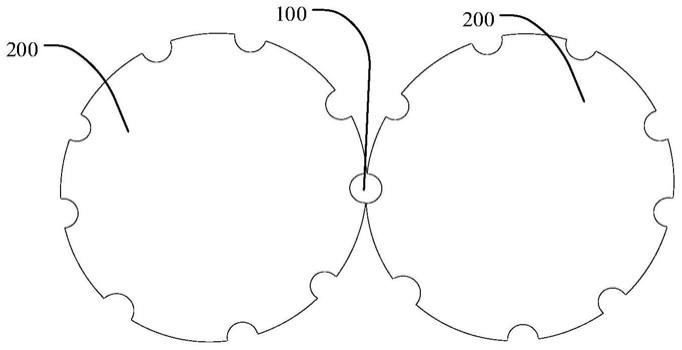
17.图1为本技术实施例提供的具有鼓轮校正工装的卷烟滤嘴接装机整体结构示意图。
18.图2为本技术实施例提供的具有鼓轮校正工装的卷烟滤嘴接装机的校正棒的结构示意图。
19.图中标示如下:100-校正棒;110-棒体;120-手柄;121-通孔;200-鼓轮。
具体实施方式
20.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
21.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
22.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
23.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
24.如图1所示,本技术实施例提供的具有鼓轮校正工装的卷烟滤嘴接装机,包括至少一对鼓轮200和校正棒100;一对所述鼓轮200的外边缘相互靠近,且所述鼓轮200的外边缘沿周向均匀开设有多个半圆形凹槽,所述鼓轮200在旋转的过程中,其中一个所述鼓轮200的所述半圆形凹槽与另一个所述鼓轮200的所述半圆形凹槽汇聚形成容纳烟支的圆孔;所述校正棒100包括棒体110,所述棒体110至少包括一段与所述圆孔直径相同的校验部,所述校验部卡接于所述圆孔中,以校验一对所述鼓轮200的位置。本实施例中,工人在校正前,先松开鼓轮200的螺栓,工人将校验部插入相应的两鼓轮200的圆孔之间,直至两鼓轮200转动无间隙,即可完成自动校正。本实施例可方便快捷的对鼓轮200位置进行校正,避免工人肉眼直视,凭感觉或经验校正出现的误差,从而使得校正准确方便。且通过本实施例提供的具有鼓轮校正工装的卷烟滤嘴接装机校正鼓轮200,还能保证校正数据的准确性,降低校验次数,提高校正效率。
25.在一个实施例中,所述棒体110为圆柱形棒体。本领域技术人员可以理解的是,当为圆柱形棒体时,棒体110的直径应与烟支滤嘴直径相同。而圆柱体便于加工。
26.在一个实施例中,所述棒体110为圆锥形棒体,所述校验部位于所述棒体110的一端。本领域技术人员可以理解的是,圆锥形棒体的另一端的直径较小,且直径较小的一端的直径应小于烟支滤嘴的直径,而校验部的直径应与烟支滤嘴的直径相同,如此一来,工人在操作的过程中,将棒体 110直径较小的一端插入圆孔中,并延伸至校验部,由于插入端的直径较小,因此便于工人将棒体110插入圆孔,从而可以提高效率。
27.在一个实施例中,所述校验部位于所述棒体110的中部。本领域技术人员可以理解的是,当校验部位于一端时,校验过程中就需要将棒体110 完全伸入圆孔中,如此,校正棒100容易从工人手中掉落,可能导致磕坏卷烟滤嘴接装机,带来危害。而本实施例中,将校验部设置在棒体110的中部,就能给与工人足够手握的部位,从而可降低校正棒100从工人手中掉落的风险,以保证生产的安全。当然,本领域技术人员还可以理解的是,校验部设置在棒体110的中部,并不是限定为正中间,而是可以偏向直径较大的一侧或直径较小的一侧,具体设置,本领域技术人员可根据实际确定,此处不作具体限定。
28.在一个实施例中,所述棒体110还包括手柄120,所述手柄120固定在所述棒体110直径较大的一端。设置手柄120,便于工人拿取。
29.在一个实施例中,所述具有鼓轮校正工装的卷烟滤嘴接装机还包括失手绳,所述手柄120上开设有通孔121,所述失手绳穿过所述通孔121。本实施例中,工人在进行鼓轮200校验的过程中,可以将失手绳戴在手中,如此一来,即使工人由于操作空间狭小或过程中粗心校正棒100从手中脱落,校正棒100也不会落入卷烟滤嘴接装机中,如此能保证校验过程中的安全。
30.在一个实施例中,所述失手绳由尼龙制成。尼龙作为一种常见的材料,价格便宜,容易获得。
31.在一个实施例中,所述棒体110的长度为100毫米,且所述棒体110 直径较小的一端直径为7.6毫米,直径较大的一端直径为9.2毫米。一般烟支滤嘴的直径为8.8毫米,因此圆孔的直径也应为8.8毫米,本实施例中,棒体110的直径及长度如此设置,是为了便于拿取及校验。当然,本领域技术人员也可以根据不同烟支滤嘴直径的需要,设置相应的棒体110尺寸。
32.在一个实施例中,所述棒体110的材质为铜。本领域技术人员可以知晓的是,铜的硬度相对于鼓轮200的材质钢材较低,因此采用铜作为棒体 110的材质,在校正过程中,可以避免棒体110损伤鼓轮200,而棒体110 易于加工更换且价格便宜,如此一来,就可以增加鼓轮200的使用寿命,还能节省成本。
33.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1