一种卷曲式气溶胶生成段及包含其的气溶胶发生制品的制作方法
1.本实用新型涉及低温加热不燃烧制品生产技术领域,具体涉及一种卷曲式气溶胶生成段及包含其的气溶胶发生制品。
背景技术:
2.低温加热不燃烧制品由于低温加热不燃烧使其烟气有害物大大降低,且较少的二手烟等优点使得其得到了众多烟草企业的推崇。目前,加热器具根据加热方式可分为电阻丝加热、电磁感应加热和磁粒均热等。烟弹根据发烟段的材料性质可分为颗粒型烟弹和薄片型烟弹。市面上现有的颗粒型和薄片型的烟弹主要适用于电阻丝加热型烟具,而适用于电磁感应加热和磁粒均热的烟弹较少。
3.目前常用的气溶胶产生部件多为聚拢的再造烟叶薄片,其为了满足再造烟叶片材的形式,其水分含量通常为12%,这使得其可以添加的发烟剂量通常为40%左右,相对较少。
4.除此之外,适用于电磁式加热卷烟烟具的气溶胶发生制品是目前研究的主要方向,而现有的气溶胶发生制品中添加感受器金属材料通常有两个方法:第一种是,向气溶胶生成段中添加金属粉末,以将其作为感受器,接收电磁式加热卷烟烟具感受器产生的涡流进行发热。而该方案存在的问题是,现有技术通常是在再造烟叶制浆过程的浆料中添加金属粉末,而金属粉末在重量作用下容易沉积在浆料底部,使得制备得到的再造烟叶片材中金属粉末分布不均匀,从而导致加热不均匀。另外,此种方法再造烟叶片材中允许加入的金属粉末的含量也较少。第二种是,直接向气溶胶生成段中心添加一个金属棒(类似于中心加热型加热针),其存在的问题是,由于气溶胶生成段中心仅存在一个金属棒,加热时气溶胶生成段各部分受热不均匀,气溶胶生成段中心受热过度,而外围受热不足的问题。
5.为了解决上述问题提出本实用新型。
技术实现要素:
6.本实用新型提供一种卷曲式气溶胶生成段,其为气溶胶生成片材向轴向中心卷曲而成,卷曲式气溶胶生成段内具有轴向气流通道4;
7.所述气溶胶生成片材包括气溶胶生成基材层1。
8.优选地,所述气流通道4贯穿所述卷曲式气溶胶生成段;所述气溶胶生成片材一端朝向另一端卷曲,卷曲后两端相接或者不相接。相接的情况是指,片状的所述气溶胶生成片材形成中空的管状;不相接的情况是指,片状的所述气溶胶生成片材形成果丹皮的形状。
9.优选地,卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层接触的沿轴向延伸的气溶胶生成片材,且最内层气溶胶生成片材形成中心空腔为轴向贯穿所述卷曲式气溶胶生成段的气流通道4;如果是管状,每层气溶胶生成片材相接触,就是多层相接触的管;如果是果丹皮的形状,每层气溶胶生成片材相接触,就是卷制果丹皮的时候紧密卷制,使每层气溶胶生成片材相接触;
10.或者,
11.卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层不接触的沿轴向延伸的气溶胶生成片材,且相邻两层气溶胶生成片材之间的间隙为轴向贯穿所述卷曲式气溶胶生成段的气流通道4;如果是管状,每层气溶胶生成片材不接触,就是多层不接触的管;如果是果丹皮的形状,每层气溶胶生成片材不接触,就是卷制果丹皮的时候松散卷制,使每层气溶胶生成片材不接触;
12.每层气溶胶生成片材不接触的果丹皮的形状,需要注意,此处表示的是卷制后径向上多层气溶胶生成片材之间不接触,但是当气溶胶生成片材还包括其他功能层时,比如金属材料层2,防渗层3,可以现将气溶胶生成基材层1和金属材料层2和防渗层3接触式依次排列,形成一个整体的气溶胶生成片材,然后再类似果丹皮一样,从一端向内卷曲,但是卷后的每层气溶胶生成片材不接触。
13.优选地,所述气溶胶生成基材层1内包含发烟材料和金属粉末。
14.优选地,金属粉末的粒径为40目及以下。
15.优选地,所述气溶胶生成基材层1内还含有发烟剂,其中所述气溶胶生成基材层1的水分含量不超5%,发烟剂的含量为10%~60%。
16.优选地,所述气溶胶生成片材还包括一层或多层功能层,所述功能层为金属材料层2或者防渗层3。
17.优选地,当所述气溶胶生成片材包括一层功能层,所述功能层与所述气溶胶生成基材层1重叠贴合后形成所述气溶胶生成片材,向轴向中心卷曲制备卷曲式气溶胶生成段。
18.优选地,当所述气溶胶生成片材包括多层功能层,多层所述功能层依次排列位于所述气溶胶生成基材层1一侧,或者多层所述功能层分别位于所述气溶胶生成基材层1两侧。
19.优选地,所述功能层为防渗层3时,所述防渗层3位于所述气溶胶生成基材层1外侧,卷制后卷曲式气溶胶生成段外表面为所述防渗层3。
20.优选地,所述气溶胶生成片材的厚度为0.01-5mm。
21.优选地,所述金属材料层2的厚度为0.01~5mm;所述防渗层3的厚度为0.01-4mm。
22.优选地,金属材料层2为铁、镍、铝、不锈钢、铁镍合金层中的一种或几种,防渗层3为二甲基硅油、pla薄膜中的一种。
23.本实用新型第二方面提供一种气溶胶发生制品,其包括,本实用新型第一方面所述的卷曲式气溶胶生成段。
24.所述卷曲式气溶胶生成段直接装入形成气溶胶发生制品的中空管体中,无需再包裹卷烟纸。
25.相对于现有技术,本实用新型具有以下有益效果:
26.1、本实用新型卷曲式气溶胶生成段由气溶胶生成片材向轴向中心卷曲而成,由于气溶胶生成片材的水分含量不超过5%,不用达到现有再造烟叶片材的标准,所以其相对于现有再造烟叶片材可以包含更多的发烟剂或者致香成分。可以满足更高的烟雾量的需求。
27.2、在优选地实施方案中,卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层不接触的沿轴向延伸的气溶胶生成片材,且相邻两层气溶胶生成片材之间的间隙为轴向贯穿所述卷曲式气溶胶生成段的气流通道4,均匀分布的气流通道4更利于气溶胶的均匀释
放和混合。
28.3、在优选地实施方案中,气溶胶生成片材仅包括一层气溶胶生成基材层1,且气溶胶生成基材层1内包含金属粉末,由于气溶胶生成片材的水分含量不超过5%,其相对于现有再造烟叶片材可以包含更多的金属粉末。
29.4、在优选地实施方案中,气溶胶生成片材除了气溶胶生成基材层1外,还包括一层或多层功能层,所述功能层为金属材料层2或者防渗层3,一层或者多层功能层与所述气溶胶生成基材层1重叠贴合后形成所述气溶胶生成片材,再卷制形成卷曲式气溶胶生成段。
30.针对功能层为金属材料层2,这种卷曲式气溶胶生成段适用于电磁式加热卷烟,相对于现有技术向气溶胶生成段中添加金属粉末,这种方法更加简单,其可以添加更多的金属材料,更主要的是,金属材料分布更加均匀,直接是与气溶胶生成基材贴合的一层金属材料。相对于现有技术向气溶胶生成段中心添加一个金属棒类似于中心加热型加热针,本实用新型这种方法的主要优势就在于金属材料分布更加均匀,直接是与气溶胶生成基材贴合的一层金属材料,加热时,所有的气溶胶生成基材都能够均匀受热,避免了向气溶胶生成段中心添加一个金属棒导致的,受热不均匀,气溶胶生成段中心受热过度,而外围受热不足的问题。
31.针对功能层为防渗层3,直接将防渗层3和气溶胶生成基材贴合,可以防止气溶胶生成基材中发烟剂、香精香料等物质渗透到外层纸管上,同时直接将防渗层3和气溶胶生成基材贴合后形成所述气溶胶生成片材,向轴向中心卷曲制备卷曲式气溶胶生成段,可以更简单的使气溶胶生成段自身短具有防渗功能,无需再另外在纸管或者卷烟纸上设置防渗层3。
32.5、本实用新型所制备出的磁性气溶胶发生段既适用于电阻丝加热型烟具,也适用于电磁感应加热和磁粒加热型烟具,且其与电磁感应加热烟具适配性较高,磁导热性能较好。
附图说明
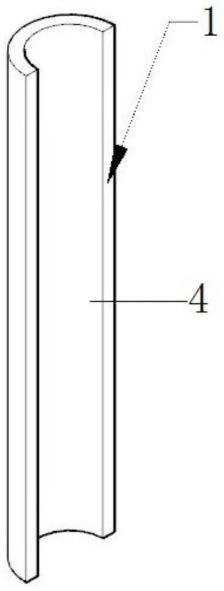
33.图1实施例1的卷曲式气溶胶生成段结构示意图;
34.图2实施例1的卷曲式气溶胶生成段剖面示意图;
35.图3实施例2的卷曲式气溶胶生成段结构示意图;
36.图4实施例2的卷曲式气溶胶生成段剖面示意图;
37.图5实施例3的卷曲式气溶胶生成段结构示意图;
38.图6实施例3的卷曲式气溶胶生成段剖面示意图;
39.图7实施例4的卷曲式气溶胶生成段结构示意图;
40.图8实施例4的卷曲式气溶胶生成段剖面示意图;
41.附图标记在附图中的名称为:1-气溶胶生成基材层、2-金属材料层、3-防渗层、4-气流通道。
具体实施方式
42.下面结合实施例对本实用新型作进一步的详细描述。
43.本领域技术人员将会理解,下列实施例仅用于说明本实用新型,而不应视为限定
本实用新型的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
44.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本实用新型的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”到另一元件时,它可以直接连接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”可以包括无线连接。
45.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“内”、“上”、“下”等指示的方位或状态关系为基于附图所示的方位或状态关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
46.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“设有”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,根据具体情况理解上述术语在本实用新型中的具体含义。
47.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语包括技术术语和科学术语具有与本实用新型所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
48.实施例1
49.本实施例提供一种卷曲式气溶胶生成段,其为气溶胶生成片材向轴向中心卷曲而成,卷曲式气溶胶生成段内具有轴向气流通道4;
50.所述气溶胶生成片材仅包括一层气溶胶生成基材层1,气溶胶生成基材层1向轴向中心卷曲形成一层管壁的管状卷曲式气溶胶生成段。
51.所述气流通道4贯穿所述卷曲式气溶胶生成段,所述气溶胶生成片材一端朝向另一端卷曲,卷曲后两端相接。
52.所述气溶胶生成基材层1内包含发烟材料和金属粉末,所述金属粉末的粒径为40目及以下。
53.所述气溶胶生成基材层1内还含有发烟剂,其中所述气溶胶生成基材层1的水分含量不超过5%,发烟剂的含量为10%。
54.所述气溶胶生成基材层1的厚度为0.1mm。
55.实施例2
56.本实施例为一种卷曲式气溶胶生成段,其为气溶胶生成片材向轴向中心卷曲而成,卷曲式气溶胶生成段内具有轴向气流通道4;
57.所述气溶胶生成片材包括气溶胶生成基材层1。
58.所述气流通道4贯穿所述卷曲式气溶胶生成段,所述气溶胶生成片材一端朝向另
一端卷曲,卷曲后两端相接。
59.卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层接触的沿轴向延伸的气溶胶生成片材,且最内层气溶胶生成片材形成中心空腔为轴向贯穿所述卷曲式气溶胶生成段的气流通道4。
60.所述气溶胶生成基材层1内包含发烟材料和金属粉末,所述金属粉末的粒径为40目及以下。
61.所述气溶胶生成基材层1内还含有发烟剂,其中所述气溶胶生成基材层1的水分含量不超过5%,发烟剂的含量为10%。
62.所述气溶胶生成基材层1的厚度为0.1mm。
63.所述气溶胶生成片材还包括一层金属材料层2;所述金属材料层2的厚度为0.01mm;金属材料层2为铁镍合金层。
64.所述气溶胶生成基材层1位于内侧,所述金属材料层2位于所述气溶胶生成基材层1外侧,卷制后卷曲式气溶胶生成段外表面为所述金属材料层2。
65.实施例3
66.本实施例为一种卷曲式气溶胶生成段,其为气溶胶生成片材向轴向中心卷曲而成,卷曲式气溶胶生成段内具有轴向气流通道4;
67.所述气溶胶生成片材包括气溶胶生成基材层1。
68.所述气流通道4贯穿所述卷曲式气溶胶生成段,所述气溶胶生成片材一端朝向另一端卷曲,卷曲后两端相接。
69.卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层接触的沿轴向延伸的气溶胶生成片材,且最内层气溶胶生成片材形成中心空腔为轴向贯穿所述卷曲式气溶胶生成段的气流通道4。
70.所述气溶胶生成基材层1内包含发烟材料和金属粉末,所述金属粉末的粒径为40目及以下。
71.所述气溶胶生成基材层1内还含有发烟剂,其中所述气溶胶生成基材层1的水分含量不超过5%,发烟剂的含量为10%。
72.所述气溶胶生成基材层1的厚度为0.1mm。
73.所述气溶胶生成片材还包括一层金属材料层2和一层防渗层3;所述金属材料层2的厚度为0.01mm;所述防渗层3的厚度为0.01mm;金属材料层2为铁镍合金层,防渗层3为二甲基硅油。
74.所述气溶胶生成基材层1位于最内侧,所述防渗层3位于所述所述气溶胶生成基材层1外侧,卷制后卷曲式气溶胶生成段外表面为所述防渗层3。
75.实施例4
76.本实施例提供一种卷曲式气溶胶生成段,其为气溶胶生成片材向轴向中心卷曲而成,卷曲式气溶胶生成段内具有轴向气流通道4;
77.所述气溶胶生成片材包括气溶胶生成基材层1。
78.所述气流通道4贯穿所述卷曲式气溶胶生成段,所述气溶胶生成片材一端朝向另一端卷曲,卷曲后两端不相接。
79.卷曲式气溶胶生成段包括从中心轴沿径向向外排列的多层不接触的沿轴向延伸
的气溶胶生成片材,且相邻两层气溶胶生成片材之间的间隙为轴向贯穿所述卷曲式气溶胶生成段的气流通道4;类似于果丹皮的形状,且每层不接触。也就是说,每层气溶胶生成片材包括气溶胶生成基材层1和其他功能层,气溶胶生成基材层1和其他功能层可以接触式依次排列,但是类似果丹皮一样,从一端向内卷曲,但是卷后的每层气溶胶生成片材不接触。
80.所述气溶胶生成基材层1内包含发烟材料和金属粉末,所述金属粉末的粒径为40目及以下。
81.所述气溶胶生成基材层1内还含有发烟剂,其中所述气溶胶生成基材层1的水分含量不超过5%,发烟剂的含量为10%。
82.所述气溶胶生成基材层1的厚度为0.1mm。
83.本实施例中每层气溶胶生成片材仅包括一层气溶胶生成基材层1。当气溶胶生成片材还包括其他功能层时金属材料层2,防渗层3,可以现将气溶胶生成基材层1和金属材料层2和防渗层3接触式依次排列,形成一个整体的气溶胶生成片材,然后再类似果丹皮一样,从一端向内卷曲,但是卷后的每层气溶胶生成片材不接触。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1