一种二元组装式气溶胶发生制品的制作方法
本技术专利涉及低温加热不燃烧制品生产,具体涉及一种二元组装式气溶胶发生制品。
背景技术:
1、现有的加热不燃烧气溶胶发生制品,通常采用多元结构进行复合,如具有发烟段、空管段、阻隔导流段和过滤段等多段结构单元,依次采用向空管装填过滤部件,装入阻隔导流部件、装入气溶胶发生单元1、封口件3封口的工艺制备,尤其是现有加热不燃烧气溶胶发生制品,为了防止发烟段移动,均需装入阻隔导流部件,这使得多元结构复合而成加热不燃烧气溶胶发生制品生产工艺较复杂,生产成本高,生产效率也比较低下。
2、现有加热不燃烧气溶胶发生制品采用空气作为烟气转移的载体,也就是说,有空气通过气溶胶发生单元1段,由于空气中含氧量充足,所以此情况工作温度受到限制,只能在300℃度以内进行加热,再高出此温度,就有可能发生燃烧的风险,而在300℃度以内进行加热,存在香气成分释放不充分、烟气量不足等问题,所以研究适于贫氧条件下加热的气溶胶发生制品是人们所希望的。
3、为了解决上述问题提出本实用新型。
技术实现思路
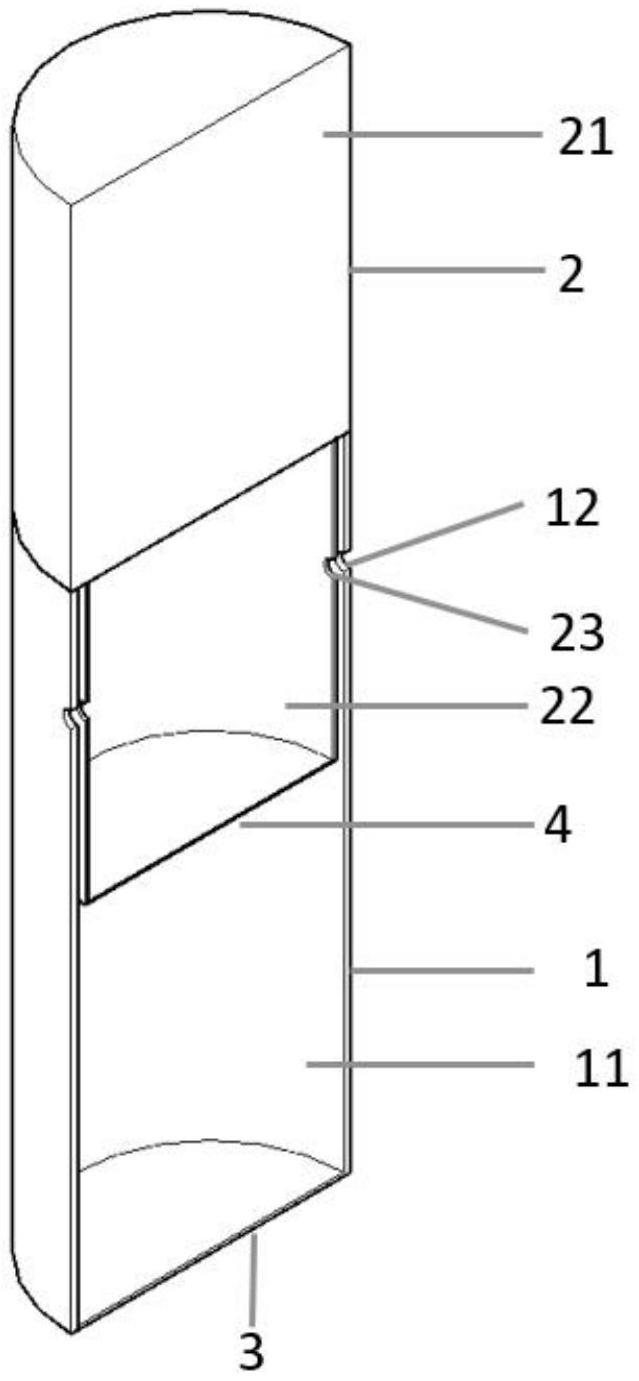
1、本实用新型提供一种二元组装式气溶胶发生制品,其包括气溶胶发生单元1和滤棒单元2;
2、所述气溶胶发生单元1为具有腔体11的筒状结构,其腔体11内容纳有气溶胶发生材料,所述气溶胶发生单元1其中一端为敞开端,另一端为端面具有封口件3的封口端;
3、所述滤棒单元2为一体成型的管状结构,其包括过滤段管体21和降温段管体22,所述降温段管体22靠近所述气溶胶发生单元1,所述过滤段管体21内包括过滤件211;
4、所述降温段管体22至少部分的从所述气溶胶发生单元1的敞开端轴向插入所述气溶胶发生单元1的腔体11内。
5、优选地,所述滤棒单元2为一体成型的管状结构。
6、优选地,所述降温段管体22外径等于或小于所述气溶胶发生单元1腔体11内径,所述过滤段管体21外径与所述气溶胶发生单元1外径不限定,但优选地,所述过滤段管体21外径等于所述气溶胶发生单元1外径。
7、优选地,所述降温段管体22靠近所述气溶胶发生单元1一侧的端面具有透气阻挡件4。
8、优选地,所述透气阻挡件4可以选自透气性材料,通过自身透气,也可以选自不透气性材料,通过打孔的形式透气;所述透气性材料选自但不限于纸质材料或无机多孔材料,所述无机多孔材料选自但不限于氧化铝、碳化硅、氮化硅或硅藻土;所述不透气性材料选自树脂类材料,所述树脂类材料选自但不限于peek、聚乙烯、聚丙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯或聚乳酸。
9、优选地,所述降温段管体22为空腔结构,或者在所述降温段管体22空腔内装有多功能部件,所述多功能部件为具有降温、增香、过滤、降害功能的材料。具有降温、增香、降害功能的材料可以为颗粒、粉末、爆珠、膏状的形式,目的在于在降低气溶胶温度的同时,对气溶胶进行增香,以及降低气溶胶中有害成分。所述具有降温、增香、降害功能的材料选自但不限于硅藻土、香味颗粒、活性炭、导热凝胶、水合盐降温材料、蜡质材料。
10、优选地,所述过滤段管体21和所述降温段管体22之间具有隔片,所述隔片是透气的。
11、优选地,所述封口件3为透气性材料或者不透气性材料,所述透气性材料选自但不限于纸质材料或无机多孔材料,所述无机多孔材料选自但不限于氧化铝、碳化硅、氮化硅或硅藻土;所述不透气性材料选自树脂类材料,所述树脂类材料选自但不限于peek、聚乙烯、聚丙烯、聚氯乙烯、聚对苯二甲酸乙二醇酯或聚乳酸。
12、当将气溶胶发生制品用于贫氧加热时,是不允许气体经过封口件3进入气溶胶发生基质的,而第一通气孔23和/或者第二通气孔12进气,此时当所述封口件3是透气的,所述气溶胶发生制品插入气溶胶发生装置后,气溶胶发生装置上与所述封口件3接触处具有密封件,以使所述封口件3密封,以保证空气不能经过所述封口件3进入所述气溶胶发生单元1;当所述封口件3是不透气的,空气不能经过所述封口件3进入所述气溶胶发生单元1。所述气溶胶发生制品插入气溶胶发生装置后,气溶胶发生装置上与所述封口件3接触处无需具备密封件,但是有密封件也无妨。当将气溶胶发生制品用于普通进气加热时,要允许气体经过封口件3进入气溶胶发生基质的,所以此时封口件3为透气的。
13、优选地,所述滤棒单元2的侧壁上具有第一通气孔23,所述第一通气孔23可以位于过滤段管体21上,也可以位于所述降温段管体22上。
14、优选地,所述气溶胶发生单元的侧壁上具有第二通气孔12;所述第二通气孔12为多个,且至少两个位于相同轴向高度上,第二通气孔12直径可为0.01~3.5mm,数量为2-35个,更优选的,所述第一通气孔23和所述第二通气孔12轴向高度一致。
15、优选地,所述第一通气孔23为多个,且至少两个位于相同轴向高度上,第一通气孔23直径可为0.01~3.5mm,数量为2-35个。
16、优选地,所述气溶胶发生制品插入气溶胶加热装置后,所述第一通气孔23和/或者第二通气孔12的轴向高度低于所述气溶胶加热装置的加热元件最高点的轴向高度。此处限定第一通气孔23和/或者第二通气孔12的轴向高度低于所述气溶胶加热装置的加热元件最高点的轴向高度的目的在于,这样更加适合于贫氧加热的气溶胶加热装置,产生的气溶胶浓度更高,香气更加浓厚,抽吸感官评价更高。
17、优选地,所述降温段管体22全部的从所述气溶胶发生单元1的敞开端轴向插入所述气溶胶发生单元1的腔体11内。
18、优选地,所述过滤件211为普通过滤件211,选自但不限于纸材、聚乳酸、醋纤、棉、树脂;或者为特色过滤件211,选自但不限于镂空嘴棒、同心圆滤嘴、沟槽滤嘴、彩色滤嘴、添加爆珠的滤嘴。
19、优选地,所述气溶胶发生单元1筒体的材料选自但不限于纸材、陶瓷、耐温树脂或陶土。
20、优选地,所述滤棒单元2管体的材料选自但不限于纸材、陶瓷、耐温树脂或陶土。
21、优选地,所述第一通气孔23和第二通气孔12通过激光打孔或者机械打孔方法,打穿所述气溶胶发生制品外壁实现,此处并不限定打孔的方法,只要是能实现对一定厚度和硬度的管体进行打孔就可以,也可以根据管体的材料针对性的选择打孔方法。所述第一通气孔23和第二通气孔12可以在灌装物料前预打孔,也可以在完成灌装后打孔。优选地,所述气溶胶发生制品外壁外层还包裹一层贴标纸,其目的是美观和防止所述气溶胶发生制品外壁中的气溶胶发生材料渗漏到纸管外面。如果是采用对气溶胶发生制品外壁预打孔的方式,优选地,可以在气溶胶发生制品外壁外层包裹贴标纸后再进行打孔,打孔的时候需要将贴标纸和气溶胶发生制品外壁都打穿,已将外界空气引入气溶胶发生制品内。
22、优选地,气溶胶发生材料为颗粒、粉末、丝状或烟膏形式。此处,只是举例说明气溶胶发生材料的形式,但实际并不限定于以上几种形式,只要是能装入所述腔体11内部的发烟媒介均适用。
23、优选地,至少一端的所述封口件3可以与所述气溶胶发生单元1筒体可拆卸连接。
24、本实用新型第二方面提供一种本实用新型第一方面所述的二元组装式气溶胶发生制品的制备方法,包括以下步骤:
25、1、准备气溶胶发生单元1筒体;
26、2、从气溶胶发生单元1筒体的敞开端装填气溶胶发生材料;
27、3、准备一体成型的滤棒单元2管体;
28、4、从滤棒单元2的过滤段管体21的敞开端,装填入过滤件211;
29、5、将滤棒单元2的降温段管体22至少部分的从所述气溶胶发生单元1的敞开端轴向插入所述气溶胶发生单元1的腔体11内,组装得到二元组装式气溶胶发生制品。
30、相对于现有技术,本实用新型具有以下有益效果:
31、1、本实用新型二元组装式气溶胶发生制品包括气溶胶发生单元1和滤棒单元2,所述滤棒单元2为一体成型的管状结构,其包括过滤段管体21和降温段管体22,所述降温段管体22至少部分的从所述气溶胶发生单元1的敞开端轴向插入所述气溶胶发生单元1的腔体11内。本实用新型二元组装式气溶胶发生制品可以经两元件简单组装得到,减少了加工工序,大幅降低了产品成本。
32、2、本实用新型降温段管体22靠近所述气溶胶发生单元1一侧的端面具有透气阻挡件4,其可以起到对气溶胶发生材料的阻挡作用,防止气溶胶发生材料向降温段管体的空腔内移动,该结构可以省略阻隔导流部件,也就省略了阻隔导流部件组装工序,降低了产品成本。
33、3、本实用新型气溶胶发生制品的封口件3可以完全不透气的,相应的第一通气孔23和/或者第二通气孔12,可配合无空气流动的烟具,当气溶胶发生单元内没有空气经过气溶胶发生材料时,气溶胶发生单元内处于贫氧状态,该情况下可以实现加热温度大于300℃时,仍然保持不会产生燃烧,更高的加热温度有利于充分实现香气释放,提升香气量。由于加热过程中,空气不能经过所述封口件3进入所述气溶胶发生单元,使得气溶胶发生单元内处于贫氧状态,即便是温度达到300℃以上,也不会产生燃烧,这样就可以保证气溶胶发生单元可以加热到更高的温度,从而产生的气溶胶浓度高,此处空气对气溶胶发生单元产生的气溶胶具有提取的作用,能保证烟雾浓度。另外,实现加热温度大于300℃时,仍然保持不会产生燃烧,更高的加热温度有利于充分实现香气释放,提升香气量。热量损失小,加热效率更高,感官评价更好。
- 还没有人留言评论。精彩留言会获得点赞!