香烟工业的棒形产品的检查方法和设备与流程
1.本发明涉及一种用于检查香烟工业的棒形产品、特别是烟草棒的方法,该产品分别包括一个特别是圆柱体形的外周面和两个设置在对置的端部上的、特别是通过两个优选长度不同的滤芯(即过滤元件)构成的、特别是在视觉上相同的端面,其中所述棒形产品在两个端面之间优选在偏心设置的部段中具有可抽吸材料、特别是烟草。此外,本发明还涉及一种用于检查这类产品的方法。
背景技术:
2.在烟草或者香烟工业中,香烟或者其它棒形产品的各种检查方法是众所周知的,这些检查方法通常使用在这样的产品的包装流程的范围内。在这样的包装流程中,棒形产品常常被组合成独立的产品组,其包括一个或者多个产品层,在这些产品层中香烟彼此并排并且以确定的和相同的方式定向。传统的香烟在这样的产品组中通常如下定向,即其通过过滤器端部构成的端面共同构成第一产品组侧面,并且其通过烟草端部构成的端面共同构成对置的第二产品组侧面。然后将产品组集成到相应的包装中、例如集成到一个传统的香烟包装中。就此而论,主要需要判断:在产品组中是否有错误地旋转180
°
设置的个别香烟,即例如在产品组中是否有香烟的过滤器端部错误地配置给了通过香烟的烟草端部构成的产品组侧面。为此,例如利用一台照相机记录一个产品组的香烟过滤器端部的图像并且在其中通过图像识别技术识别错误存在的烟草端部,是众所周知的。
3.然而,当棒形产品的两个端部在视觉上是不能相互区分开的,或者只能不充分地相互区分开时,这个方法就失灵了。例如香烟工业的新型产品就会是这种情况,诸如烟草棒(“heat not burn”),其结构是已知的,其中的两个端部通过过滤器构成,其端面在视觉上是相同的。
4.在这样的情况中可以考虑,为相应的棒形产品的外周面设置偏心印记,通过照相机检测所述外周面并因此检测所述印记,通过这种方式识别一个产品组中个别棒形产品的错误定向,因为在这样的情况中所述相应的印记会出现在记录的图像中的错误位置或者非预期的位置上。然而这种方法是耗费的,因为不得不为全部棒形产品设置一个印记。此外,此方法在具有三个或者更多产品层的产品组中不能再得到完美应用,因为中间的产品层被外侧产品层覆盖,因此无法用照相机进行检查。
技术实现要素:
5.在此背景下,本发明的目的是进一步改进开头所述的方法和开头所述的设备。特别是按如下方式,即,能够可靠地检查即使具有在外观上不可区分或者只能不充分区分的端部或者端面的棒形产品。
6.这个目的通过具有权利要求1的特征的方法和具有权利要求13的特征的设备得以实现。
7.与此相应地提供一种用于检查香烟工业的开头所述的棒形产品的方法,该方法包
括以下步骤:
8.a)利用检查光如下地照射至少一个需检查的棒形产品的外周面,即检查光穿过所述外周面至少部分进入棒形产品中并且至少部分穿过一端面重新射出,特别是利用其光束与所述棒形产品的纵向伸展成至少30
°
的角度、优选成至少60
°
的角度、特别优选成90
°
的角度入射到外周面上的检查光,
9.b)利用配置给所述端面的、用于检查光的电光接收器、特别是照相机,检测从需检查的棒形产品的端面中射出的检查光,所述电光接收器的主视向对准所述端面,
10.c)对从所述端面中射出的由电光接收器测得的检查光进行分析评估,特别是在检查光的亮度或者光强度方面进行分析评估。
11.已经表明,即使端面在视觉上是相同的,例如当两个端部都具有滤芯时,诸如在用于烟草电加热器(heat not burn)的烟草棒的情况下,上述光学检查方法也能够在许多情况中识别棒形产品的定向。特别是如果-例如由于两个滤芯的长度不同之故-可抽吸材料部段偏心地设置在棒形产品中,即相对棒形产品的垂直于纵轴线延伸的中心平面非对称地设置的话,这就导致了沿棒形产品的纵轴线、即从一个端面到另一个端面的(对于检查光的)光吸收,该光吸收与方向相关地是不同的。于是,根据本发明,可以充分利用吸收的这个方向相关性。然而,即使在两个滤芯长度相同和可抽吸材料部段位于中心的情况中,理论上也可以考虑这种与方向相关的吸收。例如当在这个部段中特别是偏心地包含一个额外的吸收元件时,诸如芳香胶囊或者诸如此类。
12.不言而喻,本发明方法也可以应用在具有烟草端和过滤嘴端的传统香烟中。
13.因此在本技术的范围内,香烟工业的棒形产品原则上可以是传统的具有可抽吸材料的棒形产品、诸如香烟、小雪茄烟或者诸如此类,然而也可以是具有可抽吸材料的替代的棒形产品,诸如用于电子烟草发生器的烟草棒(具有或者无芳香胶囊)或者类似件。
14.如果在本发明的一个优选的实施方式中对一个或者多个分别包括一个偏心设置的可抽吸材料部段的棒形产品进行检查的话,可以利用检查光的检查光束如下地照射所述相应棒形产品的相应外周面,即所述检查光束在进入所述外周面之后在其至电光接收器的途中沿所述相应棒形产品的第一定向不或者不会穿透所述棒形产品内的可抽吸材料或者穿透或会穿透较短的可抽吸材料部段,而所述检查光束-在检查光不变的情况下或者在入射到外周面上的检查光的光束路径在空间上不变的情况下-沿所述相应棒形产品的呈180
°
相反的第二定向穿透或者会穿透所述棒形产品内的可抽吸材料或者较长的可抽吸材料部段。由此,于是分别与棒形产品的定向相关地,相应地由于对检查光束的吸收不同之故,在接收器上产生不同的光强度,从而可以测定所述相应棒形产品的实际定向。
15.优选可以将测得的检查光的亮度或者光强度与在存储器中存储的基准值或者与从同一个棒形产品的相对置的端部上的另一个端面中射出的检查光的亮度或者光强度或者从另一个棒形产品的一个端面中射出的检查光的亮度或者光强度进行比较,所述另一个棒形产品的外周面由检查光照射成,使得该检查光穿过该外周面至少部分进入棒形产品中并且至少部分穿过所述端面重新射出,并且利用一个或者所述电光接收器检测所述另一个棒形产品的从所述端面中射出的检查光并进行分析评估。
16.优选可以根据本发明对一个由棒形产品构成的整个产品组或者产品阵形进行检查,该产品组或者产品阵形具有一个或者多个分别由并排排成一列设置的多个棒形产品构
成的产品层,这些棒形产品的端面在其相对置的端部上分别构成两个相对置的产品组侧面之一。
17.在此,可以利用检查光照射产品组的一个或者所述产品层的、优选一个或者两个外侧产品层的每个棒形产品的外周面,其中从所述两个相对置的产品组侧面中的至少一个产品组侧面的棒形产品的端面中射出的检查光由配置给这些端面的一个或者所述电光接收器接收并进行分析评估。
18.所述棒形产品的相对置的端面中的每一个端面都分别配置有一个特别是单独的电光接收器,以用于检测分别射出的检查光,并且既对从所述对置的端面中的一个端面中并且也对从所述对置的端面中的另一个端面中射出的、由分别配置的电光接收器测得的检查光进行分析评估。
19.关于所述(相应的)配置的电光接收器,其主视向可以垂直于所述棒形产品的所述端面延伸。
20.所述的或者相应配置的电光接收器构造为照相机、特别是构造为ccd或者cmos照相机,所述的或者相应的照相机记录一个或者多个所述端面的特别是共同的实际图像,并且对所述的或者相应的实际图像进行分析评估。
21.在此,在实际图像的分析评估的范围内,可以在实际图像的分析评估的范围内将棒形产品的在实际图像中显示的端面的亮度或者光强度与存储的一基准值进行比较,或者在实际图像的分析评估的范围内,将在实际图像中显示的端面的亮度或者光强度与同一个产品层的或者另一个产品层的棒形产品的在实际图像中显示的至少一个另外的端面的相应亮度或者光强度进行比较。
22.一个或者多个产品组的所述棒形产品或者每个棒形产品的两个端部上的端面中的每个端面都可以分别配置一个特别是单独的、构造为照相机的电光接收器,以用于检测相应射出的检查光。特别是按照如下方式,即所述相应的照相机的主视向垂直于分别配置的端面定向,每个照相机分别记录其所配置的那个端面的实际图像,并且对这些实际图像进行分析评估,其方式为:将棒形产品的一个端部的在一个实际图像中显示的端面的亮度或者光强度与棒形产品的另一个端部的在另一个实际图像中显示的端面的亮度或者光强度进行比较。
23.优选根据本发明,如果在一个端面的亮度与另一个端面的相应亮度或者光强度的比较的范围内确认了在亮度值或者光强度值之间的差超出了事先确定的限度,则可以产生出错信号。
24.可以从两个不同的方向、特别是从呈180
°
相反的方向,为所述的或者相应的棒形产品的所述或者每个外周面施加检查光。
25.此外,在检查一个具有多个产品层的产品组时可以规定,分别(从不同的侧面)为产品组的两个外侧产品层的棒形产品的外周面施加检查光,其中照射所述一个外侧产品层的检查光与照射所述另一个外侧产品层的检查光来自不同的方向、特别是来自呈180
°
相反的方向。
26.如果对一个或者多个分别包括一个偏心设置的可抽吸材料部段的棒形产品进行检查的话,可以规定,利用检查光的检查光束如此地照射相应棒形产品的相应外周面,使得所述检查光束在进入所述外周面之后在其至所述电光接收器的途中沿所述相应棒形产品
的第一定向不或者不会穿透所述棒形产品内的可抽吸材料或者穿透或会穿透较短的可抽吸材料部段,而所述检查光束沿所述相应棒形产品的呈180
°
相反的第二定向穿透或者会穿透所述棒形产品内的可抽吸材料或者较长的可抽吸材料部段。
27.一个合适的用于检查棒形产品的设备(其特别是用于执行上述方法)包括:至少一个照明装置,从该照明装置中发出检查光,该检查光对准至少一个需检查的棒形产品的外周面,优选使得检查光的光束与所述棒形产品的纵向伸展成至少30
°
的角度、优选成至少60
°
的角度、特别优选成90
°
的角度入射到所述外周面上,其中检查光穿过所述外周面至少部分进入所述棒形产品中并且至少部分穿过所述端面重新射出;至少一个电光接收器,该电光接收器设置成,使得其主视向对准棒形产品的端面以检测检查光,从而从该棒形产品的端面中射出的检查光被测得;和分析评估装置,利用该分析评估装置能够(优选按照如上所述的方式)对所述电光接收器接收的检查光进行分析评估,特别是在检查光的亮度或者光强度方面进行分析评估。
28.优选检查光对准一个由棒形产品构成的产品组,该产品组具有一个或者多个分别由并排排成一列的棒形产品构成的产品层,这些棒形产品的端面在其相对置的端部上分别构成两个相对置的产品组侧面之一,其中照明装置然后构成为,在所述产品组位于输送机的接纳部中、特别是一个可旋转转塔的窝槽中期间,可以为至少一个或者所述产品层的、特别是一个或者两个外侧产品层的棒形产品的外周面施加检查光。
29.进一步优选可以设置一种照明装置,其从第一侧面或者从第一方向对产品组的第一外侧产品层的外周面施加检查光,并且从另外的第二侧面或者从不同的第二方向对所述产品组的第二外侧产品层的外周面施加检查光。
30.为此,所述照明装置可以具有至少两个光源,其中一个所述光源的检查光照射一个外侧产品层和另一个所述光源的检查光照射另一个外侧产品层。
31.在此,所述照明装置可以具有光导装置,其带有一个或者多个光导机构、例如反光镜或者光波导体,所述光导机构将照明装置的所述一个光源发出的检查光引导到产品组的一个外侧产品层的棒形产品的外周面上,并将所述另一个光源发出的检查光引导到产品组的另一个外侧产品层的棒形产品的外周面上。
32.然而,也可以考虑,照明装置的同一个光源的检查光由所述光导装置不仅引导到所述一个外侧产品层而且引导到所述另一个外侧产品层,并(从不同的侧面或者从不同的方向)照射这些产品层。
33.照明装置的上述两个光源或者照明装置的光导装置的至少两个光导机构可以与产品组的不同侧面相邻地设置,特别是如下设置,即检查光从不同的方向、优选从呈180
°
相反的方向照射第一或者第二产品层的外周面。
34.此外,一个所述棒形产品的或者多个所述棒形产品的相对置的端面中的每一个端面此外可以分别配置有一个特别是单独的电光接收器,以用于检测相应射出的检查光,特别是以如下的方式,即相应的电光接收器的主视向垂直于分别配置给该电光接收器的端面定向。
35.由棒形产品的相对置的端部的端面构成的每个产品组侧面也可以配置一个单独的电光接收器,以用于检测分别从相应的产品组侧面的所有端面中射出的检查光,特别是以如下的方式,即相应的电光接收器的主视向垂直于相应的产品组侧面的端面定向。
附图说明
36.从所附的权利要求、下文对优选实施例的说明以及附图中获得本发明的进一步的特征。其中:
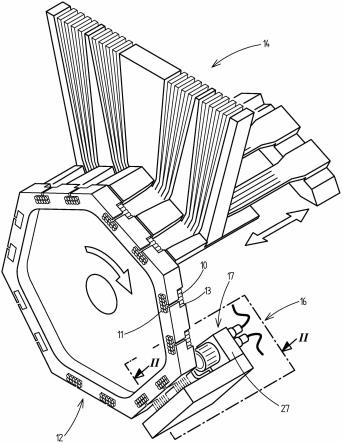
37.图1示出本发明的定位在输送产品组的转塔的区域中的检查装置的第一实施方式的透视图,该检查装置用于检查由棒形烟草产品构成的产品组;
38.图2示出沿图1中的剖切面ii-ii的剖面;
39.图3示出图1所示出的检查装置的组成部分、特别是照相机的单独透视图,其检测一个由照明装置照射的产品组;
40.图4a示出类似于图3的示图,其中两个设置在产品组的同一层中的棒形产品在产品组中的定向是错误的(旋转180
°
);
41.图4b示出类似于图3的示图,其中棒形产品在产品组的两层中的定向是错误的;
42.图5示出本发明检查装置的第一备选实施例的剖视图;
43.图6示出本发明检查装置的第二备选实施例的剖视图;
44.图7示出本发明检查装置的第三备选实施例的示图,与图3类似。
具体实施方式
45.结合对棒形产品11、即当前烟草棒的产品组10的检查,说明本发明的检查方法和本发明的检查装置,所述产品组在图1至7的实施例中分别在一个旋转运动的输送机12、即当前一个转塔的接纳部13中被输送。
46.在此,棒形产品11当前具有一个特别是圆柱体形的外周面22以及在两端具有横向于相应的棒形产品11的纵向伸展延伸的端面23和24。
47.所述端面23、24通过本身已知的滤芯20或21的相应端面构成。
48.所述端面23、24或者滤芯20、21的端面相应地沿轴向限定相应的棒形产品11的外周面22。
49.在所述两个滤芯20、21之间或者在所述相应的棒形产品11的相应的端面23、24之间具有一个带有可抽吸材料26的部段25。所述可抽吸材料26例如可以是常规的烟草,或者是可抽吸液体或者诸如此类。
50.这个带有可抽吸材料26的部段25当前针对相应棒形产品11的垂直于该棒形产品11的纵轴线延伸的中心平面偏心地或者关于这个中心平面相应非对称地设置。
51.在当前的情况中,所述部段25在远离棒形产品11的中心平面的地方完全设置在该产品的一半中,特别是与滤芯21相邻。
52.在此,滤芯20、21(在它们之间设置有所述部段25)具有不同的长度。
53.此外,在所述滤芯20、21之间还可以设置另外的元件,当前示例性示出的是填充件19。
54.由棒形产品11构成的产品组10具有多个产品层18,产品层分别由多个并排设置在一个产品层18中的棒形产品11构成。在图1至6的实施例中,这分别是两个具有各五个棒形产品11的产品层18。然而,这也可以是不同的。
55.每个产品组10都具有通过棒形产品11构成的产品组侧面:
56.第一(前部)产品组侧面28通过棒形产品11的设置在一个共同平面中的端面23构
成,对置的、平行于所述第一产品组侧面28的第二产品组侧面29通过在棒形产品11的相应另一个端部上的端面24构成,并且各端面24同样设置在一个共同平面中。
57.第三(下部)以及第四(上部)产品组侧面35或者36通过棒形产品11的外周面22构成或者界定。
58.在相应的产品组10中的棒形产品11正确定向的情况中,这些产品在产品组10中如此排列或者对齐,使得相应同类型的滤芯20或21分别配置给同一产品组侧面28或29。
59.上面提及的输送机12是未示出的、现有技术中已知的包装机的组成部分,该包装机为分别作为包装内容的棒形产品11的产品组10制作包装。这样的包装例如可是铰接盖包装,然而也可以是任何其它种类的包装,香烟工业或者烟草工业的棒形产品11的产品组可以被包装在该包装中。
60.当前,从一个料仓14中将棒形产品11在构成产品组10的情况下并且借助于推料器输送给输送机12。
61.在产品组10位于输送机12的接纳部13中期间,由一个检查装置16以稍后还将详细说明的方式对产品组进行检查。
62.不言而喻,所示出的检查装置16也可以设置在包装机的其它的不同区域中,或者也可以在包装流程的其它位置上进行所述检查。
63.此外,理论上也可以考虑对棒形产品11进行单个检查,这些产品无须在检查期间设置在一个产品组10内。
64.在检查之后,为了进一步的处理,将产品组10输送给包装机的另外的机组,这些机组执行另外的本身已知的步骤,以将棒形产品11或者产品组10包入相应的包装中,诸如铰接盖包装或者诸如此类。
65.在当前的情况中,在相应的产品组10在料仓14的区域中被推入相应的接纳部13中之后,使输送机13进一步旋转,使得当前两个作为接着需检查的产品组10分别被输送到一个检查点中,参照图2,在该检查点中它们接受所述检查装置16的检查。
66.为了对位于相应检查点中的、需检查的产品组10按组进行检查,所述检查装置16具有两个照明装置17,即为每个需检查的产品组10具有一个照明装置,这些照明装置分别为一个配置的、位于相应的检查位置中的产品组10施加检查光。
67.在此,所述照明装置17当前分别具有合适的光源31、特别是led(发光二极管)。这些光源分别由一个供电单元32供电。
68.图2中的照明装置17的光源31分别邻近输送机12的位于相应检查位置中的接纳部13设置,使得检查光的检查光束与棒形产品11的纵轴线或者纵向伸展成角度地延伸、也就是非平行于该轴线或者纵向伸展,入射到产品组10的(设置在径向外部的)外侧产品层18的棒形产品11的外周面22上,当前与所述棒形产品11的纵向伸展基本上垂直或者成90
°
的角度。
69.为此,照明装置17的光源31分别与输送机12的外周保持径向间距地定位,并且所述相应的接纳部13的一个相应的径向壁设置有一个(径向)空隙37,使得检查光能够穿过所述空隙37照射外侧产品层18的棒形产品11的外周面22。
70.当前,检查装置16除了照明装置17之外还有两个电光接收器27、优选照相机。该电光接收器27分别构造和定向成,使得其主视向分别对准相应需检查的产品组10的相应的、
通过端面23构成的产品组侧面28的这些端面23,即当前垂直于这些端面。
71.作为备选方案或者补充方案,此外必要时还可以在输送机12的相反的一侧上或者在相反的产品组侧面29上设置另外的电光接收器30,其主视向分别相应地对准对置的产品组侧面29的端面24,参见图2。
72.与图2中示例性示出的示图不同,照明装置17也可以构造或者设置为,使得其检查光射束并非垂直地入射到棒形产品11的外周面22上,即不是与所述棒形产品11的外周面或者纵轴线成90
°
的角度,而是成一个不同的、较小的角度,即倾斜于所述纵轴线。
73.在检查过程中,照明装置17的检查光以所述方式被引导到第三(下部)产品组侧面35上,即被引导到外侧产品层18的棒形产品11的外周面22上。
74.在此,棒形产品11当前尤其是在(较长的)滤芯20的区域中被检查光照射,但并不是必须如此。
75.检查光进入所述棒形产品11,透射穿过该产品,部分在内部被折射,然后部分经由端面23重新射出。这个从所述端面23中射出的部分被相应的电光接收器27检测到,该接收器记录一个包括所述端面23的相应图像。
76.另一部分检查光到达所述另外的或者第二(沿径向进一步设置在内侧的)产品层18,部分穿过所述棒形产品11的端面23重新射出并且同样被所述相应的或者同一个电光接收器27检测到。优选这个另外的内侧产品层18的棒形产品11的各端面23与所述第一外侧产品层18一样包括在同一个图像记录中。
77.为了改善对端面23或者从中射出的检查光的检测,此外沿轴向与所述输送机12的位于检查位置中的相应接纳部13相邻地另外还设置有一个光阑34,通过该光阑拦截非来自端面23的漫射光。
78.首先参照图3、图4a和图4b举例说明对相应的产品组10中排列的定向不正确的棒形产品11的探测。
79.在图3中可以看到一个产品组10,其只具有正确定向的棒形产品11。在此,该产品组10的棒形产品11如此排列和定向,即全部(较长的)滤芯20都面朝产品组侧面28,而(较短的)滤芯21则面朝相对置的产品组侧面29。
80.所述相应的电光接收器27记录产品组侧面28的或者全部端面23的(电子)图像。未示出的分析评估装置、例如相应的计算机或者适当配备的控制装置然后以如下方式对图像进行分析评估,即例如测定图像中产品层18的棒形产品11的相应端面23的亮度或者光强度,并且要么与存储的基准值进行比较,要么分别与同一个产品层18的棒形产品11的一个或者多个其它端面23的测定的亮度值或者光强度值进行比较。
81.然后在这个比较的范围内看到,同一个产品层18在图3中的全部端面23分别具有相同的或者至少非常相似的亮度值,这表明同一个产品层18中的所有棒形产品11都以相同的正确方式定向。
82.由于只有产品组10的一个或者只有所述(下部)产品组侧面35被相应的照明装置17照射,所以此外在端面23的图像上可以看到,外侧产品层18的端面23比内侧产品层18的端面23显得更亮,这是因为检查光在其到达内侧产品层18的途中被部分吸收之故。
83.在图4a中示出了一种情况,其中在外侧产品层18中包括两个定向错误的棒形产品11a和11b。
84.在这种情况中,对相应图像的分析评估得出属于这些产品的端面23a或者23b的光强度较小的结果。这是因为,由于棒形产品11a和11b旋转了180
°
后定向之故,检查光在其射入所述棒形产品11a和11b之后部分入射在具有可抽吸材料的相应部段25上,此处的吸收强度比在滤芯20或者21的区域中大。这是因为,滤芯通常构造为特别浅淡的并且比可抽吸材料如烟草具有更小的吸收值。
85.无论是相对基准值,还是与同一个产品层18的所述其它端面23中的一个或者多个相比,端面23a或者23b的这个较小的光强度表明这两个棒形产品11a和11b的方向错误地颠倒了。
86.可以相应地产生一个出错信号,并且可以例如在包装流程中将相应的产品组10剔除。
87.以相似的方式,可以借助图4b的示例中相应记录的图像判断出,在两个产品层18中分别有一个定向错误的棒形产品11a或者11b设置在产品组11中。
88.在图7中示出了一个变型方案,在该变型方案中产品组10不是由两个、而是由三个产品层18构成。在这个情况中,也适合利用相应的照明装置17的检查光直接照射(上部)产品组侧面36,否则可能太少的检查光进入所述上部产品层18或者到达该产品层中,这是因为检查光必须首先穿透图7中的下部和中间的产品层18。
89.照明装置17的另外的光源31相应地紧邻所述(上部)产品组侧面36设置,这些光源为所述上部产品层18直接施加检查光。
90.在图7示出的变型方案中-如可以在端面23a、23b和23c上看到的那样-有三个棒形产品11a、11b和11c定向错误。
91.在图5中示出了,相应的照明装置17的检查光(此处由多个设置在产品组10的不同侧面上的光源31发出)也可以经由一个光导装置的光导机构38、当前是反光镜(然而例如也可以使用光波导体)被引导到产品组10上。所述光导机构38于是可以以适当的方式与输送机12相邻地设置,使得检查光以上述方式入射到相应产品层18的相应棒形产品10的外周面22上。
92.在图6中示出了,所述一个或者所述多个光源31也可以直接集成到输送机12中,从而也可以直接为所述产品组10施加检查光(无光导装置)。
93.一般来说,关于由所述一个或者所述多个照明装置17产生的检查光,可以考虑,该检查光可选地分别呈点状地照射各个棒形产品11,例如通过各单个激光束。
94.附图标记列表
95.10
ꢀꢀꢀꢀ
产品组
96.11
ꢀꢀꢀꢀ
棒形产品
97.11a
ꢀꢀꢀ
棒形产品
98.11b
ꢀꢀꢀ
棒形产品
99.11c
ꢀꢀꢀ
棒形产品
100.12
ꢀꢀꢀꢀ
输送机
101.13
ꢀꢀꢀꢀ
接纳部
102.14
ꢀꢀꢀꢀ
料仓
103.16
ꢀꢀꢀꢀ
检查装置
104.17
ꢀꢀꢀꢀ
照明装置
105.18
ꢀꢀꢀꢀ
产品层
106.19
ꢀꢀꢀꢀ
填充件
107.20
ꢀꢀꢀꢀ
滤芯
108.21
ꢀꢀꢀꢀ
滤芯
109.22
ꢀꢀꢀꢀ
外周面
110.23
ꢀꢀꢀꢀ
端面
111.23a
ꢀꢀꢀ
端面
112.23b
ꢀꢀꢀ
端面
113.23c
ꢀꢀꢀ
端面
114.24
ꢀꢀꢀꢀ
端面
115.25
ꢀꢀꢀꢀ
部段
116.26
ꢀꢀꢀꢀ
可抽吸材料
117.27
ꢀꢀꢀꢀ
电光接收器
118.28
ꢀꢀꢀꢀ
前部产品组侧面
119.29
ꢀꢀꢀꢀ
后部产品组侧面
120.30
ꢀꢀꢀꢀ
电光接收器
121.31
ꢀꢀꢀꢀ
光源
122.32
ꢀꢀꢀꢀ
供电单元
123.34
ꢀꢀꢀꢀ
光阑
124.35
ꢀꢀꢀꢀ
下部产品组侧面
125.36
ꢀꢀꢀꢀ
上部产品组侧面
126.37
ꢀꢀꢀꢀ
空隙
127.38
ꢀꢀꢀꢀ
光导机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1