一种中空三段式加热卷烟烟支及其制造方法与流程
1.本发明涉及加热卷烟技术领域,尤其涉及一种中空三段式加热卷烟烟支及其制造方法。
背景技术:
2.现有主流的加热卷烟大多采用四段式结构或五段式结构,其生产工序均为:将一些功能段复合后形成复合滤棒,然后再通过接装纸将其它功能段与复合滤棒搓接在一起,分切后形成烟支。比如一些四段式结构,先将发烟段、支撑段、降温段复合形成三元复合滤棒,最后利用水松纸将三元复合滤棒与过滤段搓接,形成加热卷烟烟支。此外,也有这样的四段式结构,如图1所示,步骤(a)先将支撑段、降温段、过滤段段复合形成三元复合滤棒11,步骤(b)利用水松纸13将三元复合滤棒11与烟草段12搓接,可在线激光打孔(虚线所示位置),步骤(c)分切后调向输出,步骤(d)形成加热卷烟烟支14。另外,还有这样的四段式结构,先将发烟段、支撑段复合形成二元复合滤棒,将降温段、过滤段复合形成二元复合滤棒,最后利用水松纸将二元复合滤棒与二元复合滤棒搓接,形成加热卷烟烟支。即使是三段式结构,其还是采取把一个功能段与将两种功能段复合形成的二元复合棒,通过水松纸搓接而成,来形成加热卷烟烟支。
3.总的来看,相同长度下,四段式结构导致每段可分配的长度变短,带来直接的影响就是生产效率的降低。而和传统卷烟相同的搓接工艺,需通过接装纸(水松纸)将两种材料(功能段)包裹后拼接在一起,带来的质量问题包括烟支漏气(因滤嘴与烟支相接处部分无胶或胶粘不牢而产生漏气)、两材料之间易形成间隙等。如采取烟草段与三元复合滤棒搓接的方式,由于加热卷烟烟草段较短,接装纸将留有一部分在烟草段上,从而导致烟支外观不佳,甚至由于烟草段上包裹的接装纸带来的圆周增益,从而影响加热卷烟烟支与烟具的耦合。
技术实现要素:
4.本发明为了解决现有技术中的缺陷,提出了一种中空三段式加热卷烟烟支及其制造方法。
5.本发明的一个方面提供了一种中空三段式加热卷烟烟支的制造方法,包括:步骤a:获得多个规定长度的烟芯段、中空段和滤嘴段;
6.步骤b:将所述烟芯段、中空段和滤嘴段按顺序同轴排列并由第一包裹材料包裹成型,通过分切从而获得第一复合段,所述第一复合段包括依序同轴排列的所述烟芯段、所述中空段、所述滤嘴段、所述中空段及所述烟芯段;
7.步骤c:在所述第一复合段外周的滤嘴段区域或滤嘴段和部分中空段区域包裹第二包裹材料,从而获得第二复合段;
8.步骤d:在所述第二复合段的所述中空段区域进行打孔,获得打孔烟支;以及
9.步骤e:对所述打孔烟支在滤嘴段区域中央位置进行分切,获得中空三段式加热卷
烟烟支。
10.优选地,步骤a中,所述烟芯段、中空段及滤嘴段通过分切事先制备好的烟芯棒、中空棒及滤嘴棒而形成。
11.优选地,步骤b中,所述第一包裹材料为成型纸或卷烟纸。
12.优选地,所述第一复合段中,所述烟芯段、中空段的长度为适合于形成所述加热卷烟烟支的长度,所述滤嘴段的长度为适合于形成所述加热卷烟烟支的长度的两倍。
13.优选地,步骤c中,所述第二包裹材料为水松纸。
14.优选地,所述第二包裹材料的内表面涂覆粘结剂。
15.优选地,步骤d中,通过激光打孔设备对两个所述中空段区域进行在线打孔。
16.优选地,在所述中空段区域距离所述滤嘴段0.5mm~15mm处形成一排或多排通风孔。
17.优选地,每排通风孔的数量为1~31个。
18.本发明的另一个方面提供了一种中空三段式加热卷烟烟支,其由前述制造方法制备而成。
19.本发明具有如下有益效果:
20.本发明的一种中空三段式加热卷烟烟支,由于烟支采用烟草段+中空段+醋纤段的三元复合结构,中空段采用空心滤棒打孔通风的方式,通过引入外部冷空气达到降温的效果。同时该烟支结构可通过在线控制孔的个数及大小,从而控制烟支的通风率,方便调整烟气温度和感官质量。此外三段式的烟支结构简单,生产效率更高,有利于降低成本。
21.本发明的一种中空的三段式加热卷烟烟支的制造方法,由于水松纸只需起到包裹柱状物,使其外观在视觉上和传统烟支相似的作用,无需接装功能,因此搓贴过程中不存在空隙和烟支漏气的问题,有效提高了产品的质量。并且本发明方法中的搓贴工艺,只需在复合滤棒上贴一层水松纸,相较于现有的搓接工艺是需要搓贴一层水松纸且将两段材料(两个功能段)连接起来,本发明的工艺生产过程更易控制,生产效率更高。此外本发明方法制造的加热卷烟烟支外观与主流卷烟相似,更有利于消费者接受。
附图说明
22.图1是现有技术的使用复合滤棒的加热卷烟搓接工序流程示意图。
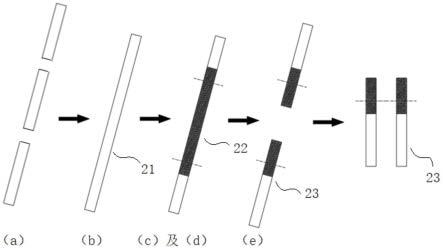
23.图2是本发明的一种中空三段式加热卷烟烟支制造方法的流程示意图。
24.图3是本发明一实施例的制造方法中搓贴水松纸打孔后分切前的烟支剖面示意图。
25.图4是本发明一实施例的中空三段式加热卷烟烟支的剖面示意图。
具体实施方式
26.以下将结合说明书附图对本发明的实施方式予以说明。需要说明的是,本说明书中所涉及的实施方式不是穷尽的,不代表本发明的唯一实施方式。以下相应的实施例只是为了清楚的说明本发明专利的发明内容,并非对其实施方式的限定。对于该领域的普通技术人员来说,在该实施例说明的基础上还可以做出不同形式的变化和改动,凡是属于本发明的技术构思和发明内容并且显而易见的变化或变动也在本发明的保护范围之内。
27.在整个说明书中,某个部分“包括”某一构成要素是指除非有与其相反的特性说明,否则还可以包括其他构成要素,而非排除包括其他构成要素。
28.图2为本发明的一种中空三段式加热卷烟烟支制造方法的流程示意图。如图2所示,本发明的一种中空三段式加热卷烟烟支的制造方法,包括下述步骤a~e。下面对各步骤进行详细说明。
29.首先,步骤a:获得多个规定长度的烟芯段、中空段和滤嘴段。步骤a中,所述烟芯段、中空段及滤嘴段通过分切事先制备好的烟芯棒、中空棒及滤嘴棒而形成。
30.所述烟芯段具有发烟材料,通过对烟芯段进行加热能使发烟材料升温至发烟温度,从而产生烟雾来满足用户抽吸需求。在优选的实施例中,烟芯段的发烟材料为再造烟叶薄片,薄片的排列顺序可以为有序、无序或部分有序部分乱序,其烟草排列有序率为50%-95%。
31.所述中空段的材质包括但不限于二醋酸纤维素、纸质材料、涤纶树脂、聚丙烯、聚乳酸、硅胶等材料。所述中空段的截面中空心形状可为空心圆形或其他规则多边形。优选地,所述空心形状面积占中空段截面积的12.4%-71.8%。较佳地,中空段直径与长度比为25%~100%。滤嘴段可以是醋纤段,醋纤段例如可以采用醋酸纤维滤棒分切而成。
32.接着,步骤b:将所述烟芯段、中空段和滤嘴段按顺序同轴排列并由第一包裹材料包裹成型,通过分切从而获得第一复合段21,所述第一复合段包括依序同轴排列的所述烟芯段、所述中空段、所述滤嘴段、所述中空段及所述烟芯段。步骤b中,优选地,所述第一包裹材料为成型纸或卷烟纸。所述第一复合段中,所述烟芯段、中空段的长度为适合于形成所述加热卷烟烟支的长度,所述滤嘴段的长度为适合于形成所述加热卷烟烟支的长度的两倍。
33.步骤c:在所述第一复合段外周的滤嘴段或滤嘴段和部分中空段区域包裹第二包裹材料,从而获得第二复合段22。优选地,所述第二包裹材料为水松纸。更优选地,所述第二包裹材料的内表面涂覆粘结剂。
34.步骤d:在所述第二复合段的所述中空段区域进行打孔(虚线所示位置),获得打孔烟支。优选地,通过激光打孔设备对两个所述中空段区域进行在线打孔。较佳地,在所述中空段区域距离所述滤嘴段0.5mm~15mm处形成一排或多排通风孔。每排通风孔的数量为1~31个。单孔表面积为0.0075mm
2-4mm2,烟支通风率为2%-75%。
35.步骤e:对所述打孔烟支在滤嘴段区域中央位置(即整个第二复合段22的中央位置)进行分切,获得中空三段式加热卷烟烟支23。即在滤嘴段的二分之一处进行分切,从而获得两支相同的中空三段式加热卷烟烟支。再将其中任何一支调转方向即可输出。
36.下面对本发明一较佳实施例的中空三段式加热卷烟烟支的制造方法的流程进行说明。本发明的中空三段式加热卷烟烟支制造方法的较佳实施例包括如下步骤:
37.步骤a:将事先制备好的120mm的烟芯棒、92mm的中空棒、120mm的醋酸纤维滤棒在复合滤棒成型机上用刀片切为均匀多段,长度分别为烟芯段24mm、中空段23mm、醋纤段20mm。
38.步骤b:将上述分切后的各段经复合滤棒成型机按烟芯段+中空段+醋纤段的顺序周期性连续同轴排列,并由成型纸或卷烟纸包裹成型,即形成连续的长条形复合柱状物,经复合滤棒成型机刀头分切后(即在24mm烟芯段中央位置进行分切),形成总长为90mm的复合柱状物(即第一复合段),其结构为烟芯段12mm+中空段23mm+醋纤段20mm+中空段23mm+烟芯
段12mm。
39.步骤c:将所述包裹成型并分切后的总长为90mm的复合柱状物在外周的醋纤段和部分中空段区域再包裹一层内表面涂覆有粘结剂、长度为40mm的水松纸。
40.步骤d:将所述包裹有水松纸的烟支通过激光打孔设备在线打孔,打孔位置为中空段离醋纤段8.0mm处(虚线所示位置),在两个中空段的对称的两处均打孔。如图3所示为本发明的制造方法中搓贴水松纸打孔后分切前的烟支剖面示意图。
41.步骤e:将所述包裹有水松纸的打孔烟支在醋纤段区域的二分之一处分切成两段,从而获得一种中空三段式加热卷烟烟支。
42.图4是本发明一实施例的中空三段式加热卷烟烟支的剖面示意图。由本发明的制造方法制备而成的一种中空三段式加热卷烟烟支,包括:依次同轴连接的烟草段41、中空段42和醋纤段43,包裹前述烟草段41、中空段42和醋纤段43的成型纸44以及成型纸外围包裹所述醋纤段区域的水松纸45。烟草段41的材料主要为再造烟叶薄片,薄片的排列顺序为部分有序部分乱序,其烟草排列有序率为85.0%。中空段42的材质为二醋酸纤维素丝束与三乙酸甘油酯经热固化成型的空心滤棒,空心截面形状为圆形。该圆形空心(圆孔)占中空段截面积的34.0%。中空段离醋纤段8.0mm处具有一排通风孔46,每排孔数为9个,单孔表面积为0.424mm2,烟支通风率为32.2%,中空段42直径与长度比为31.5%。醋纤段43为醋酸纤维滤棒。
43.显然,本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1