烟草生产系统及其控制方法与流程
1.本公开涉及烟草生产技术领域,特别涉及一种烟草生产系统及其控制方法。
背景技术:
2.烟草生产系统的作用是将烟叶制成符合工艺要求的烟丝,以满足后续工序要求,制丝是将含梗的烟叶,经过回潮、去梗、烟梗加工、叶片加工等工序,并经过除杂,最终使烟丝的宽度、水分、温度等工艺参数达到各级卷烟工艺的要求,进而获得满足符合要求的烟丝。
3.目前的烟草生产系统中主要耗电对象是电动机,一条生产线一般包括大大小小几百台电动机,电动机的单台功率从零点几千瓦到几千瓦不等,所以即使在较短的空转时间内也会浪费较多的电能。
4.随着烟草行业卷烟工厂自动化程度的不断提高,国家对企业节能减排要求的提高。因此,对烟草生产系统的节能性提出更高的要求。
技术实现要素:
5.本公开提供了一种烟草生产系统及其控制方法,能够在生产过程中更加节能降耗。
6.根据本公开的一方面,提供了一种烟草生产系统,包括:
7.多个主生产设备,主生产设备用于对烟草物料进行处理,主生产设备具有出口汇总振槽;
8.至少一组辅联设备,辅联设备位于相邻两个主生产设备之间,且与其中一个主生产设备的出口汇总振槽连接;
9.至少一个拍摄部件,拍摄部件设在出口汇总振槽所在位置,用于检测出口汇总振槽中是否有烟草物料;和
10.控制器,被配置为在拍摄部件检测到相应的出口汇总振槽中有烟草物料的情况下,启动与该出口汇总振槽连接的一组辅联设备。
11.在一些实施例中,拍摄部件安装于出口汇总振槽上方。
12.在一些实施例中,每个出口汇总振槽设置至少两个拍摄部件,控制器被配置为在其中一个拍摄部件检测到烟草物料的情况下,判定出口汇总振槽中有烟草物料。
13.在一些实施例中,控制器被配置为在拍摄部件检测到相应的出口汇总振槽中无烟草物料的情况下,沿烟草物料输送方向延时停止与该出口汇总振槽连接的一组辅联设备。
14.在一些实施例中,烟草生产系统还包括模式切换部件,被配置为可选择地使烟草生产系统处于常规控制模式或节能控制模式;其中,在节能控制模式下,控制器被配置为根据拍摄部件的检测结果辅联设备的启动和停止。
15.在一些实施例中,多个主生产设备被配置为在生产过程中持续运行。
16.在一些实施例中,多个主生产设备包括物料松散机、切物料机和加料机中的至少
一个,物料松散机、切物料机和加料机沿烟草物料输送方向依次设置。
17.在一些实施例中,至少一个拍摄部件包括:
18.第一拍摄部件,设在物料松散机的出口汇总振槽上方;
19.第二拍摄部件,设在切物料机的出口汇总振槽上方;和/或
20.第三拍摄部件,设在加料机的出口汇总振槽上方。
21.在一些实施例中,辅联设备包括:皮带输送机、振动输送机和储柜中的至少一种。
22.在一些实施例中,烟草生产系统包括分布式io设备,被配置为接收拍摄部件的拍摄信息,并将拍摄信息发送至控制器。
23.根据本公开的另一方面,提供了一种基于上述实施例烟草生产系统的控制方法,包括:
24.通过拍摄部件检测出口汇总振槽中是否有烟草物料;
25.在拍摄部件检测到相应的出口汇总振槽中有烟草物料的情况下,启动与该出口汇总振槽连接的一组辅联设备。
26.在一些实施例中,控制方法还包括:
27.在拍摄部件检测到相应的出口汇总振槽中无烟草物料的情况下,沿烟草物料输送方向延时停止与该出口汇总振槽连接的一组辅联设备。
28.该实施例通过拍摄部件检测主生产设备的出口汇总振槽中是否有烟草物料,以准确判断出该主生产设备下游一组辅联设备的开启时机,只有在出口汇总振槽中有烟草物料的情况下才开启下游一组辅联设备,可解决烟草生产系统生产过程中工艺设备不必要的空转待料的问题,提高了烟草生产系统设备的使用效能,达到更加节能的智能生产控制模式。
附图说明
29.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
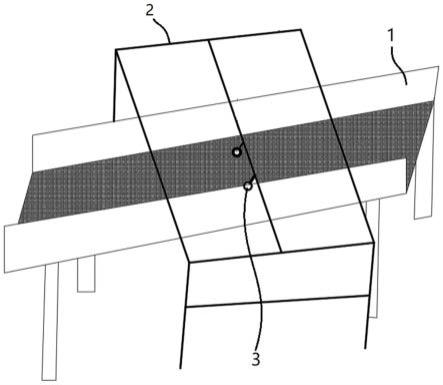
30.图1为本公开烟草生产系统在关键工位安装拍摄部件的示意图。
31.图2为本公开烟草生产系统中的控制系统组成示意图。
32.图3为本公开烟草生产系统的一些实施例的布局示意图。
具体实施方式
33.下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。基于本公开中的实施例,本领域普通技术人员在没有开展创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
34.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
35.在本公开的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
36.在本公开的描述中,需要理解的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本公开保护范围的限制。
37.发明人通过研究发现,现有烟草生产系统耗电量较大的原因主要在于:烟草生产系统的生产过程是连续进行,一般是物料被从一个缓存单元输送到另一缓存单元并在这个过程中被加工。为了避免堵料,生产线设备的启动顺序是逆着物料输送方向启动,即先启动物流后面的设备再启动前面的设备。生产线开机时设备从后向前启动,全段设备均运转起来后,物料从贮存处被输送到目的地;生产完毕,物料全部到达目的地后停止全线设备运转。
38.由于各控制工艺段的线路较长,从物料起始端生产到末端需要较长的时间,往往出现生产开始阶段前部设备带载运行,后部设备空载运行;生产后期阶段,后部设备载料运行,前部设备空载运行的情况。这造成的能源的浪费,同时也增加了设备的损耗。从以上生产过程中设备的启动和停止规律来看,有以下两种情况会造成设备空转:
39.1)生产刚开始或断料料头时,物料还没有到达的设备会空转;
40.2)生产结束或断料尾料时,物料已经通过的设备会空转。
41.例如,生产开始和结束的时候有料头料尾,断料是指批次生产中因为某些故障原因造成设备停机了,批次物料中断了,需要重新启动设备恢复生产,此时的料头料尾叫做断料料头、断料料尾。
42.因此,在烟草生产系统工艺和设备不变更的条件下要想达到节能目的,通过减少设备空转时间来提高设备的有效作业率是途径之一。
43.基于这一改进思路,本公开提供了一种烟草生产系统,如图1至图3所示,在一些实施例中,包括:
44.多个主生产设备,主生产设备用于对烟草物料进行处理,主生产设备具有出口汇总振槽1;
45.至少一组辅联设备,辅联设备位于相邻两个主生产设备之间,且与其中一个主生产设备的出口汇总振槽1连接;
46.至少一个拍摄部件3,拍摄部件3设在出口汇总振槽1所在位置,用于检测出口汇总振槽1中是否有烟草物料;和
47.控制器4,被配置为在拍摄部件3检测到相应的出口汇总振槽1中有烟草物料的情况下,启动与该出口汇总振槽1连接的一组辅联设备。
48.其中,该烟草生产系统可适用于制丝加工段、叶片加工段、叶丝加工段、烟梗加工段和掺兑加工段中的至少一个,可根据实际情况选用,具有较强的通用性。烟草物料可以是烟梗、烟片、烟丝等。
49.例如,主生产设备可包括物料松散机10、切物料机18和加料机27中的至少一个,主生产设备对烟草物料进行处理后,通过出口汇总振槽1输出处理后的烟草物料。
50.辅联设备位于相邻两个主生产设备之间,用于对烟草物料进行输送,辅联设备的一端与其中一个主生产设备的出口汇总振槽1连接,辅联设备的另一端与另一个主生产设备的进口连接。例如,辅联设备可包括振动输送机、皮带输送机和储柜中的至少一种。皮带输送机可以是单向或双向皮带输送机。
51.拍摄部件3可以为摄像机等,拍摄部件3可设在出口汇总振槽1的上方或侧部,用于检测出口汇总振槽1中是否有烟草物料。通过增加视觉检测能够检测物料运输的位置,通过合理地策略判断料头、料尾时间,最终达到比较准确的确认物料输送状态的目的。例如,拍摄部件3可对物料流量进行检测。
52.该实施例通过拍摄部件3检测主生产设备的出口汇总振槽1中是否有烟草物料,以准确判断出该主生产设备下游一组辅联设备的开启时机,只有在出口汇总振槽1中有烟草物料的情况下才开启下游一组辅联设备,可解决烟草生产系统生产过程中工艺设备不必要的空转待料的问题,在降低能耗的基础上提高了烟草生产系统设备的使用效能,提升烟草加工过程中节能降耗精细化控制能力,达到更加节能的智能生产控制模式。
53.在一些实施例中,如图1所示,拍摄部件3安装于出口汇总振槽1上方。
54.例如,烟草生产系统还包括支架2,支架2可从出口汇总振槽1上方跨过,拍摄部件3可安装在支架2位于出口汇总振槽1上方的部分。
55.可选地,拍摄部件3也可设在出口汇总振槽1的侧部。
56.该实施例将拍摄部件3设在出口汇总振槽1的上方,能够更加清楚准确地检测到是否有烟草物料,可避免在拍摄范围内出现遮挡。
57.在一些实施例中,如图1所示,每个出口汇总振槽1设置至少两个拍摄部件3,控制器4被配置为在其中一个拍摄部件3检测到烟草物料的情况下,判定出口汇总振槽1中有烟草物料。
58.例如,至少两个拍摄部件3可沿出口汇总振槽1的宽度方向间隔设置,只要有一个拍摄部件3检测到烟草物料,就认为出口汇总振槽1有烟草物料,与该出口汇总振槽1连接的辅联设备即可开启。
59.该实施例通过对同一个出口汇总振槽1设置至少两个拍摄部件3,能够实现冗余检测,提高烟草物料检测的准确性,防止在部分拍摄部件3出现故障无法实现检测造成下游辅联设备上堆积烟草物料,保证烟草主生产设备正常运行。
60.在一些实施例中,控制器4被配置为在拍摄部件3检测到相应的出口汇总振槽1中无烟草物料的情况下,沿烟草物料输送方向延时停止与该出口汇总振槽1连接的一组辅联设备。
61.该实施例在通过拍摄部件3检测到相应的出口汇总振槽1中无烟草物料的情况下,说明该出口汇总振槽1所在的主生产设备中无物料输出,将辅联设备关闭可减少其工作耗费的能量,达到节能效果。延时停止可保证出口汇总振槽1中当前的烟草物料输送完毕。
62.由此,此种烟草生产系统可精确地控制各组辅联设备的启停,既能保证烟草生产过程顺利进行,又能解决生产过程中辅联设备不必要的空转待料问题,提高了烟草生产系统设备的使用效能,达到更加节能的智能生产控制模式。
63.在一些实施例中,烟草生产系统还包括模式切换部件,被配置为可选择地使烟草生产系统处于常规控制模式或节能控制模式;其中,在节能控制模式下,控制器4被配置为
根据拍摄部件3的检测结果辅联设备的启动和停止。
64.其中,模式切换部件可以为按钮、开关等,操作者可根据生产需求进行选择。
65.在常规控制模式下,在烟草生产过程中,多组辅联设备处于持续开启状态,控制简单。在多组辅联设备启动过程中,依据物流方向反向顺序启动设备,即位于距离物料较远的设备先启动,以避免出现堵料问题。生产线开机时设备从后向前启动,全段设备均运转起来后,物料从贮存处被输送到目的地;生产完毕,物料全部到达目的地后停止全线设备运转。
66.由于各控制工艺段的线路较长,从物料起始端生产到末端需要较长的时间,往往出现生产开始阶段前部设备带载运行,后部设备空载运行;生产后期阶段,后部设备载料运行,前部设备空载运行的情况。这造成的能源的浪费,同时也增加了设备的损耗。为此,采用节能控制模式能够跟随物料的输送情况启停,减少设备空载运行的时间,从而降低设备损耗。
67.该实施例的烟草生产设备可选择地在常规控制模式和节能控制模式之间切换,可根据实际生产情况选择合适的控制模式,既保留了原来的控制模式,也独立增加了新的节能控制模式。例如,在烟草物料输送连续性较好的情况下,优先选择常规控制模式,在烟草物料断续输送的情况下,优先选择节能控制模式。
68.在一些实施例中,多个主生产设备被配置为在生产过程中持续运行。其中,主生产设备及其出口汇总振槽1均持续运行。
69.在实际运行过程中,主生产设备不是简单的启动和停止,与工艺指标、预热、外围的水电气温度等有密切的关系,不能在短时间从待机带到运行状态,需要始终处于正常运行状态。例如,需要提前准备并始终处于运行的设备包括储柜出料拨辊、出口汇总振槽1、隧道式烟梗回潮机、压梗机、切梗丝机、加料机、加料装置等。
70.该实施例使主生产设备持续运行,可减少其启动和停止耗费的时间,从而提高生产效率。
71.在一些实施例中,如图3所示,多个主生产设备包括物料松散机10、切物料机18和加料机27中的至少一个,其中,物料松散机10、切物料机18和加料机27沿烟草物料输送方向依次设置。
72.其中,物料松散机10用于对烟草物料进行松散,切物料机18用于切分烟草物料,加料机27用于对烟草物料加料,以改善烟草物料的特性,满足增香、保润或防霉等各种要求。
73.例如,对于梗丝工艺段,物料松散机10为压梗机,切物料机18为切梗丝机,加料机27为梗丝加料机。
74.如图3所示,加料机27的下游还可设置烘干机35,以对烟草物料进行烘干。
75.在一些实施例中,至少一个拍摄部件3包括:第一拍摄部件31,设在物料松散机10的出口汇总振槽1上方;第二拍摄部件32,设在切物料机18的出口汇总振槽1上方;和/或第三拍摄部件33,设在加料机27的出口汇总振槽1上方。
76.该实施例考虑到物料松散机10、切物料机18和加料机27下游连接的辅联设备较多,在其对应的出口汇总振槽1设置拍摄部件3,并根据拍摄部件3的检测结果进行智能控制,能够起到明显的节能效果。
77.在一些实施例中,辅联设备包括:皮带输送机、振动输送机和储柜中的至少一种。
78.其中,对于同一组辅联设备,在需要启动时,将辅联设备中的各设备沿烟草物料的
输送方向的逆方向依次启动,即先启动物流后面的设备再启动前面的设备,以避免上游设备故障时造成下游设备出现烟草物料堵塞。
79.在下游主生产设备需求的物料量小于相邻的上游主生产设备输出的物料量时,可在相邻主生产设备之间设置储柜,以对物料进行缓存。
80.该实施例在相邻主生产设备之间设置辅联设备,能够实现物料的顺利输送,保证烟草生产过程顺利进行。
81.在一些实施例中,如图2所示,烟草生产系统还包括分布式io设备5,被配置为接收拍摄部件3的拍摄信息,并将拍摄信息发送至控制器4。
82.例如,分布式io设备5可设在烟草生产系统中的设备附近,例如,靠近主生产设备设置,系统中的控制线束和信号线束可与分布式io设备5连接,分布式io设备5再将信号发送至控制器4,控制器4用于控制整个烟草生产系统的工作。
83.该实施例使拍摄部件3与分布式io设备5电连接,方便连接信号线,可缩短信号线的长度,提高拍摄部件3检测信号获取的准确度,以便对烟草生产系统进行可靠的节能控制。
84.根据该时段内设备上物料的有无输出io信号给底层plc电控系统来控制设备的启停时间,能有效保证加工过程中设备使用效率的稳定性,有利于提升生产过程精度控制能力。
85.下面结合图1至图3,通过具体实施例来描述本公开烟草生产设备。
86.1、拍摄部件3的安装:
87.如图1所示,主生产设备的出口汇总振槽1设置支架2,支架2横跨出口汇总振槽1,支架2位于出口汇总振槽1上方的位置沿宽度方向间隔设置两个拍摄部件3。通过设置支架2,可防止设备工作时的振动传递至拍摄部件3影响检测结果。对于光线不足的工位,采用红外线摄像头。可选地,可避免安装在灰尘较多的位置,或者也可根据情况增加电磁阀喷吹装置定时清洁拍摄部件3的镜头。
88.2、拍摄部件3的控制和信号采集:
89.本公开实施例可采用适用于工业环境并具有识别能力的高性能摄像头,通过构建专网管理和配置摄像头,识别物流后以io开关量信号方式与电控系统集成,结合现有逻辑控制程序,实现输送设备有料启动,无料待机的节能工作模式。
90.3、组网和配电:
91.本公开的实施例可在现场增设poe管理交换机6,实现为拍摄部件3组网的同时进行供电。例如,poe管理交换机6可采用s1730s-l8p-a交换机:支持8个10/100/1000base-t/poe+以太网端口;支持多类型终端远距离poe供电,无断电忧虑;提供pd兼容性检测poe;能对符合802.3af和802.3at标准的pd设备供电;poe管理交换机6安装在现场的电控柜或子站箱中,220vac供电。
92.4、信号采集:
93.每台拍摄部件3可带有1个io(24v dc)信号输出,无源干触点,在无料识别状态下,输出0信号(0vdc),反之输出1信号(24vdc),根据现场电控系统的分布,可接入就近的子站或主柜plc模块中。
94.5、控制设备启停:
95.本公开的“节能控制”不同于传统的生产线控制方式,从生产安全和可靠性考虑,在控制模式上加以区分,因此,需要在原有的控制基础上增加“常规控制”和“节能控制”模式切换选择开关(bool值),在plc中增加状态值。
96.常规控制模式:状态默认值0,原有设备的控制方式;
97.节能控制模式:状态值1,在原有设备控制程序中,将状态值加入到能够采用节能控制的控制程序中,当拍摄部件3检测到“有料”状态为“1”时,启动设备,为“0”时,延时停止运行设备。
98.模式切换可以按钮形式设置在现有监控系统中,可通过权限限制不同人员使用,可在生产过程中任意切换。
99.当处于“节能模式”时,设备会根据探测到的有料信号随时启动,因此,从安全性方面考虑,应在对应拍摄部件3的检测位置设置声光警示装置,以不同的灯柱颜色的方式闪烁警示现场操作人员注意安全。
100.6、其它设备的运行方式:
101.(1)储柜出料底带:物料松散机10的上游设有储柜,图中未示意出,工艺段启动后自动运行,储柜出口设有物料检测部件,例如光电管,在检测到储柜出口物料,或者底带计数100%的情况下,延时后停止设备,同时延时停止后续物料松散机10。因为在批次生产料尾阶段,已经没有物料在储柜中,或者底带已经走完了整个储柜皮带长度,都说明物料已经从储柜中输送完毕。
102.(2)喂料机根据物料来料启动的控制,或根据机体上的光电检测开关在原有程序上实现无料待机有料运行。
103.7、拍摄部件3的布置:
104.以梗丝处理段为例,设置三个拍摄部件3,分别是:
105.第一拍摄部件31:设置在物料松散机10(例如压梗机)的第一出口汇总振槽11上方,物料松散机10始终处于运转状态,当第一出口汇总振槽11上方识别有料后,控制器4自动启动第一输送机12、第二输送机13、第三输送机14、第四输送机15和第五输送机16,以使物料进入切物料机18(例如,切梗丝机)运行。当判断无料后按照物流方向延时停止设备,停止时处于节能待机状态。
106.第二拍摄部件32:设置在切物料机18(例如切梗丝机)的第二出口汇总振槽19上方,切物料机18始终处于运转状态,切物料机18附近可设置电控柜17,用于为切物料机18提供电源和控制系统,与切物料机18相关的用电设备和器件均可放置在电控柜17中。当第二出口汇总振槽19上方识别有料后,控制器4自动启动第六输送机20、第七输送机21、第一储柜22及其中的布料车、第八输送机23、第九输送机24、第十输送机25和第十一输送机26,以使物料进入加料机27(例如梗丝加料机),当判断无料后按照物流方向延时停止设备,停止时处于节能待机状态。
107.第三拍摄部件33:设置在加料机27(例如梗丝加料机)的第三出口汇总振槽28上方,加料机27要始终处于运转状态,当第三出口汇总振槽28上方识别有料后,控制器自动启动第十二输送机29、第十三输送机30和第二储柜34及其中的布料车。当判断无料后按照物流方向延时停止设备,停止时处于节能待机状态。
108.8、拍摄部件3的参数调整:
109.拍摄部件3的安装高度和角度可通过多次试验获得,可根据不同牌号不同批次来料特性的多样性变化,动态调整拍摄部件3识别到物料的使能阀值。其中,使能阈值是拍摄部件3识别到物料的像素点量,使能阀值跟来料特性有关,有的批次来料质量一般比较黑,有的来料质量较好,比较黄,通过视觉检测的像素点量大小是不太一致的,因此需要调整使能阈值。
110.设置使能阀值的过程是试验的过程,现场通过拍摄部件3检测物料来料的时候可以检测到的像素点量大小能够作为触发条件时,记录该阀值。通过多次实验,最终拟合出最佳的使能阀值。
111.通过不断调参优化,使得最终拍摄部件3检测到物料的使能阀值能够满足所有牌号烟丝的加工特性。该方法能提高拍摄部件3识别物料的控制精度,能提高各批次加工过程中通过拍摄部件3识别物料使能设备启停控制的稳定性,提升生产过程精细化控制能力。
112.在实际应用中,期望通过拍摄部件3识别出口汇总振槽1上物料流量的大小精度越高越好,越高说明过程控制越稳定。若连续两个批次拍摄部件3识别出口汇总振槽1上物料流量的大小的误差都增大,说明生产过程中出现了新的变化,导致当前拍摄部件3识别设备上物料流量的大小的使能阀值与生产实际不相适应了,因此需要对当前拍摄部件3物料流量的大小的使能阀值进行调整。
113.此种基于机器视觉技术的生产控制模式及方法,通过调用安装在设备上方的物料流量监测摄像头反馈控制模型来使能设备自动控制的启停以控制设备运行效率的提升,解决现有批次间、料头前、料尾后设备空转待料的问题,能有效提升加工过程中设备使用效能,有利于提升烟厂智能制造生产过程精度控制能力。
114.本公开以现有控制系统为基础,根据工艺段内设备特点,在物料输送环节特定点,增加专门用于物料到达/离开探测的机器视觉检测装置。基于机器视觉技术的融合运用,可以实现在生产现场增设物料识别拍摄部件3的方式判断物料是否到达,确定物料的输送位置。除了必须要持续运行的主机设备或加工设备,可将辅联设备分组,通过拍摄部件3识别每组起始设备是否有料,输出信号联动控制器4控制设备的启动或待机,实现有料运转无料待机,可减少工艺设备不必要的空转待料时间,以提高设备利用率,达到节能效果。
115.其次,本公开提供了一种基于上述实施例烟草生产系统的控制方法,在一些实施例中,包括:
116.通过拍摄部件3检测出口汇总振槽1中是否有烟草物料;
117.在拍摄部件3检测到相应的出口汇总振槽1中有烟草物料的情况下,启动与该出口汇总振槽1连接的一组辅联设备。
118.该实施例通过拍摄部件3检测主生产设备的出口汇总振槽1中是否有烟草物料,以准确判断出该主生产设备下游一组辅联设备的开启时机,只有在出口汇总振槽1中有烟草物料的情况下才开启下游一组辅联设备,可解决烟草生产系统生产过程中工艺设备不必要的空转待料的问题,提高了烟草生产系统设备的使用效能,达到更加节能的智能生产控制模式。
119.在一些实施例中,控制方法还包括:
120.在拍摄部件3检测到相应的出口汇总振槽1中无烟草物料的情况下,沿烟草物料输送方向延时停止与该出口汇总振槽1连接的一组辅联设备。
121.该实施例在通过拍摄部件3检测到相应的出口汇总振槽1中无烟草物料的情况下,说明该出口汇总振槽1所在的主生产设备中无物料输出,将辅联设备关闭可减少其工作耗费的能量,达到节能效果。延时停止可保证出口汇总振槽1中当前的烟草物料输送完毕。
122.本公开中所描述的控制器4可以为用于执行本公开所描述功能的通用处理器、可编程逻辑控制器(programmable logic controller,简称:plc)、数字信号处理器(digital signal processor,简称:dsp)、专用集成电路(application specific integrated circuit,简称:asic)、现场可编程门阵列(field-programmable gate array,简称:fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件或者其任意适当组合。
123.以上所述仅为本公开的示例性实施例,并不用以限制本公开,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1