一种发热组件、雾化器、电子雾化装置以及制造方法与流程
1.本技术涉及电子雾化技术领域,尤其涉及一种发热组件、雾化器、电子雾化装置以及制造方法。
背景技术:
2.电子雾化装置包括储液容器和发热组件,储液容器用于储存待雾化的液态基质,发热组件将液态基质雾化成气溶胶。相关技术中,储液容器中的液态基质过量或者不能及时导流至发热组件的发热面,容易导致发热组件产生干烧的问题。
技术实现要素:
3.有鉴于此,本技术期望提供一种能够提升储液效果的发热组件、雾化器、电子雾化装置以及制造方法。
4.为达到上述目的,本技术一方面提供一种发热组件,包括:
5.第一基体,形成有中间通道;
6.第二基体,形成有容纳通道,所述第一基体容设于所述容纳通道中,所述第一基体的外周面和所述容纳通道的壁面之间具有间隔空间,所述间隔空间空置或填充有多孔件,所述中间通道的壁面和所述第二基体的外周面其中一个为发热面,所述中间通道的壁面和所述第二基体的外周面其中另一个为进液面。
7.一些实施例中,所述第一基体形成有多个过流孔,所述第二基体形成有多个连通孔,所述过流孔连通所述中间通道和所述间隔空间,所述连通孔连通所述间隔空间和所述第二基体的外周面。
8.一些实施例中,所述过流孔的过流断面的面积与所述连通孔的过流断面的面积不相等。
9.一些实施例中,所述过流孔的孔径与所述连通孔的孔径不相等。
10.一些实施例中,所述中间通道的壁面为所述发热面,且所述第二基体的外周面为所述进液面,所述过流孔的孔径小于所述连通孔的孔径;或者,
11.所述中间通道的壁面为所述进液面,且所述第二基体的外周面为所述发热面,所述过流孔的孔径大于所述连通孔的孔径。
12.一些实施例中,所述第一基体的孔隙率与所述第二基体的孔隙率不相等。
13.一些实施例中,所述中间通道的壁面为所述发热面,且所述第二基体的外周面为所述进液面,所述第一基体的孔隙率小于所述第二基体的孔隙率;或者,
14.所述中间通道的壁面为所述进液面,且所述第二基体的外周面为所述发热面,所述第一基体的孔隙率大于所述第二基体的孔隙率。
15.一些实施例中,所述过流孔贯穿所述第一基体的外周面的孔口为过流口,所述连通孔贯穿所述容纳通道的壁面的孔口为连通口,所述连通口在所述第一基体上的投影与所述过流口至多部分重叠。
16.一些实施例中,所述第一基体的外周面的上端和所述容纳通道的壁面的上端之间的间距大于所述第一基体的外周面的下端和所述容纳通道的壁面的下端之间的间距。
17.一些实施例中,所述第一基体的外周面和所述容纳通道的壁面之间的间距从上至下逐渐增大。
18.一些实施例中,所述第一基体的轮廓形状呈圆柱形或圆锥台。
19.一些实施例中,所述第二基体的轮廓形状呈圆柱形或圆锥台。
20.一些实施例中,所述发热组件包括多个发热膜,多个所述发热膜间隔设置于所述发热面上。
21.一些实施例中,所述多孔件为陶瓷多孔结构。
22.本技术提供一种雾化器,,包括:
23.储液容器,用于储存待雾化的液态基质;
24.上述所述的发热组件,所述储液容器中的液态基质能够流动至所述进液面。
25.本技术另一方面提供一种电子雾化装置,包括:
26.上述所述的雾化器;
27.电源件,与所述发热组件电连接。
28.一些实施例中,所述电子雾化装置包括均与外界连通的进气通道和出气通道,所述发热组件位于所述进气通道和所述出气通道之间;
29.所述中间通道连通所述进气通道和所述出气通道;所述第二基体的外周面为所述电子雾化装置的气流通道的部分壁面,所述气流通道连通所述进气通道和所述出气通道。
30.本技术还提供一种制造方法,用于制造发热组件,所述发热组件包括第一基体和第二基体,所述第一基体形成有中间通道;所述第二基体形成有容纳通道,所述第一基体容设于所述容纳通道中,所述第一基体的外周面和所述容纳通道的壁面之间具有间隔空间,所述间隔空间空置或填充有多孔件,所述中间通道的壁面和所述第二基体的外周面其中一个为发热面,所述中间通道的壁面和所述第二基体的外周面其中另一个为进液面,所述制造方法包括:
31.制造与所述第一基体的结构嵌套的第一反模、以及与所述第二基体的结构嵌套的第二反模;
32.将所述第一反模套设于所述第二反模中,并在所述第一反模和所述第二反模之间放置隔断模,所述第一反模、所述第二反模和所述隔断模均放置于外模中以共同限定出模腔;
33.浆料填充所述模腔以形成生胚;
34.处理所述生胚以形成所述第一基体和所述第二基体。
35.一些实施例中,所述制造方法包括:
36.制造与所述第一基体的结构相同的第一母模、以及与所述第二基体的结构相同的第二母模,根据所述第一母模制造所述第一反模以及根据所述第二母模制造所述第二反模。
37.一些实施例中,处理所述生胚以形成所述第一基体和所述第二基体之后,所述制造方法包括:
38.在所述发热面镀膜或刷膜以形成发热膜。
39.一些实施例中,所述第一反模为软性材质和/或所述第一反模为一次性牺牲模。
40.一些实施例中,所述第二反模为软性材质和/或所述第二反模为一次性牺牲模。
41.一些实施例中,所述第一基体形成有多个过流孔,所述第二基体形成有多个连通孔,所述过流孔连通所述中间通道和所述间隔空间,所述连通孔连通所述间隔空间和所述第二基体的外周面,所述第一反模具有与所述过流孔嵌套的第一立柱,所述第二反模具有与所述连通孔嵌套的第二立柱。
42.一些实施例中,制造与所述第一基体的结构嵌套的第一反模、以及与所述第二基体的结构嵌套的第二反模,包括:
43.分别制造第一软性模板和第二软性模板,其中,所述第一软性模板包括第一平板和多个位于所述第一平板上的所述第一立柱,所述第二软性模板包括第二平板和多个位于所述第二平板上的所述第二立柱;
44.将所述第一平板卷绕成中空的圆环结构以形成所述第一反模,并将所述第二平板卷绕成中空的圆环结构以形成所述第二反模,其中,所述第一立柱朝向外侧,所述第二立柱朝向内侧。
45.一些实施例中,通过一体注塑形成所述第一软性模板;和/或,
46.通过一体注塑形成所述第二软性模板。
47.本技术实施例提供的发热组件,来自进液面的液体基质通过间隔空间导流至发热面,间隔空间能够起到导流和暂存液态基质的作用。间隔空间空置或者填充多孔件使得液态基质能够从进液面导入至发热面,间隔空间空置能够较大程度地提高储液量,多孔件能够提高锁液能力,起到缓释的作用,进一步均衡液态基质的流速,使得液态基质更均衡地释放至发热面。间隔空间能够存储一定量的液态基质,随着发热面上的液态基质逐渐蒸发,间隔空间中的液态基质能够及时补充至发热面,在一定程度上避免发热面发生干烧的现象。
附图说明
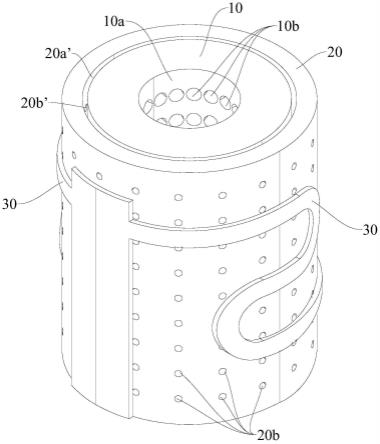
48.图1为本技术一实施例中发热组件的结构示意图;
49.图2为图1所示发热组件另一个视角的结构示意图;
50.图3为图1所示发热组件又一个视角的结构示意图;
51.图4为图3中a-a方向的剖视图;
52.图5为图3中b-b方向的剖视图;
53.图6为本技术一实施例中的电子雾化装置的结构示意图;
54.图7为本技术一实施例中的制造方法的流程框图;
55.图8为本技术一实施例中第一母模和第一反模的结构示意图;
56.图9为本技术一实施例中第一种第一反模的扫描电镜图;
57.图10为本技术一实施例中第二种第一反模的扫描电镜图;
58.图11为本技术一实施例中第三种第一反模的扫描电镜图。
59.附图标记说明
60.第一基体10;中间通道10a;过流孔10b;第二基体20;容纳通道20a;间隔空间20a’;连通孔20b;连通口20b’;发热膜30;
61.电子雾化装置100;进气通道100a;出气通道100b;
62.第一反模1;第一平板11;第一立柱12;第一母模2;
具体实施方式
63.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的技术特征可以相互组合,具体实施方式中的详细描述应理解为本技术宗旨的解释说明,不应视为对本技术的不当限制。
64.在本技术实施例中的方位术语仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。下面结合附图及具体实施例对本技术再作进一步详细的说明。
65.请参阅图1至图5、以及图11,本技术实施例一方面提供一种发热组件,发热组件包括第一基体10和第二基体20。
66.第一基体10形成有中间通道10a。具体地,中间通道10a沿第一基体10的高度方向延伸。
67.第二基体20形成有容纳通道20a。具体地,容纳通道20a沿第二基体20的高度方向延伸。需要说明的是,第一基体10的高度方向和第二基体20的高度方向一致。
68.第一基体10容设于容纳通道20a中,第一基体10的外周面和容纳通道20a的壁面之间具有间隔空间20a’,间隔空间20a’空置或填充有多孔件。请参阅图5,空置是指间隔空间20a’中不放置固体结构,也就是说,间隔空间20a’中为空气。多孔件是指内部具有多个彼此连通并与材料表面连通的孔洞的结构。也就是说,间隔空间20a’可以不放置固体结构或者填充多孔件,这样,间隔空间20a’空置或多孔件中的孔洞都便于暂存液态基质,也方便液态基质流通。
69.中间通道10a的壁面和第二基体20的外周面其中一个为发热面,中间通道10a的壁面和第二基体20的外周面其中另一个为进液面。例如,中间通道10a的壁面为发热面,则第二基体20的外周面为进液面。又例如,第二基体20的外周面为发热面,则中间通道10a的壁面为进液面。进液面是承接液态基质的表面,发热面是加热液态基质的表面。来自进液面的液体基质经过第一基体10、间隔空间20a’和第二基体20导流至发热面。
70.本技术实施例提供的发热组件,来自进液面的液体基质通过间隔空间20a’导流至发热面,间隔空间20a’能够起到导流和暂存液态基质的作用。间隔空间20a’空置或者填充多孔件使得液态基质能够从进液面导入至发热面,间隔空间20a’空置能够较大程度地提高储液量,多孔件能够提高锁液能力,起到缓释的作用,进一步均衡液态基质的流速,使得液态基质更均衡地释放至发热面。间隔空间20a’能够存储一定量的液态基质,随着发热面上的液态基质逐渐蒸发,间隔空间20a’中的液态基质能够及时补充至发热面,在一定程度上避免发热面发生干烧的现象。
71.第一基体10和第二基体20均可以流通液态基质。请参阅图5,第一基体10形成有多个过流孔10b,第二基体20形成有多个连通孔20b。过流孔10b连通中间通道10a和间隔空间20a’。连通孔20b连通间隔空间20a’和第二基体20的外周面。如此,液态基质能够通过过流孔10b、间隔空间20a’和连通孔20b在中间通道10a和第二基体20的外周面之间流通。示例性的,过流孔10b沿第一基体10的厚度方向贯穿第一基体10。也就是说,过流孔10b连通中间通道10a和第一基体10的外周面。连通孔20b沿第二基体20的厚度方向贯穿第二基体20。也就
是说,连通孔20b连通容纳通道20a和第二基体20的外周面。来自进液面的液体基质通过过流孔10b、间隔空间20a’和连通孔20b导流至发热面。
72.本实施例中,来自进液面的液体基质通过过流孔10b、间隔空间20a’和连通孔20b导流至发热面,过流孔10b、间隔空间20a’和连通孔20b均能够起到导流和暂存液态基质的作用。过流孔10b、间隔空间20a’和连通孔20b均能够存储一定量的液态基质,随着发热面上的液态基质逐渐蒸发,过流孔10b、间隔空间20a’和连通孔20b中的液态基质能够及时补充至发热面。
73.需要说明的是,本技术实施例中的多个是指数量包括两个以及两个以上。
74.本技术实施例提供的发热组件可以用于雾化器,雾化器包括储液容器和本技术任一项实施例中的发热组件,储液容器用于储存待雾化的液态基质。储液容器中的液态基质能够流动至进液面10a。
75.请参阅图6,本技术实施例提供的发热组件可以用于电子雾化装置100。电子雾化装置100包括本技术任一项实施例中的雾化器和电源件,电源件与发热组件电连接。电源件与发热组件电连接。电源件能够给发热组件供电,以便发热组件加热液态基质。
76.电子雾化装置100可以为电子烟。也就是说,液态基质可以为烟油。
77.示例性的,电子雾化装置100的轮廓形状可以大致呈长条形。如此,便于用户手指拿取电子雾化装置100。
78.电源件包括但不限于电池等能够提供电能的器件。
79.加热组件可以将液态基质加热至气化。例如,加热组件可以将烟油加热雾化成气溶胶。
80.本技术实施例提供的电子雾化装置100,间隔空间20a’空置或者填充多孔件使得液态基质能够从进液面导入至发热面,间隔空间20a’空置能够较大程度地提高储液量,多孔件能够提高锁液能力,起到缓释的作用,进一步均衡液态基质的流速,使得液态基质更均衡地释放至发热面。过流孔10b、间隔空间20a’和连通孔20b均能够存储一定量的液态基质,随着发热面上的液态基质逐渐蒸发,过流孔10b、间隔空间20a’和连通孔20b中的液态基质能够及时补充至发热面,在一定程度上避免发热面发生干烧的现象,能够有效提升用户体验。
81.一些实施例中,多孔件的多个孔洞可以为无序排列。也就是说,多孔件中的孔洞随机生成。
82.多孔件的材质不限,多孔件可以为高分子材质。
83.示例性的,一实施例中,多孔件为陶瓷多孔结构。也就是说,多孔件为陶瓷材质的多孔结构。
84.示例性的,多孔件可以由骨料、粘结剂及造孔剂等组分由高温烧结生成。在多孔件烧结过程中,造孔剂在多孔件中产生无序排列的孔洞。
85.一实施例中,中间通道10a贯穿第一基体10的高度方向的两个端面。
86.一实施例中,容纳通道20a贯穿第二基体20的高度方向的两个端面。
87.一些实施例中,第一基体10的多个过流孔10b呈有序排列。也就是说,多个过流孔10b按照设定规则排列。换句话说,多个过流孔10b的设定规则可以人为设计或控制。有序排列包括但不限于阵列排列。示例性的,一实施例中,多个过流孔10b可以一维阵列排列,即多
个过流孔10b按照一个方向间隔排列。一实施例中,多个过流孔10b可以二维阵列排列,即多个过流孔10b按照两个或者两个以上相交的方向间隔排列。
88.一些实施例中,第二基体20的多个连通孔20b呈有序排列。也就是说,多个连通孔20b按照设定规则排列。换句话说,多个连通孔20b的设定规则可以人为设计或控制。有序排列包括但不限于阵列排列。示例性的,一实施例中,多个连通孔20b可以一维阵列排列,即多个连通孔20b按照一个方向间隔排列。一实施例中,多个连通孔20b可以二维阵列排列,即多个连通孔20b按照两个相交的方向间隔排列。
89.第一基体10和第二基体20也可以为内部具有多个彼此连通并与材料表面连通的孔洞的多孔结构。第一基体10中的孔洞和第二基体20中的孔洞均可以为无序排列。第一基体10中的孔洞和第二基体20中的孔洞具有毛细作用,使得来自进液面的液体基质流经第一基体10中的孔洞、间隔空间20a’和第二基体20中的孔洞导流至发热面。
90.第一基体10和第二基体20的材质不限,示例性的,第一基体10和第二基体20均可以采用致密陶瓷材质或者多孔陶瓷材质。
91.一实施例中,过流孔10b的过流断面的面积与连通孔20b的过流断面的面积不相等。过流断面是与元流或总流即液态基质的所有流线正交的横截面,也就是垂直于流速簇的面。过流断面的面积的大小与液态基质的流速正相关,过流孔10b的过流断面的面积与连通孔20b的过流断面的面积不相等,使得液态基质流经过流孔10b的流速与液态基质流经连通孔20b的流速不相等,这样,不仅可以提高供液能力,还能减少反气。反气是指液体基质雾化后形成气溶胶反冲回发热组件,例如冲击过流孔10b和/或连通孔20b等等。
92.过流孔10b的横截面形状不限,示例性的,过流孔10b的横截面形状包括但不限于圆形、椭圆形或多边形等等。多边形可以为四边形、五边形或异形。
93.连通孔20b的横截面形状不限,示例性的,连通孔20b的横截面形状包括但不限于圆形、椭圆形或多边形等等。多边形可以为四边形、五边形或异形。
94.一实施例中,过流孔10b可以为直孔。也就是说,单个过流孔10b沿直线延伸。如此,过流孔10b易于成型,制造难度低。
95.一实施例中,过流孔10b为等径孔。也就是说,单个过流孔10b任意位置处的孔径相等。
96.一实施例中,连通孔20b可以为直孔。也就是说,单个连通孔20b沿直线延伸。如此,连通孔20b易于成型,制造难度低。
97.一实施例中,连通孔20b为等径孔。也就是说,单个连通孔20b任意位置处的孔径相等。
98.一实施例中,请参阅图4和图5,过流孔10b的孔径与连通孔20b的孔径不相等。示例性的,过流孔10b的横截面形状和连通孔20b的横截面形状均为圆形。孔径的大小与过流断面正相关,过流孔10b的孔径和连通孔20b的孔径不相等,使得液态基质流经过流孔10b的流速与液态基质流经连通孔20b的流速不相等,这样,不仅可以提高供液能力,还能减少反气。
99.一实施例中,中间通道10a的壁面为发热面,且第二基体20的外周面为进液面,过流孔10b的孔径小于连通孔20b的孔径。也就是说,来自第二基体20的外周面的液态基质依次流经连通孔20b、间隔空间20a’和过流孔10b后,导入至中间通道10a的壁面,在中间通道10a的壁面雾化成气溶胶。连通孔20b的孔径相对较大,这样便于第二基体20的外周面上的
液态基质快速进入连通孔20b中。过流孔10b的孔径相对较小,增大中间通道10a中的气溶胶冲回过流孔10b的难度,增加阻力,减少反气。
100.一实施例中,请参阅图1和图4,中间通道10a的壁面为进液面,且第二基体20的外周面为发热面,过流孔10b的孔径大于连通孔20b的孔径。也就是说,来自中间通道10a的壁面的液态基质依次流经过流孔10b、间隔空间20a’和连通孔20b后,导入至第二基体20的外周面,在第二基体20的外周面雾化成气溶胶。过流孔10b的孔径相对较大,这样便于中间通道10a的壁面上的液态基质快速进入过流孔10b中。连通孔20b的孔径相对较小,增大第二基体20的外周面的气溶胶冲回连通孔20b的难度,增加阻力,减少反气。
101.一实施例中,请参阅图1,第一基体10的孔隙率与第二基体20的孔隙率不相等。孔隙率与液态基质的流量正相关,第一基体10的孔隙率与第二基体20的孔隙率不相等,使得液态基质流经第一基体10的流量与液态基质流经第二基体20的流量不相等,这样,不仅可以改善供液效果,实现均衡供液,还能减少反气。
102.一实施例中,中间通道10a的壁面为发热面,且第二基体20的外周面为进液面,第一基体10的孔隙率小于第二基体20的孔隙率。也就是说,来自第二基体20的外周面的液态基质依次流经连通孔20b、间隔空间20a’和过流孔10b后,导入至中间通道10a的壁面,在中间通道10a的壁面雾化成气溶胶。第二基体20的孔隙率相对较大,这样便于液态基质快速补充至间隔空间20a’。第一基体10的孔隙率相对较小,降低中间通道10a中的气溶胶冲回间隔空间20a’的几率,增加阻力,减少反气。
103.一实施例中,请参阅图1和图4,中间通道10a的壁面为进液面,且第二基体20的外周面为发热面,第一基体10的孔隙率大于第二基体20的孔隙率。也就是说,中间通道10a的壁面的液态基质依次流经过流孔10b、间隔空间20a’和连通孔20b后,导入至第二基体20的外周面,在第二基体20的外周面雾化成气溶胶。第一基体10的孔隙率相对较大,这样便于液态基质快速补充至间隔空间20a’。第二基体20的孔隙率相对较小,降低第二基体20的外周面的气溶胶冲回间隔空间20a’的几率,增加阻力,减少反气。
104.一实施例中,过流孔10b贯穿第一基体10的外周面的孔口为过流口,连通孔20b贯穿容纳通道20a的壁面的孔口为连通口20b’,连通口20b’在第一基体10上的投影与过流口至多部分重叠。例如,连通口20b’在第一基体10上的投影与过流口可以部分重叠。又例如,连通口20b’在第一基体10上的投影与过流口不重叠,即连通口20b’在第一基体10上的投影与过流口完全错开。这样设计,即使有微量气溶胶进入过流孔10b或连通孔20b,由于连通口20b’在第一基体10上的投影与过流口至多部分重叠,过流孔10b或连通孔20b中微量的气溶胶也难以在连通口20b’和过流口之间直接流通,进一步增加了气溶胶流通难度,减少反气。
105.一实施例中,第一基体10的外周面的上端和容纳通道20a的壁面的上端之间的间距大于第一基体10的外周面的下端和容纳通道20a的壁面的下端之间的间距。也就是说,第一基体10的高度方向可以沿上下方向设置,第一基体10的外周面的上端和容纳通道20a的壁面的上端之间的间距较大,则间隔空间20a’的上部分的容积较大,能够容纳更多的液态基质;第一基体10的外周面的下端和容纳通道20a的壁面的下端之间的间距较小,则间隔空间20a’的下部分的容积较小,容纳的液态基质相对较少,如此设计,间隔空间20a’的上部分的毛细作用力比间隔空间20a’的下部分的毛细作用力大,抵抗重力的作用。
106.一实施例中,第一基体10的外周面和容纳通道20a的壁面之间的间距从上至下逐
渐增大。间距越小毛细作用越强,间距从上至下逐渐增大,则间距产生的毛细作用从上至下逐渐减小,如此设计,间隔空间20a’中的毛细作用力从上至下逐渐减小,抵抗重力的作用更好,使得液态基质能够在间隔空间20a’中分布更均匀,雾化效果更好。
107.第一基体10的轮廓形状可以为旋转体结构。一实施例中,请参阅图1,第一基体10的轮廓形状呈圆柱形或圆锥台。第一基体10的轮廓形状是指第一基体10在多维空间中的外轮廓形状。
108.第二基体20的轮廓形状可以为旋转体结构。一实施例中,请参阅图1,第二基体20的轮廓形状呈圆柱形或圆锥台。第二基体20的轮廓形状是指第二基体20在多维空间中的外轮廓形状。
109.示例性的,一些实施例中,可以是第一基体10和第二基体20均为圆柱形。另一些实施例中,可以是第一基体10和第二基体20均为圆锥台。又一些实施例中,第一基体10和第二基体20其中一个为圆柱形,第一基体10和第二基体20其中另一个为圆锥台。
110.一些实施例中,第一基体10的外轮廓形状还可以呈棱台。
111.一些实施例中,第二基体20的外轮廓形状还可以呈棱台。
112.一些实施例中,发热组件可以在发热面上设置一个发热膜30。这样,结构简单,易于实现电源件与发热膜30之间的电连接。发热膜30用于通电后加热发热面上的液态基质。例如,发热膜30可以将液态基质加热雾化成气溶胶。
113.一些实施例中,发热膜30包括正极、负极和电阻部,正极和负极间隔设置,电阻部电连接正极和负极。正极和负极分别用于与电源件的正极端子和负极端子连接。示例性的,正极和负极沿周向间隔设置,电阻部呈连续弯曲结构,电阻部的一端与正极电连接,电阻部的另一端与负极电连接。
114.可以理解的是,电阻部也可以呈直线或者其他形状的结构。
115.一实施例中,请参阅图1和图2,发热组件包括多个发热膜30,多个发热膜30间隔设置于发热面上。多个发热膜30之间电气隔离。这样,可以对发热面的不同区域分别独立加热,改善加热效果。
116.示例性的,一实施例中,每个发热膜30可以独立供电。每个发热膜30独立供电,则可以实现每个发热膜30的独立控制,从而可以单独调节每个发热膜30的加热温度和功率。例如,在雾化液态基质的过程中,可以通过控制发热膜30的启动数量和功率等,以实现节能或快速雾化等效果。
117.发热膜30的材质不限,示例性的,发热膜30包括但不限于金属和/或合金等等。例如,发热膜30为铝、金、银、铜、镍铬合金、镍铬铁合金、铁铬铝合金、镍、铂或钛等等。
118.发热膜30的电阻值可以根据需求设定,示例性的,本技术中,发热膜30的电阻值在0.2ω(欧姆)-0.8ω之间。如此,发热膜30既能够快速升温,又能够较好地匹配电源件。
119.一实施例中,请参阅图6,电子雾化装置100包括均与外界连通的进气通道100a和出气通道100b,发热组件位于进气通道100a和出气通道100b之间,中间通道10a连通进气通道100a和出气通道100b。进气通道100a用于将外界空气引入电子雾化装置100,出气通道100b用于将液态基质雾化后的气溶胶导向用户嘴部。中间通道10a连通进气通道100a和出气通道100b,有利于空气和气溶胶的流动,减少发热组件对空气流动的阻碍,用户抽吸电子雾化装置100更加顺畅。
120.示例性的,一实施例中,请参阅图6,中间通道10a的壁面为发热面,且第二基体20的外周面为进液面,中间通道10a连通进气通道100a和出气通道100b,有利于进气通道100a引入的外界空气携带中间通道10a中的气溶胶顺畅地流动至出气通道100b,用户体验好。
121.示例性的,一些实施例中,电子雾化装置包括具有容纳腔的外壳,外壳形成进气通道和出气通道,发热组件位于容纳腔中。
122.一实施例中,第二基体的外周面为电子雾化装置的气流通道的部分壁面,气流通道连通进气通道和出气通道。也就是说,电子雾化装置包括气流通道,第二基体的外周面可以与容纳腔的腔壁面共同限定出气流通道。如此,便于灵活设计气流通道,气流通道的容积可以较大。
123.示例性的,一实施例中,第二基体的外周面为发热面,且中间通道10a的壁面为进液面,第二基体的外周面为气流通道的部分壁面,气流通道连通进气通道100a和出气通道100b。气流通道的容积较大,第二基体的外周面产生的气溶胶能够更大量且更平缓地流动至出气通道100b。
124.请参阅图7,本技术实施例还提供一种制造方法,用于制造发热组件,发热组件包括第一基体10和第二基体20,第一基体10形成有中间通道10a;第二基体20形成有容纳通道20a,第一基体10容设于容纳通道20a中,第一基体10的外周面和容纳通道20a的壁面之间具有间隔空间20a’,间隔空间20a’空置或填充有多孔件,中间通道10a的壁面和第二基体20的外周面其中一个为发热面,中间通道10a的壁面和第二基体20的外周面其中另一个为进液面,所述制造方法包括:
125.s100、制造与所述第一基体的结构嵌套的第一反模、以及与所述第二基体的结构嵌套的第二反模。
126.请参阅图8至图11,第一反模1的结构与第一基体10的结构嵌套,也就是说,第一反模1的所有面能够与第一基体10的所有面重叠。第二反模的结构与第二基体20的结构嵌套,也就是说,第二反模的所有面能够与第二基体20的所有面重叠。
127.s200、将所述第一反模套设于所述第二反模中,并在所述第一反模和所述第二反模之间放置隔断模,所述第一反模、所述第二反模和所述隔断模均放置于外模中以共同限定出模腔。
128.外模的轮廓形状可以与第二基体20的轮廓形状适配,外模朝向第二反模的面与第二反模共同构成模腔。
129.示例性的,第二反模的轮廓形状呈旋转体形,则外模也为相同的旋转体形,且第二反模的面的数量和外模的面的数量相等。另外,第二反模的面的形状和外模的面的形状一一对应且相同,但是,第二反模的体积和外模的体积可以不同。
130.示例性的,隔断模也可以为一次性牺牲模。如此,便于在第一基体和第二基体之间形成间隔空间。
131.一些实施例中,隔断模可以为致密实体。这样,去除隔断模后即形成空置的间隔空间。
132.一些实施例中,隔断模也可以为多孔结构。如此,在浆料填充且去除隔断模后即形成多孔件。
133.隔断模的材质不限,隔断模可以为高分子材料。
134.s300、浆料填充所述模腔以形成生胚。
135.浆料为第一基体10和第二基体20的组成材料,例如浆料可以为陶瓷材料。浆料具有一定温度,以便浆料呈流动的液态。浆料的温度下降至凝固点以下则呈固态。浆料凝固成固态后形成生胚。
136.s400、处理所述生胚以形成所述第一基体和所述第二基体。
137.根据生胚的情况进行二次处理后形成第一基体10和第二基体20。
138.本技术提供的制造方法可以用于制造本技术任一实施例中的发热组件。
139.相关技术中,需要采用激光诱导、腐蚀成孔等等方式形成第一基体的过流孔和第二基体的连通孔,此种生产方式不仅生产设备成本高,对工艺要求也较高。
140.本技术实施例的制造方法,先制造与第一基体10的结构嵌套的第一反模1、以及与第二基体20的结构嵌套的第二反模,再利用第一反模1和第二反模注浆形成第一基体10和第二基体20,模具相对简单,生产设备成本较低,而且制造工艺较为简单,能够适应批量生产,能够极大地提高产品良率,降低材料损耗,生产效率高。
141.示例性的,一些实施例中,可以分别制造第一软性模板和第二软性模板,其中,所述第一软性模板包括第一平板,所述第二软性模板包括第二平板;
142.将所述第一平板卷绕成中空的圆环结构以形成所述第一反模,并将所述第二平板卷绕成中空的圆环结构以形成所述第二反模。
143.一些实施例中,请参阅图8至图11,第一基体10形成有多个过流孔10b,第二基体20形成有多个连通孔20b,过流孔10b连通中间通道10a和间隔空间20a’,连通孔20b连通间隔空间20a’和第二基体20的外周面,第一反模1具有与过流孔10b嵌套的第一立柱12,第二反模具有与连通孔20b嵌套的第二立柱。
144.请参阅图8至图11,第一反模1的结构与第一基体10的结构嵌套,也就是说,第一反模1的所有面能够与第一基体10的所有面重叠,第一反模1的第一立柱12能够嵌入第一基体10的过流孔10b中。第二反模2的结构与第二基体20的结构嵌套,也就是说,第二反模的所有面能够与第二基体20的所有面重叠,第二反模的第二立柱能够嵌入第二基体20的连通孔20b中。
145.第一立柱12的长度可根据过流孔10b长度而确定,一些实施例中,第一立柱12的长度不小于过流孔10b的长度。如此,以便保证最终形成的过流孔10b为通孔。
146.第二立柱的长度可根据连通孔20b长度而确定,一些实施例中,第二立柱的长度不小于连通孔20b的长度。如此,以便保证最终形成的连通孔20b为通孔。
147.以浆料为陶瓷为例,s300、浆料填充所述模腔以形成生胚,可以包括:
148.s310、通过光固化的方式使得所述模腔中的浆料固化形成所述生胚。
149.这样可以使得模腔中的陶瓷浆料快速固化,以节约固化时长。例如可以通过紫外光固化陶瓷浆料。
150.一实施例中,s400、处理所述生胚以形成所述第一基体和所述第二基体,包括:
151.s410、将所述生胚烧结以形成所述第一基体和所述第二基体。
152.将生胚进行高温排胶和烧结后形成第一基体10和第二基体20。
153.可以理解的是,在生胚的过流孔10b和/或连通孔20b被残留的浆料堵塞的情况下,可以对生胚进行通孔处理。
154.一实施例中,所述制造方法包括:
155.s500、制造与所述第一基体的结构相同的第一母模、以及与所述第二基体的结构相同的第二母模,根据所述第一母模制造所述第一反模以及根据所述第二母模制造所述第二反模。
156.请参阅图8,本实施例中,可以通过一个或少量的第一母模2和第二母模,批量生成大量的第一反模1和第二反模。
157.第一母模2和第二母模生产方式不限,示例性的,第一母模2和第二母模可以通过钻孔等方式生产。第一母模2和第二母模的需求量小,并且加工成型方式可以多样,能够有效控制生产成本。
158.可以理解的是,第一反模1与第一母模2嵌套。第二反模与第二母模嵌套。
159.一实施例中,处理所述生胚以形成所述第一基体和所述第二基体之后,所述制造方法包括:
160.在所述发热面镀膜或刷膜以形成发热膜。
161.示例性的,一实施例中,可以通过物理气相沉积或化学气相沉积的方式,在发热面沉积发热膜30。如此,在发热面镀膜形成发热膜30。这种方式,一方面,发热膜30能够与发热面紧密结合,减少装配步骤,另一方面,发热膜30的厚度可以在微米或纳米级厚度范围内,这样不仅可以满足发热组件整体小型化的需求,还可以节省发热膜30的材料。
162.示例性的,一实施例中,在发热面刷膜以形成发热膜30。示例性的,采用刮涂导电浆料、制备厚膜的方式制得发热膜30。
163.一实施例中,第一反模1为软性材质。如此,一方面,第一反模1的成本较低;另一方面,第一反模1容易从第一母模2上脱离下来,第一反模1也容易和生胚分离,既不易损害第一母模2,也不易损害生胚。
164.软性材质包括但不限于软性聚合物材料。例如,软性硅胶或软性树脂等等。
165.一实施例中,第一反模1为一次性牺牲模。一次性牺牲模是指完成单个第一基体10生产即废弃的模。如此,在将第一反模1与生胚分离时,可以破坏第一反模1,这样,第一反模1可以与生胚快速分离,便于操作。
166.一实施例中,第二反模为软性材质。如此,一方面,第二反模的成本较低;另一方面,第二反模容易从第二母模上脱离下来,第二反模也容易和生胚分离,既不易损害第二母模,也不易损害生胚。
167.软性材质包括但不限于软性聚合物材料。例如,软性硅胶或软性树脂等等。
168.一实施例中,第二反模为一次性牺牲模。一次性牺牲模是指完成单个第一基体10生产即废弃的模。如此,在将第二反模与生胚分离时,可以破坏第二反模,这样,第二反模可以与生胚快速分离,便于操作。
169.一实施例中,制造与所述第一基体的结构嵌套的第一反模、以及与所述第二基体的结构嵌套的第二反模,包括:
170.s110、分别制造第一软性模板和第二软性模板,其中,所述第一软性模板包括第一平板和多个位于所述第一平板上的所述第一立柱,所述第二软性模板包括第二平板和多个位于所述第二平板上的所述第二立柱。
171.第一软性模板是在较小的作用力下能够发生形变的结构。第一软性模板为一体成
型结构,能够减少装配步骤,从而简化制造工艺。
172.第二软性模板是在较小的作用力下能够发生形变的结构。第二软性模板为一体成型结构,能够减少装配步骤,从而简化制造工艺。
173.示例性的,第一母模2和第二母模均可以采用硬性材质例如金属材质或钢材,这样,以便第一母模2和第二母模可以多次反复使用。第一平板11容易从第一母模2上脱离下来,第二平板容易从第二母模上脱离下来,降低第一反模1和第二反模的制造难度。
174.s120、将所述第一平板卷绕成中空的圆环结构以形成所述第一反模,并将所述第二平板卷绕成中空的圆环结构以形成所述第二反模,其中,所述第一立柱朝向外侧,所述第二立柱朝向内侧。
175.这里,利用第一软性模板的形变能力将第一平板11卷绕成中空的圆环结构以构成第一反模1的立体形态。利用第二软性模板的形变能力将第二平板卷绕成中空的圆环结构以构成第二反模的立体形态。
176.一实施例中,通过一体注塑形成第一软性模板。示例性的,可以采用热压工艺将高温熔融的聚合物材料形成的熔体压入第一母模2中,待冷却后,脱除第一母模2,即可得到第一软性模板。
177.一实施例中,通过一体注塑形成第二软性模板。示例性的,可以采用热压工艺将高温熔融的聚合物材料形成的熔体压入第二母模中,待冷却后,脱除第二母模,即可得到第二软性模板。
178.示例性的,一实施例中,第一基体10和第一反模1的轮廓形状均呈圆柱形,第一软性模板包括呈长方形的第一平板11,通过卷绕将第一平板11的两条侧边连接以形成立体的圆柱形的第一反模1,圆柱体形的第一反模1的轴向两侧开口。可以理解的是,第二基体20和第二反模的轮廓形状均呈圆柱形的情况下,第二反模的形成方式与上述相同,在此不再赘述。
179.示例性的,一实施例中,第一反模1的轮廓形状呈圆锥台,第一软性模板包括呈等腰梯形的第一平板11,通过卷绕将第一平板11的两条腰连接以形成立体的圆锥台的第一反模1,圆锥台的第一反模1的轴向两侧开口。可以理解的是,第二基体20和第二反模的轮廓形状均呈圆锥台的情况下,第二反模的形成方式与上述相同,在此不再赘述。
180.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不仅限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围后,可轻易想到变化或替换,都应涵盖在本技术的保护范围之后。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1