一种含有膨体纱的过滤嘴的制作方法
1.本发明涉及一种过滤嘴,属于烟制品领域,尤其涉及一种含有膨体纱的过滤嘴。
背景技术:
2.现有的烟制品中,无论是卷烟,还是加热非燃烧烟,都会在其入口端设置一个过滤嘴以降低烟气的温度,并吸附有害物质。现有的过滤嘴多采用醋酸纤维来制作。
3.醋酸纤维是以木材、棉短绒为原料,经与醋酸等化工原料反应制得纺丝原料醋片后再经纺丝制得的纤维,而烟制品过滤嘴所用的丝束则主要是二醋酸纤维。醋酸纤维滤嘴是现今低焦油与高焦油卷烟消费者都广泛接受的机械过滤嘴,它无毒、无味、耐冲击、耐油、不带静电,吸阻小、吸附力强,且具有很好的弹性与热稳定性。
4.但是,醋酸纤维的设备、材料主要依靠进口,成本很高,尤其是设备制造技术长期被国外垄断,扩产成本高,导致现有生产能力不足,即使现阶段醋片大部分用于生产烟用滤棒,也不能满足市场需求,并且,还限制了醋片在其他纺织应用领域的发展。
5.造成目前局面的根本原因在于,缺乏一种新的设计来替代二醋酸纤维在烟用滤棒(过滤嘴里的芯段)方面的应用,导致二醋酸纤维绝大部分被限制在烟用滤棒上,为此,急需一种新的设计,来替代二醋酸纤维在烟用滤棒方面的作用,从而打破国外在设备技术方面对国内的卡脖子。
6.公开该背景技术部分的信息仅仅旨在增加对本专利申请的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
7.本发明的目的是克服现有技术中存在的无法替代二醋酸纤维在烟用过滤嘴方面应用的缺陷与问题,提供一种能够替代二醋酸纤维在烟用过滤嘴方面应用的含有膨体纱的过滤嘴。
8.为实现以上目的,本发明的技术解决方案是:一种含有膨体纱的过滤嘴,包括外包层及裹于其内部的过滤单元;所述过滤单元包括至少两根膨体纱,过滤单元由头至尾的走向与烟气的走向一致,相邻的膨体纱相互接触,构成过滤单元外侧围的膨体纱的外侧部与外包层的内侧壁相接触;所述膨体纱包括高收缩的芯纱与低收缩的外纱,芯纱、外纱的数量都至少为一根,所述芯纱位于其所在膨体纱的中部,所述外纱缠绕在芯纱的外部,外纱沿芯纱呈现为依次连接的多个线圈,单个线圈的直径大于芯纱的直径。
9.所述线圈包括圈侧条及与其两端相连接的圈高点、圈低点,圈高点、圈低点分别位于芯纱的上方、下方,所述圈高点、圈低点的布置结构为以下任意一种:圈高点、圈低点中至少有一点与芯纱的外侧围相接触;
圈高点、圈低点均远离芯纱设置,圈高点与芯纱之间夹成有高圈间隙,圈低点与芯纱之间夹成有低圈间隙。
10.所述膨体纱中,相邻的线圈之间存在圈圈间隙。
11.相邻的两根膨体纱中,一根膨体纱上的至少一个圈圈间隙中插入有另一根膨体纱上的线圈,且单个圈圈间隙中插入的线圈的数量至少为一个。
12.所述膨体纱中,外纱呈螺旋式结构环环缠绕在芯纱的外部,所述螺旋式结构中的环是指线圈。
13.所述过滤单元中所有膨体纱的布置结构为以下任意一种:所有的膨体纱并排堆积,且每根膨体纱由头至尾的走向都与烟气的走向一致;所有的膨体纱相互绞缠或编织成一根纱棒,该纱棒由头至尾的走向与烟气的走向一致。
14.所述过滤单元包括至少两根子单元,所有子单元由头至尾的走向与烟气的走向一致;所述子单元中包括至少两根膨体纱,单根子单元中所有膨体纱的布置结构为以下任意一种:所有的膨体纱并排堆积,且每根膨体纱由头至尾的走向都与烟气的走向一致;所有的膨体纱相互绞缠或编织成一根子纱棒,该子纱棒由头至尾的走向与烟气的走向一致。
15.所述过滤单元包括至少一根卷棒,该卷棒由头至尾的走向与烟气的走向一致,卷棒由中间布卷绕而成,该中间布由多根膨体纱纺织而成。
16.所述过滤单元包括多个折叠的过滤薄片,单个过滤薄片的长度小于或等于过滤单元的长度,所述过滤薄片由多根膨体纱纺织而成。
17.所述过滤嘴还包括多根侧入丝,该侧入丝的布置结构为以下任意一种或任意组合:单根侧入丝的一端与外包层的内侧壁相连接,单根侧入丝的另一端位于过滤单元的内部;单根侧入丝的一端与外包层的内侧壁相连接,单根侧入丝的另一端穿经过滤单元之后或者与过滤单元相接触之后,再与外包层的内侧壁相连接;单根侧入丝的一端与外包层的内侧壁相连接,单根侧入丝的另一端与过滤单元的外侧围相接触。
18.与现有技术相比,本发明的有益效果为:1、本发明一种含有膨体纱的过滤嘴中,包括外包层及裹于其内部的过滤单元,其中,过滤单元包括至少两根膨体纱,每根膨体纱都包括位于中部的芯纱及其外部包缠的外纱,外纱在芯纱上的包缠结构呈现为沿芯纱轴向的依次连接的多个线圈,单个线圈的直径大于芯纱的直径,该设计的优点包括:首先,膨体纱的独特构造具备较强的蓬松性,该蓬松性能够提供外扩的张力,该种张力有利于过滤单元与外包层之间结合的稳定性与牢固性;其次,膨体纱上沿其轴向设置的多个线圈能够丰富过滤单元的内部空间,延长烟气在过滤单元中通过路径的长度,提升对烟气中有害物质的吸附效果;再次,单根膨体纱由芯纱、外纱制作,可调性较强,生产过程中可调节纤维的细度(既可以筛选不同细度的原材料纤维,还可以控制生产工艺),以将膨体纱的直径制作成远小于现有的二醋酸纤维,从而扩大过滤
单元整体的比表面积,进而提升过滤单元的整体吸附能力。可见,本设计结合膨体纱自身的结构特点,以膨体纱为基础,将其以合适的构造设置为过滤单元之后,能够发挥过滤嘴的功能,而膨体纱的制造设备、制造工艺在国内已经存在,不会受到国外技术的限制,投入成本大幅降低,从原料到设备到技术都可以在国内完成,突破卡脖子的现状,利于产能的提升,以解放现有醋酸纤维的产能。因此,本发明能够替代二醋酸纤维在烟用过滤嘴方面的应用。
19.2、本发明一种含有膨体纱的过滤嘴中,以膨体纱为过滤单元的基本组成单位,而单根膨体纱由芯纱、外纱制作,可调性较强,能够对过滤单元的孔隙率进行较大幅度的调整,其调整方式多样,如调节膨体纱的原材料中高收缩纤维、低收缩纤维之间的纤维比例;调节膨体纱制作过程中纱线的捻系数;调节膨体纱制作过程中湿热定型处理时的蓬松度。可见,本设计在过滤单元的孔隙率方面具备较强的调整功能,从而在过滤嘴的压降方面具备较强的调整能力,既不会压降偏低,限制烟碱、甘油的过滤效率,也不会压降偏高,导致吸烟者会因抽吸费力而难于接受,利于获得吸烟者的认可。因此,本发明不仅压降可调能力较强,而且能够兼顾吸附、抽吸舒适度,利于被吸烟者接受。
20.3、本发明一种含有膨体纱的过滤嘴中,单个线圈包括圈侧条及与其两端相连接的圈高点、圈低点,圈高、低点分别位于芯纱的上、下方,其中,圈高、低点的布置结构多样,既可以是圈高点、圈低点中至少有一点与芯纱的外侧围相接触(第一种),也可以是圈高点、圈低点均远离芯纱设置,圈高点与芯纱之间夹成有高圈间隙,圈低点与芯纱之间夹成有低圈间隙(第二种),尤其是第二种,其在应用时具备更丰富的空间层次,能够进一步延长烟气在过滤单元中通过路径的长度,提升对烟气中有害物资的吸附效果。因此,本发明的吸附效果较强。
21.4、本发明一种含有膨体纱的过滤嘴中,过滤单元中所有膨体纱的布置结构多种多样,各有偏重,如膨体纱并排堆积,如膨体纱以纱棒、卷棒或过滤薄片的形式存在,从而适应不同的需求,如各种压降、吸附效果、支撑效果之间的协调,尤其当相邻的两根膨体纱中,发生圈圈间隙、线圈对插的情况时,会提供更长的烟气通过途径,增强吸附效果,同时,还能增强支撑效果。因此,本发明的可调性较强,能够兼顾过滤嘴的多重性能。
22.5、本发明一种含有膨体纱的过滤嘴中,还可在过滤嘴中增设多根侧入丝,该侧入丝的布置结构多样,基本原则是侧入丝上至少一端与与外包层的内侧壁相连接,至于侧入丝的另一端则不限定必须与外包层的内侧壁相连接,但侧入丝必须与过滤单元相接触,最好是能够发生相互交接,如位于过滤单元的内部或者穿经过滤单元而过,如此一来能够给过滤单元提供类似纵向的支撑力,起到稳定过滤嘴的作用,二来能够将过滤单元中已有的烟气流通途径进行再次划分,增加空间层次,延长烟气途径,此外,在该设计的基础上,如果能够将侧入丝的材质限定为pla的话,那还能发挥pla的吸热效果,以降低烟气的温度,提升抽吸的舒适度,同时,pla吸热后会发生形态变化,该变化能够增强过滤单元内部结构之间的连接牢固度,或者过滤单元、侧入丝之间的连接效果,从而提升整个过滤嘴的牢固度。因此,本发明不仅吸附、降温的效果较好,而且整体的牢固度、稳定性较强。
附图说明
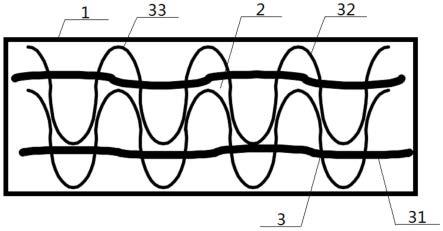
23.图1是本发明的结构示意图。
24.图2是图1中膨体纱的结构示意图。
25.图3是本发明中过滤单元内所有膨体纱并排堆积时的结构示意图。
26.图4是本发明中过滤单元内所有膨体纱相互绞缠或编织成纱棒时的结构示意图。
27.图5是本发明中的子单元在过滤单元中的分布示意图。
28.图6是本发明中的卷棒的结构示意图。
29.图7是本发明中的过滤薄片在过滤单元中的分布示意图。
30.图8是本发明中侧入丝与过滤单元的结合示意图。
31.图9是本发明中侧入丝与外包层的连接示意图。
32.图中:外包层1、过滤单元2、子单元21、子纱棒22、膨体纱3、芯纱31、外纱32、线圈33、圈高点331、圈侧条332、圈低点333、高圈间隙334、低圈间隙335、圈圈间隙34、纱棒4、卷棒5、中间布51、过滤薄片6、侧入丝7。
具体实施方式
33.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
34.参见图1—图9,一种含有膨体纱的过滤嘴,包括外包层1及裹于其内部的过滤单元2;所述过滤单元2包括至少两根膨体纱3,过滤单元2由头至尾的走向与烟气的走向一致,相邻的膨体纱3相互接触,构成过滤单元2外侧围的膨体纱3的外侧部与外包层1的内侧壁相接触;所述膨体纱3包括高收缩的芯纱31与低收缩的外纱32,芯纱31、外纱32的数量都至少为一根,所述芯纱31位于其所在膨体纱3的中部,所述外纱32缠绕在芯纱31的外部,外纱32沿芯纱31呈现为依次连接的多个线圈33,单个线圈33的直径大于芯纱31的直径。
35.所述线圈33包括圈侧条332及与其两端相连接的圈高点331、圈低点333,圈高点331、圈低点333分别位于芯纱31的上方、下方,所述圈高点331、圈低点333的布置结构为以下任意一种:圈高点331、圈低点333中至少有一点与芯纱31的外侧围相接触;圈高点331、圈低点333均远离芯纱31设置,圈高点331与芯纱31之间夹成有高圈间隙334,圈低点333与芯纱31之间夹成有低圈间隙335。
36.所述膨体纱3中,相邻的线圈33之间存在圈圈间隙34。
37.相邻的两根膨体纱3中,一根膨体纱3上的至少一个圈圈间隙34中插入有另一根膨体纱3上的线圈33,且单个圈圈间隙34中插入的线圈33的数量至少为一个(此即为圈圈间隙34、线圈33对插)。
38.所述膨体纱3中,外纱32呈螺旋式结构环环缠绕在芯纱31的外部,所述螺旋式结构中的环是指线圈33。
39.所述过滤单元2中所有膨体纱3的布置结构为以下任意一种:所有的膨体纱3并排堆积,且每根膨体纱3由头至尾的走向都与烟气的走向一致;所有的膨体纱3相互绞缠或编织成一根纱棒4,该纱棒4由头至尾的走向与烟气的走向一致。
40.所述过滤单元2包括至少两根子单元21,所有子单元21由头至尾的走向与烟气的走向一致;所述子单元21中包括至少两根膨体纱3,单根子单元21中所有膨体纱3的布置结
构为以下任意一种:所有的膨体纱3并排堆积,且每根膨体纱3由头至尾的走向都与烟气的走向一致;所有的膨体纱3相互绞缠或编织成一根子纱棒22,该子纱棒22由头至尾的走向与烟气的走向一致。
41.所述过滤单元2包括至少一根卷棒5,该卷棒5由头至尾的走向与烟气的走向一致,卷棒5由中间布51卷绕而成,该中间布51由多根膨体纱3纺织而成。
42.所述过滤单元2包括多个折叠的过滤薄片6,单个过滤薄片6的长度小于或等于过滤单元2的长度,所述过滤薄片6由多根膨体纱3纺织而成。
43.所述过滤嘴还包括多根侧入丝7,该侧入丝7的布置结构为以下任意一种或任意组合:单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端位于过滤单元2的内部;单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端穿经过滤单元2之后或者与过滤单元2相接触之后,再与外包层1的内侧壁相连接;单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端与过滤单元2的外侧围相接触。
44.本发明的原理说明如下:本发明中的膨体纱是指:先由两种不同收缩率的纤维混纺成纱线,然后将纱线放在蒸汽或热空气或沸水中处理,此时,收缩率高的纤维产生较大收缩,位于纱的中心(即为芯纱31),而混在一起的低收缩纤维(即为外纱32),由于收缩小,而被挤压再纱线的表面形成圈形(即为线圈33),从而形成结构蓬松、丰满、富有弹性的膨体纱。
45.本发明中的侧入丝7的材质优选为pla(聚乳酸),此外,侧入丝7的设置工艺优选为:先在展开的、平铺的外包层1上通过静电植绒的方式植入多根侧入丝7,再将过滤单元2放在平铺的外包层1上,然后将外包层1卷起,以将过滤单元2包裹在外包层1的内部,以构成过滤嘴,或者在包裹之后,经过多次切割,以获得多个过滤嘴。
46.本发明中的“烟气的走向”是指吸烟者在使用烟制品时,烟气在烟制品中的整体流向,即从产生烟气的部位流向末端过滤嘴的整体方向。
47.实施例1:参见图1与图2,一种含有膨体纱的过滤嘴,包括外包层1及裹于其内部的过滤单元2;所述过滤单元2包括至少两根膨体纱3,过滤单元2由头至尾的走向与烟气的走向一致,相邻的膨体纱3相互接触,构成过滤单元2外侧围的膨体纱3的外侧部与外包层1的内侧壁相接触;所述膨体纱3包括高收缩的芯纱31与低收缩的外纱32,芯纱31、外纱32的数量都至少为一根,所述芯纱31位于其所在膨体纱3的中部,所述外纱32缠绕在芯纱31的外部,外纱32沿芯纱31呈现为依次连接的多个线圈33,单个线圈33的直径大于芯纱31的直径。
48.实施例2:基本内容同实施例1,不同之处在于:参见图1与图2,每个线圈33都包括圈侧条332及与其两端相连接的圈高点331、圈低点333,圈高点331、圈低点333分别位于芯纱31的上方、下方,所述圈高点331、圈低点333的布置结构为以下任意一种:
圈高点331、圈低点333中一者或两者都与芯纱31的外侧围相接触;圈高点331、圈低点333均远离芯纱31设置,此时,圈高点331、圈低点333都不与芯纱31的外侧围相接触,圈高点331与芯纱31之间夹成有高圈间隙334,圈低点333与芯纱31之间夹成有低圈间隙335,应用时,高圈间隙334、低圈间隙335不仅能够增加蓬松程度,提供外扩的支撑力,而且高圈间隙334、低圈间隙335能丰富过滤单元2的内部空间,延长烟气的流通路径。
49.实施例3:基本内容同实施例1,不同之处在于:参见图1与图2,相邻的两根膨体纱3中,一根膨体纱3上的至少一个圈圈间隙34中插入有另一根膨体纱3上的线圈33,且单个圈圈间隙34中插入的线圈33的数量至少为一个(此即为圈圈间隙34、线圈33对插)。
50.实际应用时,不限定每个圈圈间隙34中都插入有线圈33,也不限定线圈33在圈圈间隙34中的插入深度。
51.实施例4:基本内容同实施例1,不同之处在于:参见图3,过滤单元2中所有膨体纱3的布置结构为:所有的膨体纱3并排堆积(一共有三根膨体纱3),且每根膨体纱3由头至尾的走向都与烟气的走向一致。
52.实施例5:基本内容同实施例1,不同之处在于:参见图4,过滤单元2中所有膨体纱3的布置结构为:所有的膨体纱3相互绞缠或编织成一根纱棒4(两根膨体纱3相互绞缠为一根纱棒4),该纱棒4由头至尾的走向与烟气的走向一致。
53.实施例6:基本内容同实施例1,不同之处在于:参见图5,该图为过滤单元2的横截面示意图,一个过滤单元2中包括三根子单元21,每根子单元21由头至尾的走向与烟气的走向一致。其中,三根子单元21的构造都不一样,分别为:两根膨体纱3并排堆积,且每根膨体纱3由头至尾的走向都与烟气的走向一致;两根膨体纱3相互绞缠成一根子纱棒22,该子纱棒22由头至尾的走向与烟气的走向一致;三根膨体纱3相互绞缠成一根子纱棒22,该子纱棒22由头至尾的走向与烟气的走向一致。
54.此外,对于膨体纱3并排堆积的构造,作了对比实验如下所示,其中,本例都是膨体纱3并排堆积的构造,区别只在于膨体纱3数量上的区别,由本例与现有的醋酸纤维滤棒(过滤嘴中的芯部)对比可知,本设计能够在吸阻(反映压降)、过滤效率(反映吸附能力)方面取得与现有醋酸纤维滤棒相匹配的应用效果。
55.。
56.实施例7:基本内容同实施例1,不同之处在于:参见图6,所述过滤单元2包括至少一根卷棒5(图6所示为卷棒5的横截面示意图),该卷棒5由头至尾的走向与烟气的走向一致,卷棒5由中间布51卷绕而成,该中间布51是由多根膨体纱3纺织而成的平面结构。
57.实施例8:基本内容同实施例1,不同之处在于:参见图7,该图为过滤单元2的横截面示意图,图中可见,过滤单元2内填充有三张折叠的过滤薄片6,单个过滤薄片6的长度小于或等于过滤单元2的长度,所述过滤薄片6都由多根膨体纱3纺织而成。
58.实施例9:基本内容同实施例1,不同之处在于:参见图8,所述过滤嘴还包括多根侧入丝7,该侧入丝7的布置结构为以下任意一种或任意组合:单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端位于过滤单元2的内部;单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端穿经过滤单元2之后或者与过滤单元2相接触之后,再与外包层1的内侧壁相连接;单根侧入丝7的一端与外包层1的内侧壁相连接,单根侧入丝7的另一端与过滤单元2的外侧围相接触。
59.参见图9,侧入丝7的设置方法优选为:先将侧入丝7通过静电植绒的方式,种植在平铺的外包层1上(也可以将侧入丝7通过粘接的方式,粘接在平铺的外包层1上),再将外包层1包裹在过滤单元2上,以使侧入丝7与过滤单元2相接触或连接,同时,外包层1、过滤单元2的长度不限,既可以包裹后恰好为一个过滤嘴,也可以将包裹后的所得物切割成多截,每一截作为一个过滤嘴。
60.以上所述仅为本发明的较佳实施方式,本发明的保护范围并不以上述实施方式为限,但凡本领域普通技术人员根据本发明所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1