一种带材定宽分切用刀辊的制作方法
1.本实用新型涉及一刀辊,尤其是一种带材定宽分切用刀辊,属于带材切分设备的设计与制造技术领域。
背景技术:
2.现有的带材分切刀辊一般都是将整个刀辊取下后进行切刀安装,安装完成以后再安装到分切机构上,重新调整基准再进行使用,如公开号为“cn 109090684 a”的中国专利申请,公开了“加热不燃烧再造烟叶的切丝装置与切丝工艺”,其是将所有刀片整体安装于刀轴上,这种方式存在的问题是:(1)刀片安装、更换和维修都需要将整个刀辊取下,在线下完成后再安装到分切机上,不利用刀片的安装、更换和维修;(2)这种刀片安装方式当刀片数量增多时,无法降低切刀的加工安装误差,刀片数量越多误差越大,导致这种方式无法实现大幅宽带材的分切。
3.因此有必要对现有技术加以改进,以满足烟草企业对丝束更高的要求。
技术实现要素:
4.本实用新型旨在提供一种方便更换且安装误差极小、成丝质量好的带材定宽分切用刀辊。
5.本实用新型通过下列技术方案完成:一种带材定宽分切用刀辊,其特征在于包括刀辊轴,设于刀辊轴上的若干切刀模组,和设于刀辊轴两端的切刀模组外端的压紧件或/和锁紧件,以便将带材纵向分切成设定宽度的丝束。
6.所述切刀模组包括套设于刀辊轴上的轴套,设置在轴套上的若干圆盘刀。
7.所述轴套内壁设有内键槽、外壁设有外键槽,轴套一端间隔设有第一让位槽以及轴向凸圆,且该轴向凸圆外径小于轴套前端外径,并在该轴向凸圆上设置锁紧螺母和其外圆间隔设凸起的挡圈,轴套另一端设有其槽壁上间隔设径向外凸定位块和第一让位槽的凹槽,以便通过轴套内壁的内键槽与对应的刀辊轴相配接,使轴套固定在刀辊轴上。
8.所述圆盘刀的内圆上设有键槽和第二让位槽,外圆设有刃口,其中:键槽通过键与轴套外壁的外键槽相配接,第二让位槽与设于轴套两端的让位曹对齐,且圆盘刀内圆上的第二让位槽数量与轴套两端的第一让位槽数量相对应,通过轴套外壁的外键槽与若干圆盘刀相配接,同时通过轴套一端的轴向凸圆上的锁紧螺母和其外圆间隔设凸起的挡圈,以及轴套另一端的径向外凸定位块,将置于轴套上的若干圆盘刀进行止挡、定位,实现若干圆盘刀与轴套的连接。
9.所述轴套一端的挡圈外圆的凸起与圆盘刀内圆上的第二让位槽错开设置,以配合轴套另一端的径向外凸定位块,固定若干圆盘刀于轴套上;
10.以便通过轴套外壁的外键槽与若干圆盘刀相配接,同时通过轴套一端的轴向凸圆上的锁紧螺母和其外圆间隔设凸起的挡圈,以及轴套另一端的径向外凸定位块,将置于轴套上的若干圆盘刀进行止挡、定位,完成一个圆盘刀位置、精度可控的切刀模组的安装;
11.再通过轴套内壁的内键槽与对应的刀辊轴相配接,同时通过后一个切刀模组前端的锁紧螺母置于前一个切刀模组后端的轴套凹槽中,并通过后一个切刀模组的轴套前端挡块上的凸起与前一个切刀模组的轴套后端的第一让位槽的相互配接,以及前一个切刀模组的轴套后端的径向外凸定位块与后一个切刀模组的轴套前端的第一让位槽和与该第一让位槽对齐的圆盘刀内圆上的第二让位槽的相互配接,完成相邻切刀模组的首尾连接,最终完成位置、精度可控的若干切刀模组与刀辊轴的组装,形成定宽分切刀辊。
12.与现有技术相比,本实用新型的有益效果如下:采用上述技术方案,可将若干圆盘刀以切刀模组的方式安装在刀辊轴上,不仅可对切刀模组进行调整、更换和维修,还可对每个切刀模组上的圆盘刀进行调整、更换和维修,互换性极强,从根本上解决了刀片数量的制约,以及要整体更换、造成浪费的问题,并且更换后,使安装误差降低在可控范围内,减小刀片的加工、安装精度要求,为完成大幅宽的带材成丝、尤其是细小成丝提供可靠的技术支持,大大提升了工作效率。
附图说明
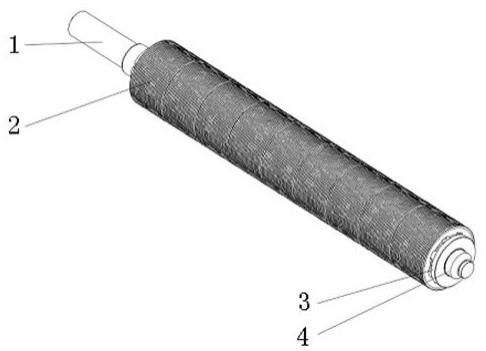
13.图1为本实用新型结构示意图;
14.图2为图1中的切刀模组结构示意图;
15.图3为图2中的轴套结构示意图;
16.图4为图3的后端结构示意图;
17.图5为图2中的圆盘刀结构示意图。
具体实施方式
18.下面结合附图对本实用新型做进一步描述。
19.本实用新型提供的带材定宽分切用刀辊,包括刀辊轴1及其上的若干切刀模组2,其中:每一个切刀模组1包括套设于刀辊轴1上的轴套21,设置在轴套21上的若干圆盘刀23,如图1,以便将带材纵向分切成设定宽度的丝束;
20.所述刀辊轴1两端的切刀模组2外端分别设有压盖3及锁紧螺母4,以便将若干切刀模组2固定在刀辊轴1上,如图1,从而将带材纵向分切成设定宽度的丝束;
21.所述轴套21内壁设有内键槽211、外壁设有外键槽215,轴套21一端间隔设有第一让位槽214以及轴向凸圆212,且该轴向凸圆212外径小于轴套21前端外径,并在该轴向凸圆212上设置锁紧螺母22和其外圆间隔设凸起241的挡圈24,轴套21另一端设有其槽壁上间隔设径向外凸定位块213和第一让位槽214的凹槽216,如图3、图4,以便通过轴套21内壁的内键槽211与对应的刀辊轴1相配接,使轴套21固定在刀辊轴1上;
22.所述圆盘刀23的内圆上设有键槽231和第二让位槽232,外圆设有刃口233,其中:键槽231通过键与轴套21外壁的外键槽215相配接,第二让位槽232与设于轴套21两端的第一让位槽214对齐,且圆盘刀23内圆上的第二让位槽232数量与轴套21两端的第一让位曹214数量相对应,通过轴套21外壁的外键槽215与若干圆盘刀23相配接,同时通过轴套21一端的轴向凸圆212上的锁紧螺母22和其外缘间隔设凸起241的挡圈24,以及轴套21另一端的径向外凸定位块213,将置于轴套21上的若干圆盘刀23进行止挡、定位,实现若干圆盘刀23与轴套21的连接;
23.所述轴套21一端的挡圈24外圆的凸起241与圆盘刀23内圆上的第二让位槽232错开设置,并配合轴套21另一端的径向外凸定位块213,固定若干圆盘刀23于轴套21上,再通过后一个切刀模组前端的锁紧螺母22置于前一个切刀模组后端的轴套21凹槽216中,并通过后一个切刀模组的轴套前端挡圈24上的凸起241与前一个切刀模组的轴套后端的让位槽214的相互配接,以及前一个切刀模组的轴套21后端的径向外凸定位块213与后一个切刀模组的轴套前端的让位槽214和与该让位槽214对齐的圆盘刀23内圆上的让位槽231的相互配接,完成相邻切刀模组2的首尾连接,如图1、图2、图3、图4、图5。
技术特征:
1.一种带材定宽分切用刀辊,其特征在于包括刀辊轴,设于刀辊轴上的若干切刀模组,和设于刀辊轴两端的切刀模组外端的压紧件或/和锁紧件;所述切刀模组包括套设于刀辊轴上的轴套,设置在轴套上的若干圆盘刀;所述轴套内壁设有内键槽、外壁设有外键槽,轴套一端间隔设有第一让位槽以及轴向凸圆,且该轴向凸圆外径小于轴套前端外径,并在该轴向凸圆上设置锁紧螺母和其外圆间隔设凸起的挡圈,轴套另一端设有其槽壁上间隔设径向外凸定位块和第一让位槽的凹槽;所述圆盘刀的内圆上设有键槽和第二让位槽,外圆设有刃口;键槽通过键与轴套外壁的外键槽相配接,第二让位槽与设于轴套两端的第一让位槽对齐,且圆盘刀内圆上的第二让位槽数量与轴套两端的第一让位槽数量相对应。2.根据权利要求1所述的带材定宽分切用刀辊,其特征在于轴套一端的挡圈外圆的凸起与圆盘刀内圆上的第二让位槽错开设置。
技术总结
本实用新型提供一种带材定宽分切用刀辊,其特征在于包括刀辊轴,设于刀辊轴上的若干切刀模组,和设于刀辊轴两端的切刀模组外端的压紧件或/和锁紧件。不仅可对切刀模组进行调整、更换和维修,还可对每个切刀模组上的圆盘刀进行调整、更换和维修,互换性极强,从根本上解决了刀片数量的制约,以及要整体更换、造成浪费的问题,并且更换后,使安装误差降低在可控范围内,减小刀片的加工、安装精度要求,为完成大幅宽的带材成丝、尤其是细小成丝提供可靠的技术支持,大大提升了工作效率。大大提升了工作效率。大大提升了工作效率。
技术研发人员:高贤杰 潘能翔 何贤励 刘坤
受保护的技术使用者:昆明鼎承科技有限公司
技术研发日:2022.02.08
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1