一种具有烟气通道结构的加热不燃烧烟制品的制作方法
一种具有烟气通道结构的加热不燃烧烟制品
【技术领域】
1.本实用新型属于烟草技术加工领域。更具体地,本实用新型涉及一种具有烟气通道结构的加热不燃烧烟制品。
背景技术:
2.随着社会的发展和人民生活水平的不断提高,人们越来越关注自己的身体健康问题,对于烟民来说提高卷烟抽吸安全性越来越重要,也是烟草行业亟需解决的技术问题。传统卷烟的抽吸方式是通过抽吸燃烧烟草的烟雾完成的,此种吸烟方式由于烟草的不完全燃烧等因素产生焦油等有害物质,有害吸烟者的健康,也会给周围人士带来间接的健康损害。而加热不燃烧产品,采用加热不燃烧的抽吸方式,且加热温度低于燃烧温度,只是将烟草中的香味物质和尼古丁挥发出来,产生类似于传统卷烟的烟气提供给吸烟者。因其不发生高温燃烧裂解过程,从而减少了烟草中焦油和有害物质的释放量。抽吸间歇期烟芯处于不加热状态,基本不产生侧流烟气,大大降低二手烟的危害。
3.现有文献资料表明传统卷烟烟气在被吸入消费者口腔之前经烟条与滤棒过滤后,温度会有所下降,但到达口腔的主流烟气温度仍能够达到35℃-90℃,在抽吸接近结束的前2-3口抽吸时,滤嘴端的烟气温度最高可达70℃-80℃,在深度抽吸模式下滤嘴端的烟气温度最高温度可达100℃左右,无滤棒卷烟烟气主流温度还要提高28%左右,消费者之所以未感觉灼热是因为烟气相对干燥,而加热不燃烧卷烟产生的气溶胶虽然本身温度较低,但由于加热温度低,烟气含水量高,且烟气通路缩短,到达口腔的主流烟气感官温度还要高于传统卷烟。
4.因此,针对加热不燃烧烟制品烟气温度偏高等技术问题,本实用新型人经过大量实验研究与分析总结,终于完成了本实用新型。
技术实现要素:
5.[要解决的技术问题]
[0006]
本实用新型的目的是提供一种具有烟气通道结构的加热不燃烧烟制品。
[0007]
[技术方案]
[0008]
本实用新型是通过下述技术方案实现的。
[0009]
本实用新型涉及一种具有烟气通道结构的加热不燃烧烟制品,该加热不燃烧烟制品包括产香段、降温过滤段,它在位于烟气进口端与烟气出口端之间设置烟气通道,它是一条或多条直管形烟气通道或非直管形烟气通道,这些烟气通道在整体上是以加热不燃烧卷烟产品纵轴线为中心轴分布的并且烟气进口端与烟气出口端不在同一条直线上。
[0010]
根据本实用新型的一种优选实施方式,所述的非直管形烟气通道是1~12条,它们按照1~3层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。
[0011]
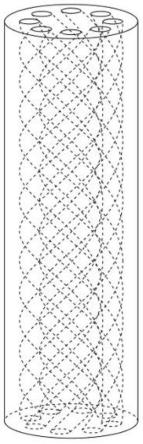
根据本实用新型的另一种优选实施方式,所述的非直管形烟气通道是螺旋形烟气通道、波浪形烟气通道或锯齿形烟气通道。
[0012]
根据本实用新型的另一种优选实施方式,在所述的螺旋形烟气通道中,它们的螺距是相同或不同的或者是由里而外是逐渐增加的;螺旋形烟气通道的长度与螺距之比是1:0.05~0.4;波浪形烟气通道的长度与波长之比是1:1.5~3.0;锯齿形烟气通道的长度与齿高之比是1:0.1~0.4。
[0013]
根据本实用新型的另一种优选实施方式,所述的直管形烟气通道是1~12条,它们按照1~3层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称配置。
[0014]
根据本实用新型的另一种优选实施方式,所述直管形烟气通道彼此之间的间距是相同或不同的,该间距与直管形烟气通道长度之比是1:15~40。
[0015]
根据本实用新型的另一种优选实施方式,所述直管形烟气通道或非直管形烟气通道横截面形状是圆形、正方形、长方形、梯形、四边形、平行四边形、正五边形或正六边形。
[0016]
根据本实用新型的另一种优选实施方式,在加热不燃烧烟制品横截面上,所述烟气通道横截面积与非烟气通道横截面积之比是0.2~2.5:1。
[0017]
根据本实用新型的另一种优选实施方式,所述的烟气通道长度是15~45mm,它的横截面积是20~80mm2。
[0018]
根据本实用新型的另一种优选实施方式,所述的烟气通道是使用耐热硅胶、abs树脂、聚碳酸酯、聚砜或聚酰胺耐高温材料采用压铸或挤压成型方法制成的。
[0019]
下面将更详细的描述本实用新型。
[0020]
本实用新型涉及一种具有烟气通道结构的加热不燃烧烟制品,该加热不燃烧烟制品包括产香段、降温过滤段,它在位于烟气进口端与烟气出口端之间设置烟气通道,它是一条或多条直管形烟气通道或非直管形烟气通道,这些烟气通道在整体上是以加热不燃烧卷烟产品纵轴线为中心轴分布的。
[0021]
本实用新型具有烟气通道结构的加热不燃烧烟制品应该理解是一种在位于烟气进口端与烟气出口端之间设置烟气通道的加热不燃烧烟制品。
[0022]
在加热不燃烧烟制品中,烟气进口端是产香段的近唇端位置;烟气出口端是降温过滤段的近唇端位置;
[0023]
在位于烟气进口端与烟气出口端之间设置烟气通道的基本目的主要在于将来自产香段的烟气温度降低至让抽吸者能够接受的温度。
[0024]
根据本实用新型,所述的非直管形烟气通道是1~12条,它们按照1~3层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。
[0025]
所述的非直管形烟气通道是螺旋形烟气通道、波浪形烟气通道或锯齿形烟气通道,它们的具体结构分别列于附图1-3中。
[0026]
在所述的螺旋形烟气通道中,它们的螺距是相同或不同的是由里而外是逐渐增加的。螺旋形烟气通道的长度与螺距之比通常是1:0.05~0.4。如果该长度与螺距之比大于1:0.05,则烟气通道之间相隔较近,降温效果相对减弱;如果该长度与螺距之比小于1:0.4,则非烟气通道面积较大,导致抽吸过程中烟气浓度过低,影响抽吸体验;因此,该长度与螺距之比为1:0.05~0.4是合理的。
[0027]
在所述的波浪形烟气通道中,它们的波长与波高是相同或不同的。该波浪形烟气通道的长度与波长之比通常是1:1.5~3.0。如果该长度与波长之比大于1:1.5,则烟气经过通道的路径变短,烟气温度容易偏高,容易出现烫嘴情况;如果该长度与波长之比小于1:
3.0,则导致波浪形烟气通道数量减少,抽吸时吸阻较大,烟气浓度太低影响抽吸体验;因此,该长度与波长之比为1:1.5~3.0是合适的。
[0028]
该波浪形烟气通道的长度与波高之比通常是1:0.1~0.4。如果该长度与波高之比大于1:0.1,则烟气经过通道的路径变短,烟气温度容易偏高,容易出现烫嘴情况;如果该长度与波高之比小于1:0.4,则导致波浪形烟气通道数量减少,抽吸时吸阻较大,烟气浓度太低影响抽吸体验;因此,该长度与波高之比为1:0.1~0.4是恰当的。
[0029]
在所述的锯齿形烟气通道中,它们的齿高与齿距是相同或不同的。该锯齿形烟气通道的长度与齿高之比通常是1:0.1~0.4。如果该长度与齿高之比大于1:0.1,则烟气经过通道的路径变短,烟气温度容易偏高,容易出现烫嘴情况;如果该长度与齿高之比小于1:0.4,则导致锯齿形烟气通道数量减少,抽吸时吸阻较大,烟气浓度太低影响抽吸体验;因此,该长度与齿高之比为1:0.1~0.4是可取的。
[0030]
该锯齿形烟气通道的长度与齿距之比通常是1:0.1~0.3。如果该长度与齿距之比大于1:0.1,则烟气经过通道的路径变短,烟气温度容易偏高,容易出现烫嘴情况;如果该长度与齿距之比小于1:0.3,则导致锯齿形烟气通道数量减少,抽吸时吸阻较大,烟气浓度太低影响抽吸体验;因此,该长度与齿距之比为1:0.1~0.3是恰当的。
[0031]
根据本实用新型,所述的直管形烟气通道是1~12条,它们按照1~3层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称配置。该直管形烟气通道的具体结构列于附图4中。
[0032]
所述直管形烟气通道彼此之间的间距是相同或不同的,该间距与直管形烟气通道长度之比是1:15~40。如果该间距与直管形烟气通道长度之比大于1:15,则烟气通道之间相隔较近,降温效果相对减弱;如果该间距与直管形烟气通道长度之比小于1:40,则非烟气通道面积较大,导致抽吸过程中烟气浓度过低,影响抽吸体验;因此,该间距与直管形烟气通道长度之比为1:15~40是适当的。
[0033]
根据本实用新型,所述直管形烟气通道或非直管形烟气通道横截面形状是圆形、正方形、长方形、梯形、四边形、平行四边形、正五边形或正六边形。当然,本实用新型的直管形烟气通道或非直管形烟气通道横截面形状也可以是其它规则形状或非规则形状,只是这些形状对本实用新型加热不燃烧烟制品性能以及抽吸效果没有任何负面影响,这些形状也都在本实用新型保护范围之内。
[0034]
根据本实用新型,在加热不燃烧烟制品横截面上,所述烟气通道横截面积与非烟气通道横截面积之比是0.2~2.5:1。如果烟气通道横截面积与非烟气通道横截面积之比小于0.2:1;则该烟气通道面积较小,抽吸过程中吸阻较大,导致烟气浓度过低,影响抽吸者体验;如果烟气通道横截面积与非烟气通道横截面积之比大于2.5:1;则该烟气通道面积过大,抽吸过程中吸阻较小,不能充分对烟气进行分流降温,从而可能导致抽吸时烟气到达近唇端温度过高,烫伤抽吸者,影响抽吸者体验;因此,烟气通道横截面积与非烟气通道横截面积之比为0.2~2.5:1是合理的,优选地是0.6~2.0:1,更优选地是0.8~1.6:1。
[0035]
根据本实用新型,所述的烟气通道长度是15~45mm,它的横截面积是20~80mm2。所述烟气通道的横截面积是20~80mm2时,如果该烟气通道长度小于15mm,则该烟气通道过短,在抽吸过程中烟气经过路径短,烟气到达近唇端温度偏高,影响抽吸体验;如果该烟气通道长度长于45mm,则该烟气通道过长,导致抽吸过程中吸阻稍大,烟气浓度偏低,影响抽
吸者体验。因此,该烟气通道长度为15~45mm是可行的,优选地,该烟气通道长度是25~35mm。
[0036]
该烟气通道长度为15~45mm时,如果该烟气通道横截面积小于20mm2,则该烟气通道横截面积偏小,在抽吸过程中烟气浓度偏低,影响抽吸体验;如果该烟气通道横截面积大于80mm2,则该烟气通道横截面积偏大,能适配的烟具不多,还会导致抽吸过程中吸阻偏低,影响抽吸者体验。因此,该烟气通道横截面积为20~80mm2是恰当的,优选地,该烟气通道横截面积是30~70mm2。
[0037]
根据本实用新型,所述的烟气通道是使用耐热硅胶、abs树脂、聚碳酸酯、聚砜或聚酰胺耐高温材料采用压铸或挤压成型方法制成的。
[0038]
本实用新型使用的耐热硅胶、abs树脂、聚碳酸酯、聚砜或聚酰胺耐高温材料都是目前市场上销售的产品,例如由广东超特新材料有限公司以商品名耐高温硅胶原料销售的耐热硅胶、由天津冠泰塑胶科技有限公司以商品名abs销售的abs树脂。
[0039]
本实用新型采用的压铸或挤压成型方法是现有的成型方法,具体参见cn103817895a、实用新型名称“一种复合型硅胶管挤出机组”。
[0040]
根据yc/t138-1998烟草及烟草制品感官评价标准,组织由15名评吸专家组成的评吸小组对本实用新型具有烟气通道结构的加热不燃烧烟制品作为样品,进行了评吸,与此同时,对没有这种烟气通道的相同加热不燃烧烟制品作为对照样品也进行了评吸,其评吸结果表明设置有本实用新型烟气通道的烟支在抽吸过程中烟气温度适合,不烫嘴,发烟量充足,抽吸体验更佳。
[0041]
[有益效果]
[0042]
本实用新型的有益效果是:本实用新型在加热不燃烧烟制品内设置一条或多条直管形烟气通道或非直管形烟气通道,这使得在抽吸过程中延长了烟气流通路径以及间接提高发烟量,在起到降低烟气温度效果的同时也降低了烟气以及香味物质的截留率,避免发烟材料的碎屑、颗粒流到滤嘴段。本实用新型的烟气通道结构极大地增强了抽吸者的抽吸体验。
【附图说明】
[0043]
附图1是本实用新型螺旋形烟气通道结构示意图;
[0044]
附图2是本实用新型波浪形烟气通道结构示意图;
[0045]
附图3是本实用新型锯齿形烟气通道结构示意图;
[0046]
附图4是本实用新型直管形烟气通道结构示意图。
【具体实施方式】
[0047]
通过下述实施例将能够更好地理解本实用新型。
[0048]
实施例1:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0049]
该实施例的实施方式如下:
[0050]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置8个非直管形烟气通道,它们按照2层(各层4个非直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称
分布。该非直管形烟气通道是横截面形状为圆形的螺旋形烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是1.8:1;所述的烟气通道长度是40mm,它的横截面积是56mm2;所述的烟气通道是使用由广东超特新材料有限公司以商品名高温硅胶带原料销售的耐热硅胶耐高温材料采用压铸成型方法制成的。
[0051]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。与此同时,使用没有这种烟气通道的相同加热不燃烧烟制品作为对照样品也进行了评吸,评吸指标包括烟气温度、烟雾量、气流顺畅度,分值为1-10分,其评吸结果列于下表1中。
[0052]
实施例2:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0053]
该实施例的实施方式如下:
[0054]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置2个直管形烟气通道,它们按照1层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该直管形烟气通道是横截面形状为正方形的烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是2.0:1;所述的烟气通道长度是45mm,它的横截面积是36mm2;所述的烟气通道是使用由天津冠泰塑胶科技有限公司以商品名abs销售的abs树脂耐高温材料采用挤压成型方法制成的。
[0055]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0056]
实施例3:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0057]
该实施例的实施方式如下:
[0058]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置6个直管形烟气通道,它们按照2层(每层3个直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该直管形烟气通道是横截面形状为梯形的烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是1.4:1;所述的烟气通道长度是32mm,它的横截面积是42mm2;所述的烟气通道是使用由广东超特新材料有限公司以商品名高温硅胶带原料销售的耐热硅胶采用挤压成型方法制成的。
[0059]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0060]
实施例4:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0061]
该实施例的实施方式如下:
[0062]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置9个非直管形烟气通道,它们按照3层(由外而内第一层4个非直管形烟气通道、第二层3个非直管形烟气通道、第三层2个非直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该非直管形烟气通道是横截面形状为长方形的螺旋形烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是0.6:1;所述的烟气通道长度是15mm,它的横截面积是40mm2;所述的烟气通道是使用由上海煜立辉新材料科技有限公司以商品名k-1300y销售的聚碳酸酯耐高温材料采用压铸成型方法制成的。
[0063]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0064]
实施例5:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0065]
该实施例的实施方式如下:
[0066]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置12个非直管形烟气通道,它们按照3层(由外而内第一层5个非直管形烟气通道、第二层4个非直管形烟气通道、第三层3个非直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该非直管形烟气通道是横截面形状为梯形的波浪形烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是0.2:1;所述的烟气通道长度是19mm,它的横截面积是32mm2;所述的烟气通道是使用由东莞市盛世塑胶材料材料有限公司以商品名psu销售的聚砜耐高温材料采用压铸成型方法制成的。
[0067]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0068]
实施例6:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0069]
该实施例的实施方式如下:
[0070]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置10个直管形烟气通道,它们按照2层(由外而内第一层6个直管形烟气通道与第二层4个直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该直管形烟气通道是横截面形状为平行四边形的烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是1.4:1;所述的烟气通道长度是36mm,它的横截面积是54mm2;所述的烟气通道是使用由上海钊禾塑化有限公司以商品名pa66销售的聚酰胺耐高温材料采用挤压成型方法制成的。
[0071]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0072]
实施例7:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0073]
该实施例的实施方式如下:
[0074]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置5个直管形烟气通道,它们按照3层(由外而内第一层2个直管形烟气通道、第二层2个直管形烟气通道、第三层1个直管形烟气通道)以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该直管形烟气通道是横截面形状为正五边形的烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是2.5:1;所述的烟气通道长度是24mm,它的横截面积是60mm2;所述的烟气通道是使用广东超特新材料有限公司以商品名高温硅胶带原料销售的耐热硅胶采用压铸成型方法制成的。
[0075]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0076]
实施例8:本实用新型具有烟气通道结构的加热不燃烧烟制品
[0077]
该实施例的实施方式如下:
[0078]
该加热不燃烧烟制品包括产香段、降温过滤段,它在位于产香段近唇端的烟气进口端与位于降温过滤段近唇端的烟气出口端之间设置4个非直管形烟气通道,它们按照1层以加热不燃烧卷烟产品纵轴线为轴心以相互平行的方式对称分布。该非直管形烟气通道是横截面形状为正六边形的锯齿形烟气通道,并且该烟气通道横截面积与非烟气通道横截面积之比是2.2:1;所述的烟气通道长度是28mm,它的横截面积是52mm2;所述的烟气通道是使用由上海煜立辉新材料科技有限公司以商品名k-1300y销售的聚碳酸酯耐高温材料采用压铸成型方法制成的。
[0079]
根据本技术说明书描述的评吸方法,对本实施例的具有烟气通道的加热不燃烧烟制品进行了评吸,其评吸结果列于下表1中。
[0080]
表1:本实用新型具有烟气通道结构的加热不燃烧烟制品评吸结果
[0081][0082]
注:烟气温度评分为1-10分;烟雾量评分为1-10分;气流顺畅度评分为1-10分。
[0083]
表1列出的结果清楚表明,本实用新型具有烟气通道结构的加热不燃烧烟制品,当该烟气通道结构材料、通道存在形式、通道长度和直径处于适宜范围时,可使加热不燃烧烟支在抽吸时烟气温度适宜不烫嘴、烟雾量充足以及气流顺畅度好,极大增强了抽吸者的抽吸体验。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1