一种烘梗丝机的反馈控制系统的制作方法
1.本实用新型涉及烟草加工技术领域,尤其涉及一种烘梗丝机的反馈控制系统。
背景技术:
2.当前制丝车间使用的气流式烘梗丝机,按照工艺技术标准的要求,烘梗丝入口含水率由上一道工序(梗丝加料)决定,一般在30%~35%,当梗丝进入烘梗丝机后,在料头时烘梗丝出口容易出现超过或低于工艺技术标准(11.9%~13.9%)的不达标梗丝,或过程中来料水分变化,烘梗丝机调控不及时,也会出现含水率不达标的梗丝,此时只能通过现场操作人员打开烘梗丝机出口振槽设置的气缸活门将不满足要求的梗丝放出,以保证梗丝质量。因此,如何对烘梗丝机生产的梗丝进行反馈控制,具有重要的意义。
技术实现要素:
3.本实用新型提供一种烘梗丝机的反馈控制系统,解决现有烘梗丝机对不达标的梗丝反馈存在不及时问题,能提高梗丝的生产质量,提高生产效率。
4.为实现以上目的,本实用新型提供以下技术方案:
5.一种烘梗丝机的反馈控制系统,包括:第一水分仪、plc控制器、气缸电磁阀和气缸;
6.所述第一水分仪设置在烘梗丝机出口振槽的上方,用于检测干燥后的出口梗丝含水率;
7.所述气缸与烘梗丝机出口振槽的气缸活门传动连接,所述气缸与外部气源通过气管连接,所述气管上设置有所述气缸电磁阀;
8.所述plc控制器的输入端与所述水分仪的输出端相连接,所述plc控制器的第一输出端与所述气缸电磁阀的控制端相连接;
9.所述plc控制器在所述出口梗丝含水率不符合设定标准时控制所述气缸电磁阀打开,以使所述气缸活门开启,使烘梗丝机出口振槽内的梗丝排出。
10.优选的,还包括:热风电动风门;
11.所述热风电动风门设置在烘梗丝机的蒸汽供给管路上,用于控制蒸汽流量;
12.所述plc控制器的第二输出端与热风电动风门的控制端相连接,在所述出口梗丝含水率大于或小于第一设定阈值时,所述plc控制器控制所述热风电动风门增大或减小开度。
13.优选的,还包括:pid控制模块;
14.所述plc控制器与所述pid控制模块信号连接,所述pid控制模块用于根据所述出口梗丝含水率与所述第一设定阈值的差值对热风温度进行pid调节,以对烘梗丝机内的梗丝含水率进行反馈控制。
15.优选的,还包括:第二水分仪;
16.所述第二水分仪设置在烘梗丝机入口处,用于检测来料梗丝的入口梗丝含水率;
17.所述第二水分仪与所述plc控制器信号连接,所述plc控制器在所述入口梗丝含水率大于或小于第二设定阈值时控制所述热风电动风门增大或减小开度。
18.优选的,还包括:显示屏;
19.所述显示屏与所述plc控制器信号连接,所述显示屏用于实时显示所述出口梗丝含水率、所述入口梗丝含水率和报警信息。
20.优选的,还包括:报警装置;
21.所述报警装置与所述plc控制器信号连接,所述plc控制器在所述出口梗丝含水率不符合设定标准时控制所述报警装置进行报警。
22.优选的,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
23.本实用新型提供一种烘梗丝机的反馈控制系统,采用第一水分仪对干燥后的梗丝进行出口梗丝含水率进行检测,plc控制器根据出口梗丝含水率控制气缸电磁阀,以控制出口振槽内的气缸活门的开合,解决现有烘梗丝机对不达标的梗丝反馈存在不及时问题,能提高梗丝的生产质量,提高生产效率。
附图说明
24.为了更清楚地说明本实用新型的具体实施例,下面将对实施例中所需要使用的附图作简单地介绍。
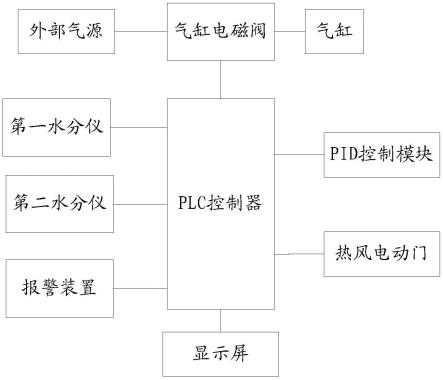
25.图1是本实用新型提供的一种烘梗丝机的反馈控制系统的示意图。
具体实施方式
26.为了使本技术领域的人员更好地理解本实用新型实施例的方案,下面结合附图和实施方式对本实用新型实施例作进一步的详细说明。
27.针对当前烘梗丝机对不达标的梗丝反馈不及时的问题,本实用新型提供一种烘梗丝机的反馈控制系统,解决现有烘梗丝机对不达标的梗丝反馈存在不及时问题,能提高梗丝的生产质量,提高生产效率。
28.如图1所示,一种烘梗丝机的反馈控制系统,包括:第一水分仪、plc控制器、气缸电磁阀和气缸。所述第一水分仪设置在烘梗丝机出口振槽的上方,用于检测干燥后的出口梗丝含水率。所述气缸与烘梗丝机出口振槽的气缸活门传动连接,所述气缸与外部气源通过气管连接,所述气管上设置有所述气缸电磁阀。所述plc控制器的输入端与所述水分仪的输出端相连接,所述plc控制器的第一输出端与所述气缸电磁阀的控制端相连接。所述plc控制器在所述出口梗丝含水率不符合设定标准时控制所述气缸电磁阀打开,以使所述气缸活门开启,使烘梗丝机出口振槽内的梗丝排出。
29.具体地,第一水分仪检测设置于烘梗丝出口振槽上方,用于检测干燥后的出口梗丝含水率,当第一水分仪采集到不满足工艺标准的梗丝含水率数据时,plc控制器通过控制气缸电磁阀控制气缸的伸缩运动,进而速动气缸活门开启或关闭,以使不合格梗丝排出。其中,设定标准可包括一个含水率区间,当出口梗丝含水率超出该含水率区间时判断对应的梗丝不符合设定标准。该系统能解决现有烘梗丝机对不达标的梗丝反馈存在不及时问题,能提高梗丝的生产质量,提高生产效率。
30.该系统还包括:热风电动风门。所述热风电动风门设置在烘梗丝机的蒸汽供给管
路上,用于控制蒸汽流量。所述plc控制器的第二输出端与热风电动风门的控制端相连接,在所述出口梗丝含水率大于或小于第一设定阈值时,所述plc控制器控制所述热风电动风门增大或减小开度。
31.该系统还包括:pid控制模块;所述plc控制器与所述pid控制模块信号连接,所述pid控制模块用于根据所述出口梗丝含水率与所述第一设定阈值的差值对热风温度进行pid调节,以对烘梗丝机内的梗丝含水率进行反馈控制。
32.在实际应用中,pid控制模块可对热风温度或热风流量进行pid控制,在pid控制模块接收到信号进行相应的参数调,直至第一水分仪检测采集到的梗丝含水率满足工艺标准要求时。
33.该系统还包括:第二水分仪;所述第二水分仪设置在烘梗丝机入口处,用于检测来料梗丝的入口梗丝含水率;所述第二水分仪与所述plc控制器信号连接,所述plc控制器在所述入口梗丝含水率大于或小于第二设定阈值时控制所述热风电动风门增大或减小开度。
34.该系统还包括:显示屏;所述显示屏与所述plc控制器信号连接,所述显示屏用于实时显示所述出口梗丝含水率、所述入口梗丝含水率和报警信息。
35.该系统还包括:报警装置;所述报警装置与所述plc控制器信号连接,所述plc控制器在所述出口梗丝含水率不符合设定标准时控制所述报警装置进行报警。
36.进一步,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
37.可见,本实用新型提供一种烘梗丝机的反馈控制系统,采用第一水分仪对干燥后的梗丝进行出口梗丝含水率进行检测,plc控制器根据出口梗丝含水率控制气缸电磁阀,以控制出口振槽内的气缸活门的开合,解决现有烘梗丝机对不达标的梗丝反馈存在不及时问题,能提高梗丝的生产质量,提高生产效率。
38.上依据图示所示的实施例详细说明了本实用新型的构造、特征及作用效果,以上所述仅为本实用新型的较佳实施例,但本实用新型不以图面所示限定实施范围,凡是依照本实用新型的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1