一种切叶丝前金属探测剔除物二次风选除杂装置的制作方法
1.本实用新型涉及卷烟设备技术领域,更具体地,涉及一种切叶丝前金属探测剔除物二次风选除杂装置。
背景技术:
2.目前行业内烟草制丝切叶丝前金属探测仪剔除的异物均采用人工辅助剔除异物的方法,这种方式费时费力,且剔除率受人为影响比较大,存在效率低下,人工剔除差错率高等问题,人工对金属异物分拣不彻底会导致切丝机打刀的情况发生,导致刀片被损坏,影响切丝宽度。随着信息化、智能化水平的不断提高,为改进切叶丝前金属探测仪剔除的异物人工辅助异物剔除率低的问题。
3.因此,如何提供一种切叶丝前金属探测剔除物二次风选除杂装置成为本领域亟需解决的技术难题。
技术实现要素:
4.本实用新型的目的是提供一种切叶丝前金属探测剔除物二次风选除杂装置。
5.根据本实用新型提供了一种切叶丝前金属探测剔除物二次风选除杂装置,包括,金属探测仪物料剔除管道落料口、振动输送机、电磁铁、风选装置和第一皮带输送机;
6.所述振动输送机位于所述金属探测仪物料剔除管道落料口的下部与地面之间采用支架支撑,所述电磁铁位于所述振动输送机上与振动输送机采用支架连接;
7.所述风选装置位于所述振动输送机右侧与地面之间采用支架支撑;所述第一皮带输送机设置于所述风选装置的下方,与地面之间采用支架支撑。
8.可选地,所述装置还包括:第一电机;
9.所述第一电机位于所述振动输送机的左端与所述振动输送机采用皮带传动。
10.可选地,所述风选装置包括:负压风管道、第二皮带输送机、风选落料口、风选异物落料口和接料盒;
11.所述负压风管道位于所述风选装置的上方,一端与所述风选装置密封连接,另一端连接负压风管道;
12.所述第二皮带输送机位于所述风选装置的内部;
13.所述风选落料口位于所述风选装置出料端的下方;
14.所述风选异物落料口位于所述风选装置进料的端下方;
15.所述接料盒位于所述风选异物落料口的下方;
16.所述第一皮带输送机设置于所述风选落料口的下方,与地面之间采用支架支撑。
17.可选地,所述风选装置还包括:观察窗;
18.所述观察窗位于所述风选装置一侧,用于观察烟叶风选情况。
19.可选地,所述风选装置还包括:第二电机;
20.所述第二电机位于所述风选装置的外侧与所述第二皮带输送机采用直接传动方
式。
21.可选地,所述装置还包括:第三电机;
22.所述第三电机位于所述第一皮带输送机的右端与所述第一皮带输送机采用直接传动方式。
23.可选地,所述装置还包括:第三皮带输送机;
24.所述第三皮带输送机位于所述第一皮带输送机的右侧与其成90
°
角,与地面之间成30
°
角采用支架支撑。
25.可选地,所述装置还包括:第四电机;
26.所述第四电机位于所述第三皮带输送机右端与所述第三皮带输送机采用直接传动方式。
27.可选地,所述装置还包括:喂料机;
28.所述喂料机位于所述第三皮带输送机右侧与地面之间采用支架支撑。
29.根据本实用新型公开的技术内容,具有如下有益效果:将生产时金属探测仪剔除的物料进行二次除杂和风选,实现了金属异物和其它异物分类自动收集,减少量烟叶的误剔除量,避免了人工手工分拣存在异物的弊端,节约了人力成本,保证了切丝的产品质量,从而对制丝线生产过程中产品质量进行更好的控制。
30.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
31.被结合在说明书中并构成说明书的一部分的附图示出了本实用新型的实施例,并且连同其说明一起用于解释本实用新型的原理。
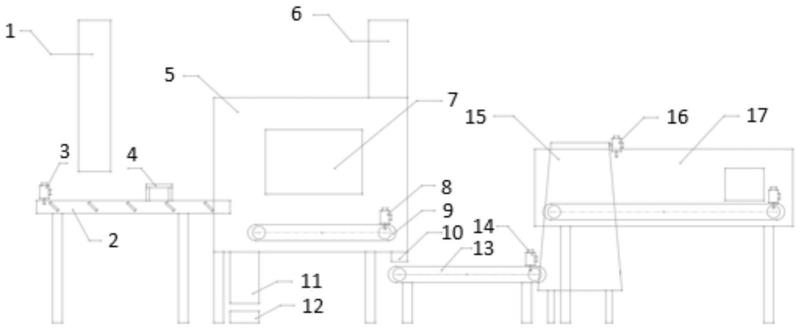
32.图1为根据实施例提供的一种切叶丝前金属探测剔除物二次风选除杂装置示意图;
33.图2为根据实施例提供的第三皮带输送机的安装位置布置图;
34.图3为根据实施例提供的一种切叶丝前金属探测剔除物二次风选除杂方法流程图;
35.图4为根据实施例提供的切叶丝前金属探测剔除物二次风选除杂方法流程图。
36.附图标记说明:1-金属探测仪物料剔除管道落料口,2-振动输送机,3-第一电机,4-电磁铁,5-风选装置,6-负压风管道,7-风选观察窗,8-第二电机,9-第二皮带输送机,10-风选落料口,11-风选异物落料口,12-接料盒,13-第一皮带输送机,14-第三电机,15-第三皮带输送机,16-第四电机,17-喂料机。
具体实施方式
37.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
38.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
39.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
40.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
41.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
42.根据本实用新型的第一方面,如图1和图2所示提供了一种切叶丝前金属探测剔除物二次风选除杂装置,包括,金属探测仪物料剔除管道落料口1、振动输送机2、电磁铁4、风选装置5和第一皮带输送机13;
43.所述振动输送机2位于所述金属探测仪物料剔除管道落料口1的下部与地面之间采用支架支撑,所述电磁铁4位于所述振动输送机2上与振动输送机2采用支架连接;
44.所述风选装置5位于所述振动输送机2右侧与地面之间采用支架支撑;
45.所述第一皮带输送机13设置于所述风选装置5的下方,与地面之间采用支架支撑;
46.金属探测仪剔除的烟叶可通过金属探测仪物料剔除管道落料口1落到振动输送机2上,电磁铁4位于金属探测仪物料剔除管道落料口1与风选装置5进料口之间且位于振动输送机2的振槽上方,电磁铁4的电磁铁支架高度可调,剔除异物经过振动输送机2,将剔除的物料进行松散,铺匀,并通过在振动输送机2上方架设的高度可调的电磁铁4,将剔除异物直接作用于电磁铁4上,保证金属异物吸附在电磁铁4上,实现金属异物的自动收集。
47.在一些实施例中,所述装置还包括:第一电机3;
48.所述第一电机3位于所述振动输送机2的左端与所述振动输送机2采用皮带传动。
49.在一些实施例中,所述风选装置5包括:负压风管道6、第二皮带输送机9、风选落料口10、风选异物落料口11和接料盒12;
50.所述负压风管道6位于所述风选装置5的上方,一端与所述风选装置5密封连接,另一端连接负压风管道负压风管道;
51.所述第二皮带输送机9位于所述风选装置5的内部;
52.所述风选落料口10位于所述风选装置5出料端的下方;
53.所述风选异物落料口11位于所述风选装置5进料的端下方;
54.所述接料盒12位于所述风选异物落料口11的下方;
55.所述第一皮带输送机13设置于所述风选落料口10的下方,与地面之间采用支架支撑;
56.负压风管道6对电磁铁剔除金属异物后的物料进行风选,合格的物料落到第二皮带输送机9上经过风选落料口10进入到第一皮带输送机13上,不合格烟叶经过风选异物落料口11落到接料盒12中,实现除金属异物外的其它异物自动收集。
57.在一些实施例中,所述风选装置5还包括:观察窗7;
58.所述观察窗7位于所述风选装置5一侧,用于观察烟叶风选情况。
59.在一些实施例中,所述风选装置5还包括:第二电机8;
60.所述第二电机8位于所述风选装置5的外侧与所述第二皮带输送机9采用直接传动方式。
61.在一些实施例中,所述装置还包括:第三电机14;
62.所述第三电机14位于所述第一皮带输送机13的右端与所述第一皮带输送机13采用直接传动方式。
63.在一些实施例中,所述装置还包括:第三皮带输送机15;
64.所述第三皮带输送机15位于所述第一皮带输送机13的右侧与其成90
°
角,与地面之间成30
°
角采用支架支撑。
65.在一些实施例中,所述装置还包括:第四电机16;
66.所述第四电机16位于所述第三皮带输送机15右端与所述第三皮带输送机15采用直接传动方式。
67.在一些实施例中,所述装置还包括:喂料机17;
68.所述喂料机17位于所述第三皮带输送机15右侧与地面之间采用支架支撑。
69.第一皮带输送机13将物料输送至第三皮带输送机15上,第三皮带输送机15与第一皮带输送机13水平成90
°
角,与地面成30度角,目的是将二次除杂风选后的烟叶输送至原有金属探测仪前级设备喂料机17中继续进行加工生产。
70.工作状态:生产时金属探测仪剔除异物通过管道落料口落到振动输送机2上,振动输送机2将剔除的物料进行松散、铺匀,振动输送过程中将物料抛起一定的高度,并通过在振动输送机2上方架设的高度可调的电磁铁4,使物料直接作用于电磁铁4,以保障金属类异物自动吸附在电磁铁4上,剩余烟叶及其它杂质随着振动输送机输2送至风选装置5。振动输送机2与风选装置5中的第二皮带输送机9存在一定的高度差,烟叶进入到风选装置5中,在负压风的作用下呈悬浮状态,合格的烟叶经过风选后落到第二皮带输送机9上输送到下一工序,一些杂质,如烟泥、烟块、小石头等较重杂物落入到风选剔除口管道中,从落料口落到接料盒12中进行收集,合格的烟叶通过风选落料口落到水平的第一皮带输送机13上进行输送,水平的第一皮带输送机13将烟叶输送至斜的第三皮带输送机15上,斜的第三皮带输送机15与水平的第一皮带输送机13水平成90
°
角,与地面成30度角,斜的第三皮带输送机15将烟叶输送至原有喂料机17中进行再加工生产,如果还存在金属或重量较重的杂质,此工作过程会循环进行。
71.工作原理:
72.如图3和图4所示,一种切叶丝前金属探测剔除物二次风选除杂装置的工作方式如下:
73.步骤s1、金属探测仪感应到金属异物后,下方振槽翻板打开,金属异物与包裹金属异物的部分烟叶随着落料口落到振动输送机2上;
74.步骤s2、物料向所述振动输送机2的振动方向输送,并将物料抛起一定高度,使物料直接作用于电磁铁4下表面;
75.步骤s3、所述电磁铁4除去金属杂物后的物料进入风选装置5,利用所述振动输送机和第二皮带输送机9存在高低差在除尘负压风作用下对物料进行风选,漏剔除的金属杂质和其它较重的非金属杂质在风选装置异物落料口落到接料盒12中自动进行收集;
76.步骤s4、风选后合格的烟叶进入到下级皮带输送机上输送到金属探测仪前喂料机17中。
77.综上,将生产时金属探测仪剔除的物料进行二次除杂和风选,实现了金属异物和其它异物分类自动收集,减少量烟叶的误剔除量,避免了人工手工分拣存在异物的弊端,节
约了人力成本,保证了切丝的产品质量,从而对制丝线生产过程中产品质量进行更好的控制。
78.虽然已经通过例子对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1