一种滤棒成型纸在线涂胶检测系统的制作方法
本技术属于烟草设备,涉及一种滤棒成型机,特别是涉及一种滤棒成型纸在线涂胶检测系统。
背景技术:
1、目前,国内烟厂所用的滤棒成型机kdf4、kdf3、kdf2在冷热胶上胶方面存在着无法检测的难题。如果滤棒成型机的冷热胶泵出现故障,就会出现冷胶(乳胶)流动性能不好或质量问题。此时,胶枪上胶是否均匀都需要依靠操作工凭肉眼来观察。但是,利用人力进行检查很容易使得操作工难以及时发现上胶质量问题。这就会导致不合格产品流入合格产品中,把有质量问题的产品带入市场,无形中使产品出现质量隐患。消费者在使用不合格产品中容易产生身体健康隐患。
2、此外,当滤嘴棒缺少内胶(冷胶)时,滤嘴棒成型纸易与丝束发生脱落,导致滤嘴棒发射管道堵塞,或者造成卷烟机在卷制烟支成品的过程中不能完成成型,从而产生废品烟,导致滤嘴棒生产成本增加,消耗升高,并且也在无形中增加了人工维修费,而都会给烟厂生产人员带来困扰。因此,如何利用机器来实现在线监控滤嘴棒涂胶质量这一技术问题亟待解决。
技术实现思路
1、本实用新型的目的在于提供一种滤棒成型纸在线涂胶检测系统,以期解决上述技术问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
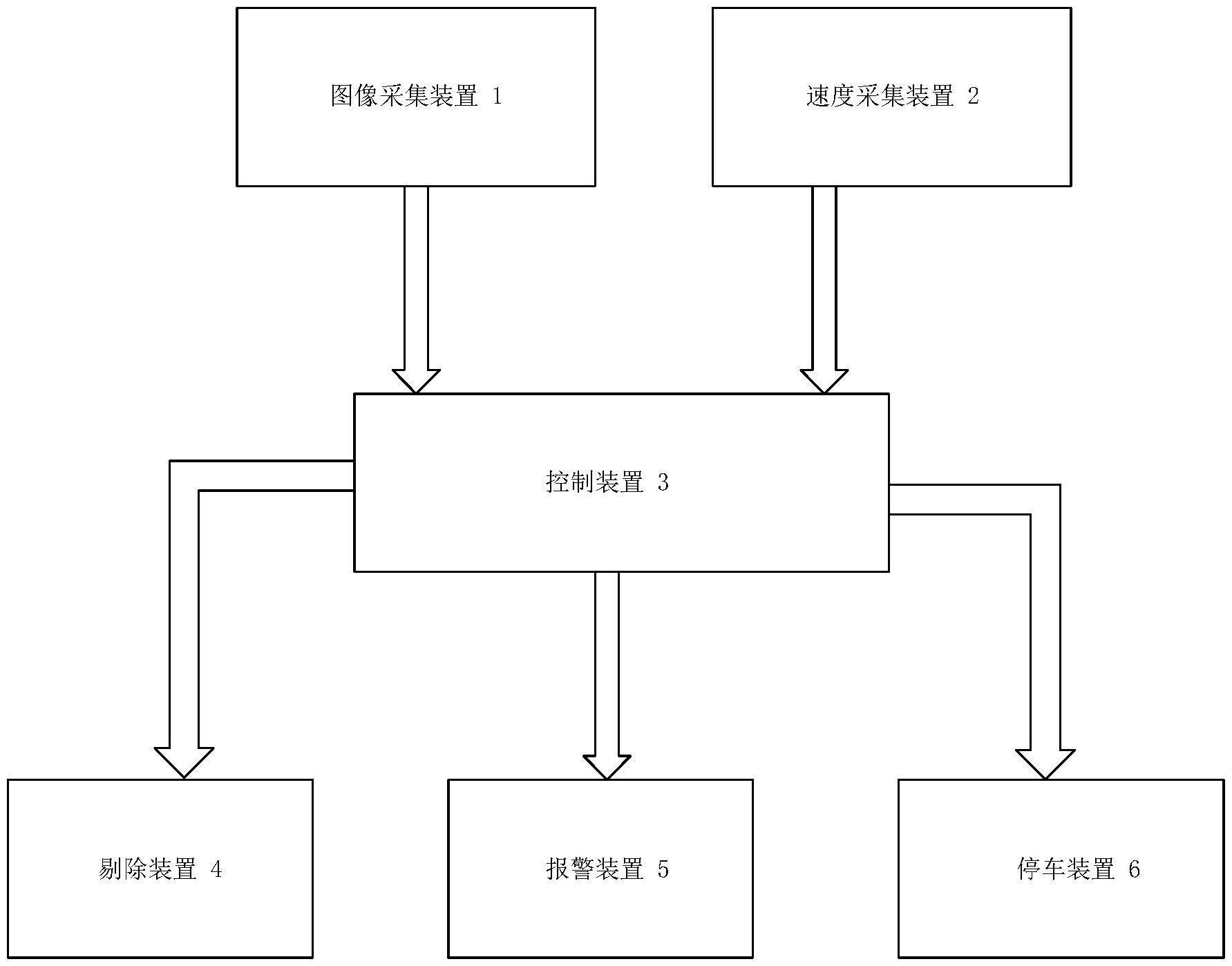
3、第一方面,本技术提供一种滤棒成型纸在线涂胶检测系统,包括用于采集滤棒成型纸涂胶状态图像的图像采集装置、用于采集滤棒成型机生产速度的速度采集装置、用于基于滤棒成型纸涂胶状态图像和滤棒成型机生产速度进行数据处理并控制滤棒成型机运行状态的控制装置、用于自动剔除次品滤棒的剔除装置、用于警示滤棒成胶故障状况的报警装置和用于发出停机指令的停车装置;所述图像采集装置、速度采集装置、剔除装置、报警装置和停车装置均与所述控制装置连接。
4、本技术中,图像采集装置能够实时获取滤棒成型纸涂装状态图像,并将其传输到控制装置。控制装置能够结合速度采集装置获取的滤棒成型机的生产速度,判断滤棒成型纸的涂胶是否存在问题,从而输出控制信号给剔除装置、报警装置和停车装置。这一系统能够实现实时监控滤棒成型机的涂胶质量,有效克服了传统方式中只能通过操作工用肉眼对涂胶状况进行观察的弊端,精度高、响应时间快,保证了滤棒上胶合格率,避免不合格产品流入市场对消费者的健康安全造成威胁。
5、在第一方面的一种实现方式中,所述图像采集装置包括工业高速线扫相机。
6、本实现方式中,工业高速线扫相机能够高速对成型纸的整个横截面进行扫描检测,从而能够在滤棒成型纸的生产过程中对生产出的成型纸进行实时监控并显示,并且工业高速线扫相机具有图像数据传输和高速相机的自诊断和报警功能,当高速相机处于断网状态时,会报警提示,并且该系统会自动重连相机,从而有效保证涂胶不合格产品能够及时被处理。
7、在第一方面的一种实现方式中,所述用于采集滤棒成型机生产速度的速度采集装置包括高速传感器。
8、本实现方式中,能够通过高速传感器采集滤棒成型机的生产速度,如果发现滤棒成型机在生产过程中的参数有异常情况,能够更加精确的对不合格产品进行剔除。
9、在第一方面的一种实现方式中,所述控制装置包括可编程触摸工控机。
10、本实现方式中,可编程触摸工控机能够实时显示滤嘴棒成胶质量状态。在接收到由图像采集装置采集到的图像后,通过数据处理模块对成型纸上的各条胶线进行检测,实时检测范围包括搭口胶及中线胶的连续性和上胶情况、搭口胶及中线胶在成型纸上的位置、搭口胶线及中线胶与纸张边沿距离、各条胶线的宽度,并发出控制指令,对不合格产品进行剔除、报警,甚至能够使滤棒成型机停止工作,有效避免了废品烟的产生,降低了烟支的生产成本和维修成本。
11、在第一方面的一种实现方式中,所述可编程触摸工控机包括对图像进行识别处理的处理器芯片、动态显示监测结果的显示屏、输出剔除、报警、停机信号的信号输出接口以及自动存储断胶时间及剔除时间的存储器。
12、本实现方式中,处理器芯片能够对图像进行处理,对成型纸上的各条胶线进行实时检测。显示屏能够成型纸的实时涂胶情况、成型纸的宽度情况。可自动识别胶线宽度并实时显示,当胶线缺失或不连续时,同样将于界面显示,能够使操作工清晰可见涂装状况。信号输出接口能够及时发送指令给剔除装置、报警装置和停车装置,保证滤嘴棒上胶合格率。而储存器具有数据的存储功能,当胶线处于断胶而剔除时,系统会自动存储断胶的时间及剔除的时间,以便后期的数据采集。
13、在第一方面的一种实现方式中,所述剔除装置包括剔除鼓轮、鼓轮剔除阀和第一继电器电路,所述鼓轮剔除阀设置在剔除鼓轮的启停控制回路中,所述鼓轮剔除阀的开合控制回路通过第一继电器电路连接至所述控制装置。
14、本实现方式中,剔除装置包括剔除鼓轮、鼓轮剔除阀和第一继电器电路。鼓轮剔除阀的开合控制回路通过第一继电器电路连接至控制装置,实现了控制装置与剔除装置之间的连通。当控制装置发出剔除信号时,鼓轮剔除阀闭合,剔除鼓轮开始工作。如此一来,当控制装置检测到绞线存在质量问题而发出剔除信号时,剔除装置能够及时响应,保证不合格产品被剔除。
15、在第一方面的一种实现方式中,所述第一继电器电路包括第一继电器线圈和第一继电器常开触点,所述第一继电器常开触点串联在所述鼓轮剔除阀的开合控制回路中,所述第一继电器线圈连接所述控制装置。
16、本实现方式中,第一继电器回路还包括第一继电器线圈和第一继电器常开触点,第一继电器常开触点串联在鼓轮剔除阀的开合控制回路中。在设置好各参数后,滤棒成型机将开始工作。此时,常开触点串联在所述鼓轮剔除阀的开合控制回路中,只有当控制装置输出剔除信号时,常开触点才会闭合,剔除装置才得以运作,从而及时剔除不合格产品。而若控制装置未检测到不合格产品时,剔除装置将暂停运行,保证滤嘴棒的顺利生产。
17、在第一方面的一种实现方式中,所述停车装置包括第二继电器电路,所述滤棒成型机的启停控制回路通过第二继电器电路连接至所述控制装置。
18、本实现方式中,滤棒成型机的启停控制回路通过第二继电器电路连接至控制装置。控制装置输出的停车信号能够通过第二继电器电路输出至滤棒成型机的启停控制回路,从而实现对滤棒成型机的停机控制。
19、在第一方面的一种实现方式中,所述第二继电器电路包括第二继电器线圈和第二继电器常闭触点,所述第二继电器常闭触点串联在所述滤棒成型机的启停控制回路中,所述第二继电器线圈连接所述控制装置。
20、本实现方式中,第二继电器电路包括第二继电器常闭触点,该常闭触点串联在滤棒成型机的启停控制回路中。当控制装置发出停机信号时,第二继电器线圈通电,第二继电器常闭触点打开,滤棒成型机的启停控制回路断开,滤棒成型机停机,从而有效保障了在发现不合格率过高时,控制装置能够及时控制滤棒成型机停机,降低生产成本。
21、在第一方面的一种实现方式中,所述报警装置包括声光报警器。
22、本实现方式中,在发现滤棒成型纸涂胶故障时,声光报警器将警示操作人员,及时关注故障,降低生产成本。
23、本技术所提供的一种滤棒成型纸在线涂胶检测系统具有的有益效果包括但不限于:
24、1.实现实时监控滤棒成型纸的涂胶质量,有效克服了传统方式中只能通过操作工用肉眼对涂胶状况进行观察的弊端,精度高、响应时间快,保证了滤棒上胶合格率,避免不合格产品流入市场对消费者的健康安全造成威胁。
25、2.该系统能对不合格产品进行剔除、报警,甚至能够使滤棒成型机停止工作,有效避免了废品烟的产生,降低了烟支的生产成本和维修成本。
26、3.操作简便,整机仅设一电源开关,无需其他任何操作,智能化程度高。能适应高温、尘埃等恶劣环境。
27、4.具有数据的存储功能,当胶线处于断胶而剔除时,系统会自动存储断胶的时间及剔除的时间,以便后期的数据采集。
- 还没有人留言评论。精彩留言会获得点赞!