加热器元件和制造加热器元件的方法与流程
本公开涉及一种适合于与气溶胶生成装置一起使用的加热器元件。本公开也涉及一种制造这种加热器元件的方法。
背景技术:
1、用作气溶胶生成装置的一部分的加热器元件在本领域中是已知的。更具体地,电动加热器元件是已知的,其在电流的作用下通过电阻加热产生热量。这种电动电阻加热器元件可以采用金属电阻加热轨道布置在其上的陶瓷基质的形式。在使用中,被供给到电阻加热轨道的电将引起轨道的加热。包括这种已知电阻加热器元件的气溶胶生成装置可以与包含气溶胶形成基质的棒的已知气溶胶生成制品一起使用。在使用中,电阻加热器元件被插入在气溶胶生成制品内使得加热器元件直接接触气溶胶形成基质。从电阻加热器元件被传递到气溶胶形成基质的热量使气溶胶形成基质的组成成分蒸发。在通过气溶胶生成制品时,从基质形成的蒸气冷却并且冷凝以形成气溶胶以供使用者吸入。然而,气溶胶生成装置与不同的气溶胶生成制品一起重复使用可能导致残留物在加热器元件上的逐渐积累。这种残留物可能阻碍加热器元件将热量传输到气溶胶形成基质的能力,并且也可以将不希望的香味施加到从气溶胶形成基质形成的蒸气。因此,在加热器元件上存在这种残留物可能不利于气溶胶生成装置的使用者体验。可以进行清洁以从加热器元件的表面去除此残留物。然而,清洁可能导致拉伸力、压缩力和扭转力中的一个或组合的施加被施加到加热器元件。由于陶瓷基质是固有地易碎的,因此在清洁期间被施加到这种已知的陶瓷基的加热器元件的力可能导致加热器元件破裂。
2、由于金属材料通常比陶瓷材料具有更大的延展性,用由金属材料形成的基质替换陶瓷基质可能有助于降低加热器元件破裂的可能性。然而,与陶瓷材料相比,金属材料通常具有更大的热导率。当金属材料取代陶瓷材料用于加热器元件的基质时,金属基质的相对较高的热导率可以导致从电阻加热轨道传导到基质中的热量在整个金属基质上快速传输。在整个金属基质上的热量的快速通过可以导致基质温度的对应快速增加。基质温度的这种增加可以由此导致与加热器元件的控制与操作相关联的气溶胶生成装置的敏感电子部件的过热。例如,用于控制对加热器元件的电力供应的控制电路通常位于非常接近于加热器元件定位在气溶胶生成装置内的位置。金属基质中的过高温度因此可以传导到敏感控制电路并且损坏敏感控制电路。此外,由于热量从加热器元件的金属基质的过热区域辐射,气溶胶生成装置的部件的损坏也可能发生。
3、因此,希望提供一种改进的电阻加热器元件,所述电阻加热器元件具有增强的热流管理并且可以更好地承受在清洁或操作期间可能施加到加热器元件的力(例如拉伸、压缩或扭转力)而不破裂。
技术实现思路
1、根据本公开的第一方面,提供一种用于与气溶胶生成装置一起使用的细长金属加热器元件。所述加热器元件在近端与远端之间延伸。所述近端被配置成用于安装到气溶胶生成装置以用于与气溶胶生成装置电连通。所述加热器元件包括以下中的任一者或两者:i)形成在加热器元件的表面上的多个表面凹口;和ii)被限定在加热器元件的表面下方的多个表面下腔。
2、如本文所用,术语“金属”用于意指主要地或完全地由一种或多种金属形成。因此,术语“金属”包括特定金属元素或合金。
3、如本文中所用的,术语“气溶胶生成装置”用于描述与气溶胶生成制品的气溶胶形成基质相互作用以生成气溶胶的装置。优选地,气溶胶生成装置是一种吸烟装置,所述吸烟装置与气溶胶生成制品的气溶胶形成基质相互作用以生成通过使用者的口直接可吸入至使用者的肺中的气溶胶。气溶胶生成装置可以是用于吸烟制品的保持器。优选地,气溶胶生成制品是生成通过使用者的口直接可吸入至使用者的肺中的气溶胶的吸烟制品。更优选地,气溶胶生成制品是生成通过使用者的口直接可吸入至使用者的肺中的含尼古丁气溶胶的吸烟制品。
4、如本文中所使用,术语“气溶胶形成基质”表示由气溶胶形成材料构成或包括气溶胶形成材料的基质,所述气溶胶形成材料在加热时能够释放挥发性化合物以生成气溶胶。
5、与没有任何这种凹口的相同加热器元件相比,金属加热器元件具有形成在加热器元件的表面上的多个表面凹口的构造减小了在表面凹口的位置处通过加热器元件的热传递速率。在金属加热器元件中形成凹口的效应是从加热器元件移除否则将存在以传导热量的导热金属材料。因此,加热器元件的一个或多个区域中的热传递速率和所得的温度可以通过在那些一个或多个区域附近存在这种表面凹口而被控制。
6、金属加热器元件具有多个表面下腔的构造可以提供上文针对表面凹口所描述的相同优点。由于将包围每个表面下腔的金属基质材料的固有约束效应,使用表面下腔可能特别有利于维持加热器元件的弯曲刚度。
7、使用表面凹口或表面下腔可以与金属加热器元件中使用通孔形成对比。与具有相同体积的通孔相比,使用给定体积的表面凹口或表面下腔可以在加热器元件中维持更高水平的弯曲刚度。如本文所用,术语“通孔”是指开口延伸穿过加热器元件的相对表面并且在所述相对表面之间延伸的地方。
8、表面凹口将是开放特征,因为凹口将通向加热器元件的表面上。相比之下,表面下腔将是封闭特征,因为所述表面下腔将在加热器元件的表面下方被包围并且被隐藏不可见。
9、总之,设置有多个表面凹口和多个表面下腔中的任一者或两者的金属加热器元件的使用为加热器元件提供改进的热管理。这些优点与加热器元件由金属材料形成而引起的延展性一起共存。这种固有的延展性降低了加热器元件在操作使用或清洁期间当经受拉伸、压缩或扭转力时破裂的可能性。此外,与没有任何这种凹口或腔的相同加热器元件相比,表面凹口和表面下腔减少了加热器元件的质量。
10、表面凹口和表面下腔的分布和尺寸可以被选择且布置成提供金属加热器元件的一个或多个特定区域的热量管理和温度控制,同时保持加热器元件的足够弯曲刚度以使得所述元件能够承受在操作使用和清洁期间遇到的力。例如,在金属加热器元件预期插入在气溶胶生成制品的气溶胶形成基质内的情况下,加热器元件应当具有足够的弯曲刚度以在加热器元件不屈曲的情况下承受插入。
11、单个凹口和腔可以由一个或多个弯曲表面限定。举例来说,凹口的表面可以对应于球体或椭圆体的表面的一部分。作为另外实例,腔的封闭表面可以对应于球体或椭圆体的表面。由弯曲表面组成的凹口和腔的使用也降低了单个凹口和腔当加热器元件经受拉伸、压缩或扭转力时充当机械应力增加特征的可能性。然而,也可以采用凹口和腔的其他形状。举例来说,表面凹口在平面中可以是圆形的,每个表面凹口限定延伸到加热器元件的表面中的圆柱形孔。替代地,表面凹口在平面中可以是六边形的,限定延伸到加热器元件的表面中的六边形孔。
12、加热器元件可以包括金属基质和一个或多个电阻加热轨道,所述一个或多个电阻加热轨道布置在金属基质上。继而,加热器元件的多个表面凹口和表面下腔可以形成在金属基质上或金属基质内。在使用中,电流可以经由加热器元件的近端被供给到加热器元件的一个或多个电阻加热轨道。沿着一个或多个电阻轨道的电流的流动导致轨道通过电阻加热(也称为欧姆加热或焦耳加热)被加热。
13、金属加热器元件的金属材料可以包括钛或不锈钢。此外,合金617也可能是合适的,其具有高温强度和抗氧化性的组合。对于合金617,镍和铬含量提供抗氧化性,其中铝和镍含量也提供高温抗氧化性。举例来说,加热器元件可以采用由钛、不锈钢或合金617形成的金属基质的形式,其中一个或多个电阻加热轨道布置在基质的一个或多个表面上。其他金属材料可以用于金属加热器元件,其中所述材料根据多个因素被选择,所述多个因素可以包括弯曲刚度、热导率、抗氧化性和化学反应性。
14、所述加热器元件的所述多个表面凹口和表面下腔可以占据没有任何这种凹口和腔的对应加热器元件的体积的15%至30%之间的累计体积。如本文所用,术语“累计体积”是指由形成在加热器元件中的全部表面凹口和表面下腔占据的体积的总和。通常,由表面凹口或表面下腔占据的加热器元件的累计体积越大,在使用期间通过金属加热器元件的传导性热传递的相应减少就越大。然而,由凹口或腔占据的累计体积越大,加热器元件的弯曲刚度就越低。将累计体积限制在15%至30%之间提供了以下两个冲突期望之间的平衡:i)减少金属加热器元件中的过度热流以及导致的高温,以及ii)保持加热器元件的足够弯曲刚度以使得元件能够承受轴向压缩力而不简单地弯曲。然而,方便地,所述加热器元件的所述多个表面凹口和表面下腔可以占据没有任何这种凹口和腔的对应加热器元件的体积的17%至26%之间的累计体积。
15、加热器元件可以完全没有延伸穿过加热器元件的厚度的任何通孔。与表面凹口和表面下腔相比,“通孔”将一直延伸穿过加热器元件并且在加热器元件的相对表面之间延伸。
16、然而,替代地,加热器元件还可以包括延伸穿过加热器元件的厚度的多个通孔。以此方式,加热器元件可以包括不同类别的特征的组合,其对应于从金属加热器元件去除金属材料以在使用中提供加热器元件的改进热管理。例如,加热器元件可以包括与多个表面凹口或多个表面下腔一起的多个通孔。替代地,加热器元件可以包括多个通孔、多个表面凹口和多个表面下腔的全部。多个通孔可以沿着加热器元件的长度分布。单个通孔可以允许空气在使用期间流过加热器元件。
17、加热器元件的多个表面凹口和表面下腔可以形成以限定一个或多个蜂窝布置。如本文所用,术语“蜂窝布置”是指凹口或腔的重复图案。蜂窝布置可以是二维的;例如,蜂窝布置可以由沿着彼此正交的两个轴线延伸的离散的一层表面凹口或表面下腔限定。替代地,蜂窝布置可以是三维的。这种蜂窝布置的使用确保蜂窝布置位于其中的加热器元件的区域具有接近均匀的热和结构特性。
18、加热器元件可以包括多个表面凹口并且完全没有任何表面下腔。替代地,加热器元件可以包括多个表面下腔并且完全没有任何表面凹口。
19、加热器元件的多个表面凹口和表面下腔中的至少一些可以设置在加热器元件的内部区域中,所述内部区域在近端与相对于近端的加热器元件的长度的33%之间延伸。由于近端被配置成用于安装到气溶胶生成装置,确保加热器元件的内部区域包含至少一些表面凹口和表面下腔可以有助于避免位于近端附近的气溶胶生成装置的电子部件的过热。由于气溶胶生成装置的控制电子器件通常将位于加热器元件的近端处或加热器元件的近端附近,因此在加热器元件的内部区域中提供凹口或腔可以避免过高的温度产生在加热器元件的这个区域中以及在气溶胶生成装置的邻近部件中。方便地,加热器元件的多个表面凹口和表面下腔的全部的按体积计的至少40%、或按体积计的至少50%、或按体积计的至少60%、或按体积计的至少70%、或按体积计的至少80%被设置在内部区域中。这种高体积比例的表面凹口和/或表面腔的构造在内部区域中提供针对通过加热器元件的金属材料的传导性热传递的屏障,并且由此增强对非常接近于加热器元件的内部区域的气溶胶生成装置的部件的热保护。在一个实例中,所述加热器元件的所述多个表面凹口和表面下腔的全部可以设置在所述加热器元件的所述内部区域中。
20、在加热器元件的多个表面凹口和表面下腔中的至少一些设置在加热器元件的内部区域中(如前述段落中所描述)的情况下,内部区域的表面凹口和表面下腔可以侧向延伸跨过加热器元件的侧向宽度的至少90%或至少95%。凹口或腔的这种布置有助于提供针对接近于近端通过金属基质的传导性热传递的屏障,所述屏障延伸跨过加热器元件的几乎全部侧向宽度。
21、在加热器元件的多个表面凹口和表面下腔中的一些设置在加热器元件的内部区域中(如前述段落中所描述)的情况下,加热器元件的所述多个表面凹口和表面下腔中的一些也可以设置在加热器元件的中间区域中,所述中间区域在相对于近端的细长加热器元件的长度的33%与90%之间延伸。除了在内部区域中的表面凹口或表面下腔之外,在加热器元件的中间区域中包括表面凹口或表面下腔可以当从加热器元件的一个区域前进到另一个区域时提供通过加热器元件的热传递速率的更逐渐的变化。确保通过加热器元件的热传递速率的这种逐渐变化可以有利于避免在加热器元件的金属材料中产生过度热应力。
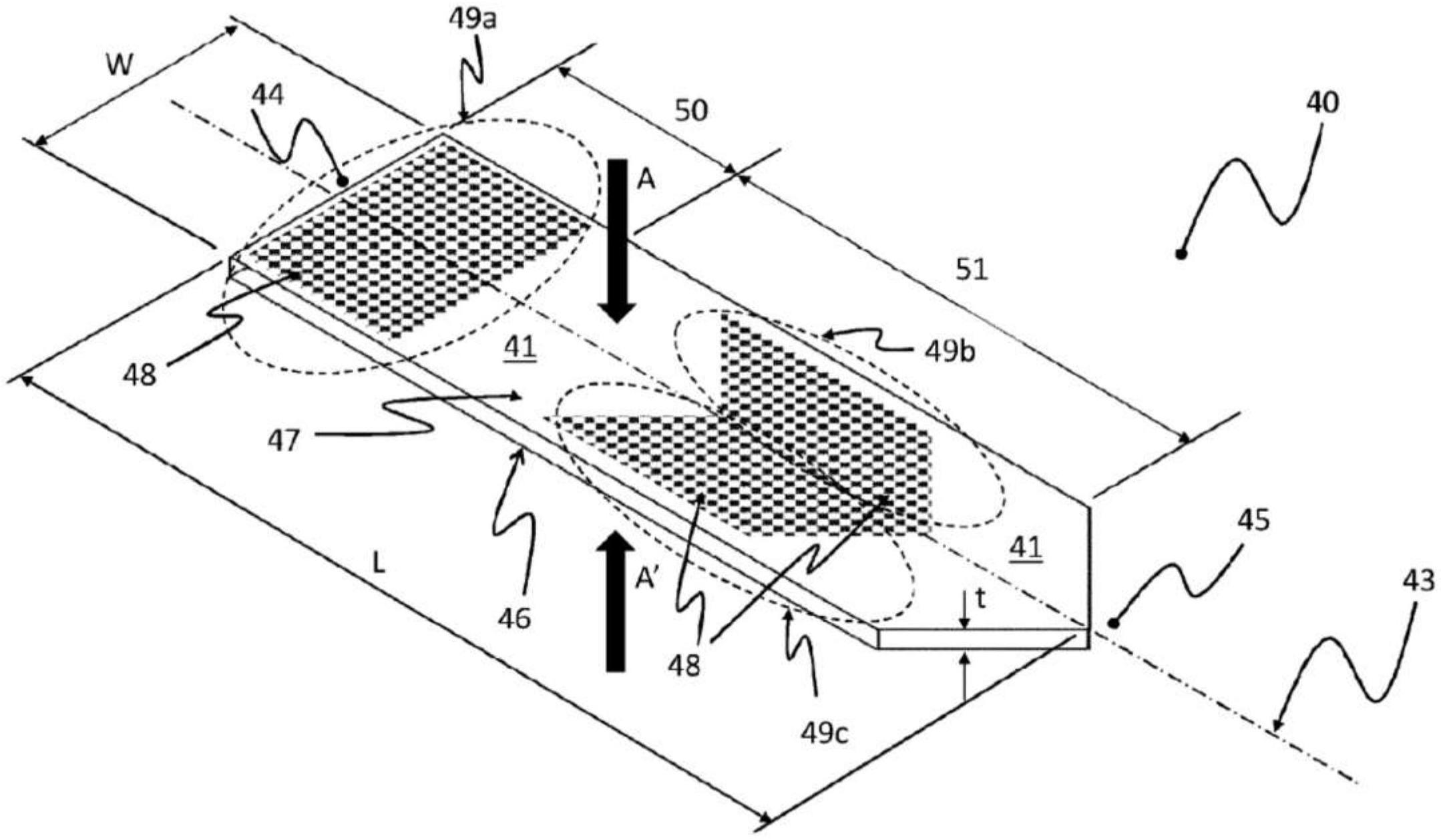
22、所述加热器元件可以沿着纵向轴线延伸并且从所述纵向轴线侧向向外延伸以限定具有相对的第一细长表面和第二细长表面的叶片。提供呈叶片形式的加热器元件使得所述元件特别适合于穿过气溶胶生成制品的气溶胶形成基质插入并且插入在所述气溶胶形成基质内。所述加热器元件还可以包括布置在所述第一细长表面上的电阻加热轨道,所述加热器元件包括在所述第二细长表面上的多个所述表面凹口,其中在所述第二细长表面上的所述表面凹口形成所述加热器元件的所述多个表面凹口的全部的按体积计的至少80%。第二细长表面可以没有任何电阻加热轨道。如前述段落中所讨论的,沿着电阻加热轨道的电流的通过将导致轨道的电阻加热。第一细长表面可以基本上没有表面凹口。举例来说,加热器元件的任何表面凹口可以替代地设置在第二细长表面上。
23、加热器元件的多个表面凹口和表面下腔可以布置成一个或多个侧向对称的组。所述一个或多个侧向对称的组可以包括第一组、第二组和第三组。第一组可以关于纵向轴线对称地设置并且在加热器元件的内部区域中侧向延伸跨过加热器元件的侧向宽度的至少90%或至少95%。内部区域可以在近端与相对于近端的加热器元件的长度的33%之间延伸。第二组和第三组可以在加热器元件的中间区域中彼此对称地设置在纵向轴线的任一侧上,所述中间区域在相对于近端的加热器元件的长度的33%与90%之间延伸。第二组和第三组可以与第一组轴向间隔。第二组和第三组可以在纵向轴线处彼此连接。
24、优选地,加热器元件被配置成可移除地安装到气溶胶生成装置。这样,加热器元件可以被移除以便在重新安装之前进行清洁。此外,所述加热器元件可以被移除并且与替换加热器元件交换。
25、在本公开的第二方面中,提供了一种气溶胶生成装置,其被配置成接收气溶胶形成基质。所述气溶胶生成装置包括如关于本公开的第一方面描述的细长金属加热器元件。气溶胶生成装置也包括电源。加热器元件的近端安装到气溶胶生成装置的安装位置。电源与加热器元件电连通以便在使用中电阻加热加热器元件。
26、电源优选地呈电池的形式,由此向气溶胶生成装置提供电力源并且有助于使所述装置便携。方便地,电池是可再充电的;例如,锂离子电池可以用作电源。
27、所述气溶胶生成装置可以被配置成使得在与被接收在所述装置中的气溶胶形成基质一起使用中,所述加热器元件在所述气溶胶形成基质内延伸以加热所述气溶胶形成基质并且从其生成可吸入气溶胶。举例来说,如前述段落中描述的,加热器元件可以形成为叶片。叶片的远端可以终止于一个点,由此辅助叶片进入气溶胶生成基质。叶片的一个或多个纵向边缘也可以是锐化的。
28、优选地,气溶胶形成基质是固体气溶胶形成基质。然而,气溶胶形成基质可包括固体组分和液体组分两者。替代地,气溶胶形成基质可为液体气溶胶形成基质。
29、优选地,气溶胶形成基质包括尼古丁。更优选地,气溶胶形成基质包括烟草。替代地或另外地,气溶胶形成基质可以包括不含烟草的气溶胶形成材料。
30、如果气溶胶形成基质是固体气溶胶形成基质,那么固体气溶胶形成基质可以包括例如粉末、颗粒、丸粒、碎片、丝条、条带或片材中的一种或多种,所述片材含有草本植物叶、烟草叶、烟草肋料、膨胀烟草和均质化烟草中的一种或多种。
31、任选地,固体气溶胶形成基质可以包含烟草挥发性香味化合物或非烟草挥发性香味化合物,其在加热固体气溶胶形成基质时被释放。固体气溶胶形成基质也可以包含一个或多个囊,所述囊例如包括另外的烟草挥发性香味化合物或非烟草挥发性香味化合物,并且这种囊可以在加热固体气溶胶形成基质期间熔化。
32、任选地,固体气溶胶形成基质可以被设置在热稳定载体上或嵌入热稳定载体中。载体可以采取粉末、颗粒、丸粒、碎片、丝条、条带或片材的形式。固体气溶胶形成基质可以以例如片材、泡沫、凝胶或浆料的形式沉积在载体的表面上。固体气溶胶形成基质可沉积在载体的整个表面上,或者替代地,可按一定图案沉积,以便在使用期间提供不均匀的香味递送。
33、在优选的实施例中,气溶胶形成基质包括均质化烟草材料。如本文中所使用,术语“均质化烟草材料”是指通过聚结颗粒状烟草形成的材料。
34、优选地,气溶胶形成基质包括均质化烟草材料的聚集片材。如本文中所使用,术语“片材”指宽度和长度明显大于其厚度的层状元件。如本文中所使用,术语“聚集”用于描述基本横向于气溶胶生成制品的纵向轴线卷绕、折叠或者压缩或收紧的片材。
35、优选地,气溶胶形成基质包括气溶胶形成剂。如本文中所使用,术语“气溶胶形成剂”用于描述任何合适的已知化合物或化合物的混合物,所述化合物或化合物的混合物在使用中促进形成气溶胶并且在气溶胶生成制品的操作温度下基本耐热降解。
36、合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如丙二醇、三甘醇、1,3-丁二醇和甘油;多元醇的酯,诸如甘油单、二或三乙酸酯;以及一元、二元或多元羧酸的脂肪族酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇、三甘醇、1,3-丁二醇和最优选的甘油。
37、气溶胶形成基质可包括单一气溶胶形成剂。替代地,气溶胶形成基质可以包括两种或更多种气溶胶形成剂的组合。
38、在本公开的第三方面中,提供了一种制造加热器元件的方法。所述方法包括提供金属基质并且形成以下中的任一者或两者:i)在金属基质的表面上的多个表面凹口;以及ii)被限定在金属基质的表面下方的多个表面下腔。
39、可以首先从金属材料的片材切割多个金属坯料,其中每个坯料形成用于给定加热器元件的“金属基质”。方便地,表面凹口和表面下腔可以在将片材切割成单个坯料之前形成在金属材料的片材中。替代地,表面凹口和表面下腔可以在从金属材料的片材切割坯料之后形成在每个坯料中。
40、有利地,形成步骤可以包括蚀刻金属基质以形成多个表面凹口。举例来说,化学或机械蚀刻过程可以用于在基质的表面中形成凹口。氯蚀刻是合适的化学蚀刻过程的实例。机械蚀刻可以采用以下形式:凹口被机加工到基质的表面中。
41、优选地,由所述方法产生的制造的加热器元件与前述段落中关于本公开的第一方面描述的金属加热器元件一致。
42、在本公开的第四方面中,提供了一种制造加热器元件的方法。所述方法包括:提供一批金属材料;从这批金属材料增材制造所述加热器元件以逐渐形成加热器元件使其包括以下中的任一者或两者:i)在加热器元件的表面上的多个表面凹口;以及ii)被限定在加热器元件的表面下方的多个表面下腔。
43、使用增材制造来形成加热器元件特别有利于使得能够形成隐藏结构特征(例如,表面下腔)。举例来说,金属材料可以以粉末形式被提供,或替代地作为粉末和液体的浆料被提供。方便地,增材制造步骤可以包括三维丝网印刷。
44、优选地,由所述方法产生的制造的加热器元件与前述段落中关于本公开的第一方面描述的金属加热器元件一致。
45、本发明在权利要求书中被限定。然而,下文提供了非限制性实例的非详尽列表。这些实例的任何一个或多个特征可以与本文所述的另一实例、实施例或方面的任何一个或多个特征组合。
46、实例ex1:一种用于与气溶胶生成装置一起使用的细长金属加热器元件,所述加热器元件在近端与远端之间延伸,所述近端被配置成用于安装到气溶胶生成装置以用于与气溶胶生成装置电连通;其中所述加热器元件包括以下中的任一者或两者:i)形成在加热器元件的表面上的多个表面凹口;和ii)被限定在加热器元件的表面下方的多个表面下腔。
47、实例ex2:根据ex1所述的细长金属加热器元件,其中所述加热器元件包括金属基质和一个或多个电阻加热轨道,所述一个或多个电阻加热轨道布置在所述金属基质上,其中所述加热器元件的所述多个表面凹口和表面下腔分别形成在所述金属基质上或所述金属基质内。
48、实例ex3:根据ex1或ex2中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔占据没有任何这种凹口和腔的对应加热器元件的体积的15%至30%之间的累计体积。
49、实例ex4:根据ex3所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔占据没有任何这种凹口和腔的对应加热器元件的体积的17%至26%之间的累计体积。
50、实例ex5:根据ex1至ex4中任一项所述的细长金属加热器元件,其中所述加热器元件没有延伸穿过加热器元件的厚度的任何通孔。
51、实例ex6:根据ex1至ex4中任一项所述的细长金属加热器元件,其中所述加热器元件还包括延伸穿过所述加热器元件的厚度的多个通孔。
52、实例ex7:根据ex6所述的细长金属加热器元件,其中所述多个通孔沿着所述加热器元件的长度分布。
53、实例ex8:根据ex1至ex6中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔形成以限定一个或多个蜂窝布置。
54、实例ex9:根据ex1至ex8中任一项所述的细长金属加热器元件,其中所述加热器元件包括所述多个表面凹口并且没有任何表面下腔。
55、实例ex10:根据ex1至ex8中任一项所述的细长金属加热器元件,其中所述加热器元件包括所述多个表面下腔并且没有任何表面凹口。
56、实例ex11:根据ex1至ex10中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔中的至少一些被设置在所述加热器元件的内部区域中,所述内部区域在所述近端与相对于所述近端的加热器元件的长度的33%之间延伸。
57、实例ex12:根据ex11所述的细长金属加热器元件,其中加热器元件的多个表面凹口和表面下腔的全部的按体积计的至少40%、或按体积计的至少50%、或按体积计的至少60%、或按体积计的至少70%、或按体积计的至少80%被设置在内部区域中。
58、实例ex13:根据ex11或ex12中任一项所述的细长金属加热器元件,其中所述内部区域的所述表面凹口和表面下腔侧向延伸跨过所述加热器元件的侧向宽度的至少90%或至少95%。
59、实例ex14:根据ex11至ex13中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔的全部设置在所述加热器元件的所述内部区域中。
60、实例ex15:根据ex11至ex14中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔中的一些设置在所述加热器元件的中间区域中,所述中间区域在相对于所述近端的所述细长加热器元件的长度的33%与90%之间延伸。
61、实例ex16:根据ex1至ex15中任一项所述的细长金属加热器元件,其中所述加热器元件沿着纵向轴线延伸并且从所述纵向轴线侧向向外延伸以限定具有相对的第一细长表面和第二细长表面的叶片。
62、实例ex17:根据ex16所述的细长金属加热器元件,所述加热器元件还包括布置在所述第一细长表面上的电阻加热轨道,所述加热器元件包括在所述第二细长表面上的多个所述表面凹口,其中在所述第二细长表面上的所述表面凹口形成所述加热器元件的所述多个表面凹口的全部的按体积计的至少80%。
63、实例ex18:根据ex17所述的细长金属加热器元件,其中第一细长表面基本上没有表面凹口。
64、实例ex19:根据ex16至ex18中任一项所述的细长金属加热器元件,其中所述加热器元件的所述多个表面凹口和表面下腔布置成一个或多个侧向对称的组。
65、实例ex20:根据ex19所述的细长金属加热器元件,其中一个或多个侧向对称的组包括:第一组,所述第一组关于纵向轴线对称地设置并且在加热器元件的内部区域中侧向延伸跨过加热器元件的侧向宽度的至少90%或至少95%,所述内部区域在所述近端与相对于所述近端的加热器元件的长度的33%之间延伸;第二组和第三组,所述第二组和第三组在加热器元件的中间区域中彼此对称地设置在纵向轴线的任一侧上,所述中间区域在相对于所述近端的加热器元件的长度的33%与90%之间延伸。
66、实例ex21:根据ex20所述的细长金属加热器元件,其中所述第二组和第三组在纵向轴线处彼此连接。
67、实例ex22:根据ex1至ex21中任一项所述的细长金属加热器元件,其中所述加热器元件被配置成可移除地安装到气溶胶生成装置。
68、实例ex23:一种气溶胶生成装置,所述气溶胶生成装置被配置成接收气溶胶形成基质,所述气溶胶生成装置包括根据ex1至ex22中任一项所述的细长金属加热器元件和电源,所述加热器元件的所述近端安装到所述气溶胶生成装置的安装位置,所述电源与所述加热器元件电连通以便在使用中电阻加热所述加热器元件。
69、实例ex24:根据ex23所述的气溶胶生成装置,其中所述气溶胶生成装置被配置成使得在与被接收在所述装置中的气溶胶形成基质一起使用中,所述加热器元件在所述气溶胶形成基质内延伸以便加热所述气溶胶形成基质并且从其生成可吸入气溶胶。
70、实例ex25:一种制造加热器元件的方法,所述方法包括:提供金属基质并且形成以下中的任一者或两者:i)在金属基质的表面上的多个表面凹口;以及ii)被限定在金属基质的表面下方的多个表面下腔。
71、实例ex26:根据ex25所述的制造加热器元件的方法,其中所述形成步骤包括蚀刻金属基质以形成多个表面凹口。
72、实例ex27:一种制造加热器元件的方法,所述方法包括:提供一批金属材料;从这批金属材料增材制造所述加热器元件以逐渐形成加热器元件使其包括以下中的任一者或两者:i)在加热器元件的表面上的多个表面凹口;以及ii)被限定在加热器元件的表面下方的多个表面下腔。
73、实例ex28:根据ex27所述的制造加热器元件的方法,其中所述增材制造步骤包括三维丝网印刷。
74、实例ex29:根据ex25至ex28中任一项所述的制造加热器元件的方法,其中由所述方法产生的制造的加热器元件与ex1至ex22中任一项一致。
- 还没有人留言评论。精彩留言会获得点赞!