棒形制品的输送与填装装置和方法与流程
本发明涉及烟草机械,具体的说,涉及了一种棒形制品的输送与填装装置和方法。
背景技术:
1、烟草制造中,香烟、过滤嘴或香烟制造所需其它棒状物品传输在不同设备间转移过程中通常需要借助容器,棒形制品会先被堆叠到容器内,再从容器内取出,重新以多层堆叠的方式由输送机构输送至下游设备。
2、多层堆叠棒形制品连续的装入容器内存储时,需要设置容器的填装设备和容器的清空设备。传统的填装设备是通过多次高频率的往复运动,将棒形制品装入容器内,填装过程中经常出现乱棒、掉棒、夹棒、棒折弯、端部掉填充物等情况,损坏棒形制品的存储质量。
3、cn105595414a中公开了一种输送烟草加工行业棒形制品的产品材料流系统和方法及接收和交出产品材料流的份的容器。但是,其中提到的装置设计成用于水平或略为倾斜的传送方向输送所述产品材料和用于在保持输入的成品材料流的原结构和原截面的情况下输送由烟草加工行业的棒形制品构成的产品材料流。
4、出于这种目的,其中倾斜部分的上下引导元件的距离与水平输送上、下输送带的距离必须相等才能保证输入的成品材料流的原结构和原截面,因此容器内填充物料的高度与输送的高度相同,远低于烟草生产企业所用容器物料的高度,导致容器数量数倍的增加,造成存放空间、成本和管理费用的增多;
5、另外倾斜部分的上下引导元件伸入容器内部,由于进入容室内的棒形制品两端面距离容器前后端壁的缝隙较小,在整个系统输送过程中必须保证棒形制品的两端面平齐,才能很好的进入容室内,实际输送过程中棒形制品的端面并非平齐,因此棒形制品在进入容器时将与容器的前后侧壁干涉,这样会导致对容器填充的失败或容器内棒形制品倾斜;
6、尤其是棒形制品为40~60mm的加热不燃烧卷烟时,填装输送更加困难,cn105595414a中公开装置的结构,输送棒形制品的堆叠高度较普通卷烟的低,下引导元件及容器左右端壁设计的开槽结构无法实现输送及填充。
7、gb7847133a中公开了一种卸载杆状物品的容器的方法和设备,但是,其中提到的装置能够用于棒形制品的填装,装置用于填装时,所述容器被向左输送,与容器内最上层物料接触的输送带的运动速度必须与容器的输送速度相同,否则输送带将擦搓容器内的上层物料,导致上层烟支空头或外观褶皱;
8、另外棒形制品的直径发生变化时,其堆叠的总高度将发生变化,其公开文本中没有显示上层输送带的高度可调整;其缓存区上部与通道的上输送机构高度接近,则无缓存作用,且缓存区的物料并非自由下落,而是借助上下两个倾斜输送机作用下落,在供料不足情况下,由于缓存区空间宽阔,缓存区域的上层物料处于自由排列状态,易产生横棒、乱棒现象;
9、装置的缓存区存在多个方向输送,易造成棒形制品外观褶皱、乱棒或滤棒轴向窜动等现象,特别是填装40~60mm的加热不燃烧卷烟这种现象更明显;
10、另由于进入容室内的棒形制品两端距离容器前后端壁的间隙较小,在整个系统输送过程中必须保证棒形制品的两端面平齐,所述产品材料才能很好的进入容室内,实际输送过程中棒形制品端面并非平齐,因此棒形制品在进入容器时将与容器的前后侧壁干涉,这样会导致对容器填充的失败或容器内棒形制品倾斜。
11、为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
技术实现思路
1、本发明的目的是针对现有技术的不足,从而提供一种棒形制品能够按顺序填装进入容器并且摊平、不会由于各种特殊工况导致棒形制品损伤或乱棒情况的棒形制品的输送与填装装置和方法。
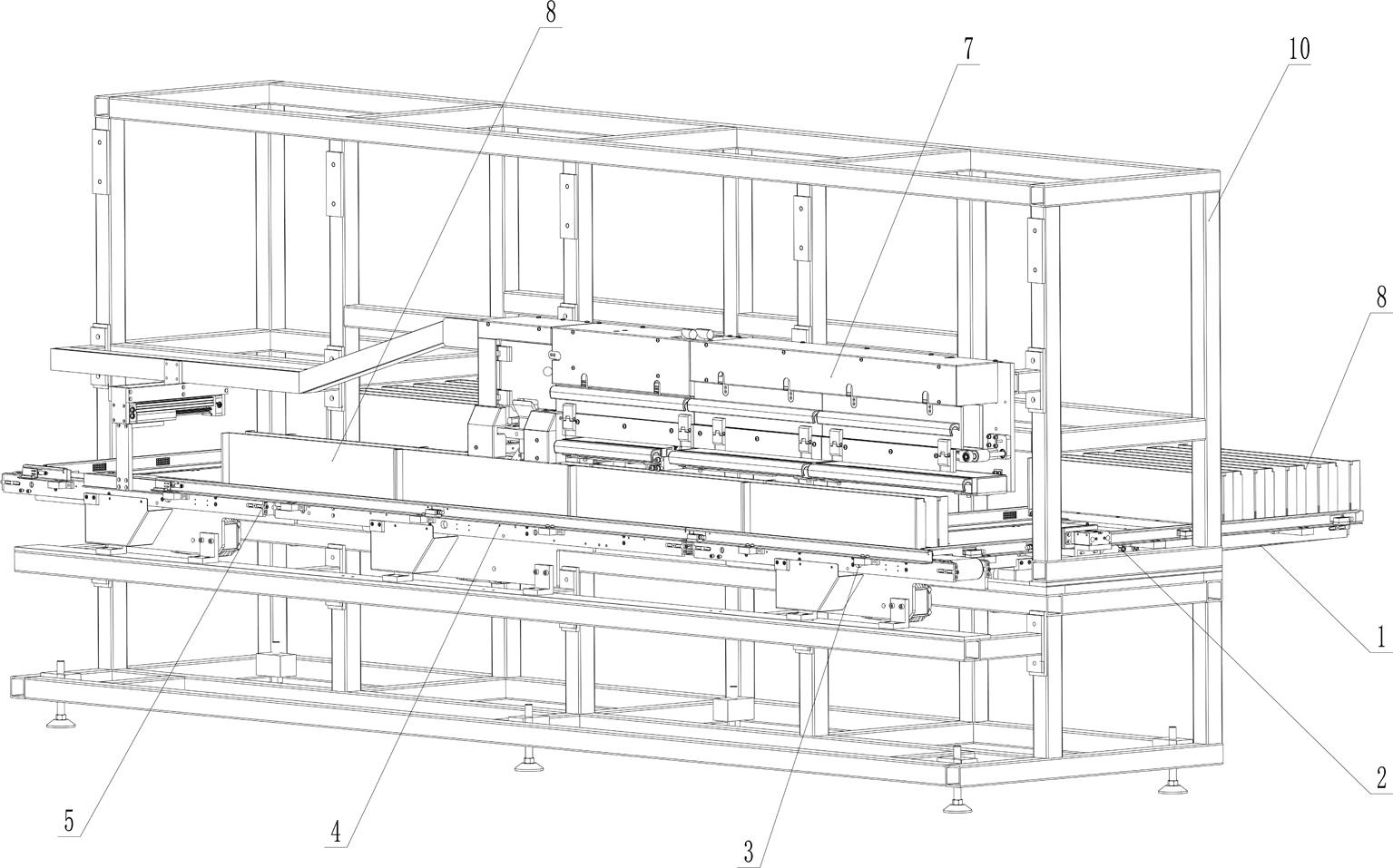
2、为了实现上述目的,本发明所采用的技术方案是:一种棒形制品的输送与填装装置,包括主机架和分别基于主机架安装的空容器输入机构、空容器推送机构、第一横向容器输送机构、第二横向容器输送机构、第三横向容器输送机构、满容器输出机构、填装机构以及容器;
3、所述空容器输入机构的末端对接空容器推送机构,所述空容器推送机构的末端对接第一横向容器输送机构的首端侧部,所述第一横向容器输送机构、第二横向容器输送机构和第三横向容器输送机构首尾连接,所述满容器输出机构对接第三横向容器输送机构的尾端侧部,所述填装机构设置于第一横向容器输送机构、第二横向容器输送机构和第三横向容器输送机构的上方,所述填装机构的出口端位于第二横向容器输送机构的后半部;
4、所述容器为矩形容器,所述容器的横向两端部设置可水平打开的端板,水平打开状态下,所述容器呈通槽状,所述填装机构的导流机构可从端板处进入容器中并抵接容器的底部,填装机构相对导流机构的相对侧的上部设置用于将棒性物料摊平的摊平机构。
5、基上所述,所述填装机构包括下输送带、上输送带、缓存机构、所述导流机构、所述摊平机构和排齐机构;
6、所述下输送带和上输送带平行设置且两者之间形成棒性制品的堆叠输送空间,所述缓存机构设置于堆叠输送空间的尾端,所述缓存机构的上部呈斗状,所述缓存机构的下部设置垂直输送通道,所述导流机构位于垂直输送通道的后端,所述摊平机构位于垂直输送通道的前端,所述导流机构自上而下依次包括竖直段导入段、聚拢倾斜段和竖直导出段,所述聚拢倾斜段的倾斜方向朝向摊平机构一侧,所述摊平机构为l形板,所述l形板的竖直段与竖直导入段平行,所述l形板的水平段与聚拢倾斜段的前半段等高。
7、基上所述,所述摊平机构的安装高度可调。
8、基上所述,所述缓存机构的斗状空间内设置有压烟链。
9、基上所述,位于所述垂直输送通道的左右两端设置排齐机构,所述排齐机构包括两块彼此平行的平板和用于驱动两个平板彼此靠近或分离的驱动机构。
10、基上所述,所述导流机构的底端设置有导向块,所述容器的底端设置有导向槽,所述导向块和导向槽彼此配合。
11、基上所述,所述填装机构中靠近导流机构的底端处设置有打开机构,所述打开机构用于开启容器的端板。
12、基上所述,所述容器包括底板、前侧板、后侧板和位于左右两端的端板,所述端板包括两块可水平打开的立板,两块立板之间形成窄缝,所述窄缝的常态宽度小于前侧板和后侧板的宽度,所述窄缝的打开宽度等于或大于前侧板和后侧板的宽度。
13、基上所述,所述前侧板和后侧板相对底板的安装位置可调,以便所述前侧板和后侧板的间距可调。
14、一种棒形制品的输送与填装方法,包括所述的棒形制品的输送与填装装置,通过以下步骤执行:
15、1)多个容器暂存在空容器输入机构上,经容器分离机构使得每次只允许一个容器输入至末端,空容器推送机构将末端的一个容器输送至第一横向容器输送机构,第一横向容器输送机构用于将容器的前端与前一个容器的后端对齐;
16、2)至少两个容器直线排列在第二横向容器输送机构上,随着第二横向容器输送机构的前移,填装机构中的打开机构先于导流机构将当前容器前端部的端板打开,导流机构进入当前容器内部并探底;
17、3)在步骤1)和步骤2)执行的同时,棒形制品由下输送带和上输送带转移至缓存机构中,然后自缓存机构下端的垂直输送通道导出,并随导流机构的引导进入容器中,随着棒形制品的流入和第二横向容器输送机构带动容器的移动使得棒形制品在当前容器内自前而后堆叠排列,摊平机构则用于确定堆叠高度,排齐机构用于将垂直输送通道内的棒形制品的前后端排齐;
18、4)随着第二横向容器输送机构的移动,导流机构自前而后的移动至容器的尾端,尾端的端板和下一个容器的前端端板被打开,导流机构顺利进入下一个容器中,继续布料,与此同时,步骤1)和2)动作将下一个容器输入;
19、5)装满棒形制品的容器在脱离填装装置后,端板闭合,经第三横向容器输送机构快速输出,相邻容器出现间隔,在第三横向容器输送机构的末端被满容器输出机构输出至相应工位。
20、本发明相对现有技术具有突出的实质性特点和显著的进步,具体的说,本发明具有以下优点:
21、1.棒形制品在填装过程中,能够按照行走的方向逐渐的装满容器,填装的高度可控且能够摊平,有效避免了棒形制品受损;
22、2.容器的输送装置按照准备、推送、排队、填装和移出的顺序设计,同时相应设计容器的结构,使容器在填装过程中端板可以按填装顺序被打开和关闭,填装过程无需中断,拥有较高的填装效率。
23、3.在棒形制品的填装过程中,在缓存机构中安装压烟链,防止棒状制品不整齐,在垂直输送通道处设置导流机构、摊平机构和排齐机构,使通过的棒形制品的两端对齐、堆叠不乱,规整的进入容器内部,保证容器内的填装效果。
- 还没有人留言评论。精彩留言会获得点赞!