雾化装置的装配方法及雾化装置与流程
本发明涉及电子雾化设备,特别涉及一种雾化装置的装配方法及雾化装置。
背景技术:
1、现有纤维棉类雾化芯,导油棉包裹在发热件外,引脚连接在发热件上,由于发热件、纤维棉以及引脚的抗弯刚度小,在生产组装过程中容易发生变形,导致雾化装置的口感一致性差。
技术实现思路
1、本申请提供一种雾化装置的装配方法及雾化装置,可解决雾化装置的口感一致性差的技术问题。
2、为解决上述技术问题,本申请一方面提供一种雾化装置的装配方法,该雾化装置包括油杯和雾化模组,雾化模组至少部分容置在油杯内,雾化模组包括加热件和引脚,引脚连接在加热件上,加热件内部围设形成有中空腔,油杯上开设有用于穿设引脚的引脚孔,装配方法包括:
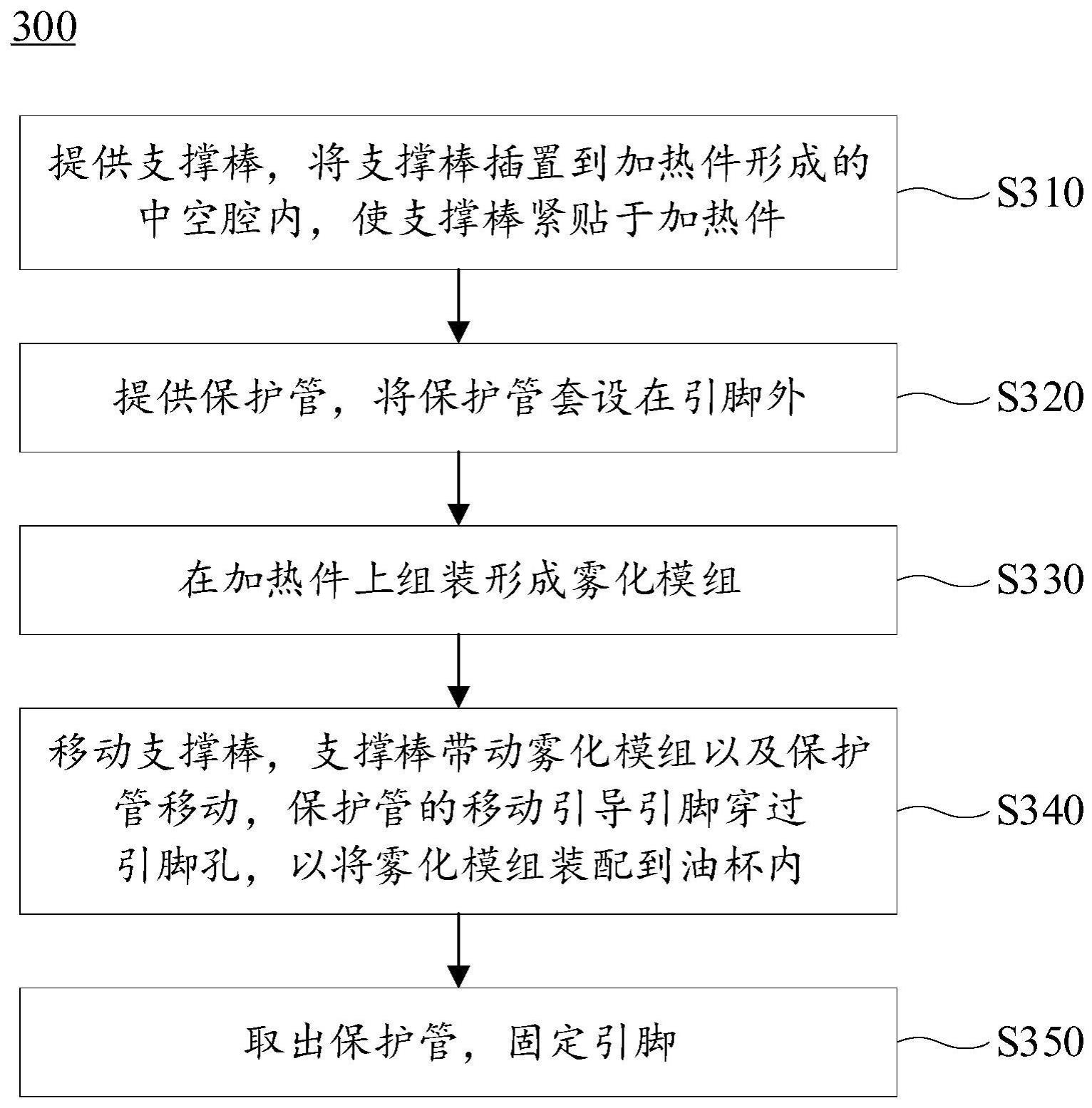
3、提供支撑棒,将支撑棒插置到加热件形成的中空腔内,使支撑棒紧贴于加热件;
4、提供保护管,将保护管套设在引脚外;
5、在加热件上组装形成雾化模组;
6、移动支撑棒,支撑棒带动雾化模组以及保护管移动,保护管的移动引导引脚穿过引脚孔,以将雾化模组装配到油杯内;
7、取出保护管,固定引脚。
8、在一实施例中,在取出保护管,固定引脚之后包括:弯折引脚至电极盲孔内,将控制模组装配到油杯的底部,其中,控制模组上的电极插置在电极盲孔内。
9、在一实施例中,在加热件上组装形成雾化模组包括:
10、在加热件外包裹导油介质形成导油件;
11、将雾化管从支撑棒的一端套入支撑棒,并套设在导油件外;
12、将气道管从支撑棒的另一端穿入支撑棒,并插置在雾化管内。
13、在一实施例中,在加热件外包裹导油介质形成导油件的步骤包括,对导油介质进行裁剪,将导油件的尺寸公差控制在预设范围内。
14、在一实施例中,在弯折引脚至电极盲孔内,将控制模组装配到油杯的底部之前包括:在电路板上的咪头外套设咪头座,并将第一吸油件容置到咪头座内,电路板、咪头以及咪头座共同形成控制模组。
15、在一实施例中,固定引脚包括,打胶密封引脚孔,并烘干胶水。
16、在一实施例中,在弯折引脚至电极盲孔内,将控制模组装配到油杯的底部之后包括:
17、将壳体装配到油杯外,在壳体内非油杯区域装入电芯;
18、向油杯内注入雾化基质,在雾化基质注入完成后将密封件套入支撑棒并盖设在油杯上以密封油杯的敞口。
19、在一实施例中,装配方法包括:在密封件上装配第二吸油件,将吸嘴套入支撑棒固定连接在油杯以及壳体上,从吸嘴的吸气方向取出支撑棒。
20、在一实施例中,在装配过程中,采用自动化设备完成装配操作。
21、本申请一方面提供一种雾化装置,雾化装置采用如上所述的装配方法装配而成。
22、本申请所提供的雾化装置的装配方法,在雾化装置的装配过程中,加热件形成的中空腔内插置有支撑棒,引脚外套设有保护管,雾化模组装配在支撑棒上,通过移动支撑棒,保护管引导引脚穿过引脚孔,可防止加热件以及引脚在装配过程中发生变形,从而保证雾化装置的口感一致性。
技术特征:
1.一种雾化装置的装配方法,该雾化装置包括油杯和雾化模组,所述雾化模组至少部分容置在所述油杯的贯穿孔内,所述雾化模组包括加热件和引脚,所述引脚连接在所述加热件上,所述加热件内部围设形成有中空腔,所述油杯上开设有用于穿设所述引脚的引脚孔,其特征在于,所述装配方法包括:
2.根据权利要求1所述的装配方法,其特征在于,在所述取出所述保护管,固定所述引脚之后还包括:
3.根据权利要求1所述的装配方法,其特征在于,所述在所述加热件上组装形成所述雾化模组包括:
4.根据权利要求3所述的装配方法,其特征在于,所述在所述加热件外包裹导油介质形成导油件的步骤包括,对所述导油介质进行裁剪,将所述导油件的尺寸公差控制在预设范围内。
5.根据权利要求2所述的装配方法,其特征在于,在所述弯折所述引脚至电极盲孔内,将控制模组装配到所述油杯的底部之前包括:
6.根据权利要求2所述的装配方法,其特征在于,所述固定所述引脚包括,打胶密封所述引脚孔,并烘干胶水。
7.根据权利要求2所述的装配方法,其特征在于,在所述弯折所述引脚至电极盲孔内,将控制模组装配到所述油杯的底部之后包括:
8.根据权利要求7所述的装配方法,其特征在于,所述装配方法包括:
9.根据权利要求1所述的装配方法,其特征在于,在装配过程中,采用自动化设备完成装配操作。
10.一种雾化装置,其特征在于,采用如权利要求1-9任一项所述的装配方法装配而成。
技术总结
本申请公开了一种雾化装置的装配方法及雾化装置,属于电子雾化设备技术领域。装配方法包括提供支撑棒,将支撑棒插置到加热件形成的中空腔内,使支撑棒紧贴于加热件;提供保护管,将保护管套设在引脚外;在加热件上组装形成雾化模组;移动支撑棒,支撑棒带动雾化模组以及保护管移动,保护管的移动引导引脚穿过引脚孔,以将雾化模组装配到油杯内;取出保护管,固定引脚。本申请所提供的装配方法,在雾化装置的装配过程中,加热件形成的中空腔内插置有支撑棒,引脚外套设有保护管,雾化模组装配在支撑棒上,通过移动支撑棒,保护管引导引脚穿过引脚孔,可防止加热件以及引脚在装配过程中发生变形,从而保证雾化装置的口感一致性。
技术研发人员:张志良
受保护的技术使用者:爱奇迹(香港)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!