一种刀盘组件的制作方法
本技术涉及卷烟制丝加工设备,更具体的说是涉及一种刀盘组件。
背景技术:
1、在卷烟厂制丝生产线,箱装的片烟从原料库房出来到制丝车间经拆箱机将纸箱拆除,箱状片烟通过切片机切成均匀的小块,小块片烟经松散回潮机通过增温增湿成松散的烟叶,烟叶再经过麻丝剔除机进入下一道工序。片烟原料在复烤厂液压打包装箱,装箱后有两至三年的醇化阶段的贮藏时间;每箱烟的重量为200公斤,烟箱之间的叠摞堆积(通常是3包)会造成下部烟包受到挤压,烟垛紧实,不易松散;而基于烟叶的自身特性,油分足的烟叶原料在受到挤压时更容易黏连,不易松散。因此,箱装的片烟原料经切片机切片后,再经松散回潮筒体增温增湿的松散处理仍存在少量没有回潮松散完全的片烟,也就是烟叶粘连在一起呈饼状,我们称之为“饼烟”。
2、其中,经过松散回潮机加工后饼烟量的多少,与该工序一项重要工艺指标--回透率直接相关。据统计一批次烟投料8000公斤,一类烟的饼烟重量大约30公斤;二类烟的饼烟重量大约60公斤。松散回潮后烟叶和饼烟通过星辊式麻丝剔除机时分离开来,松散的烟叶进入下一道工序,而饼烟经落料斗剔除,剔除的饼烟经人工手撕处理后,加入下一道工序。
3、以上对饼烟的处理方法为行业普遍采用的方法,但这种人工处理饼烟方法主要存在以下问题:操作工需要逐一把烟片从烟饼上撕离下来,劳动效率低下。
4、故,需要如何提供一种刀盘,使得能采用刀盘来逐一把烟片从烟饼上撕离下来,从而代替人工成为本领域技术人员研究的方向。
技术实现思路
1、本实用新型的目的在于提供一种刀盘组件,以期解决背景技术中的技术问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
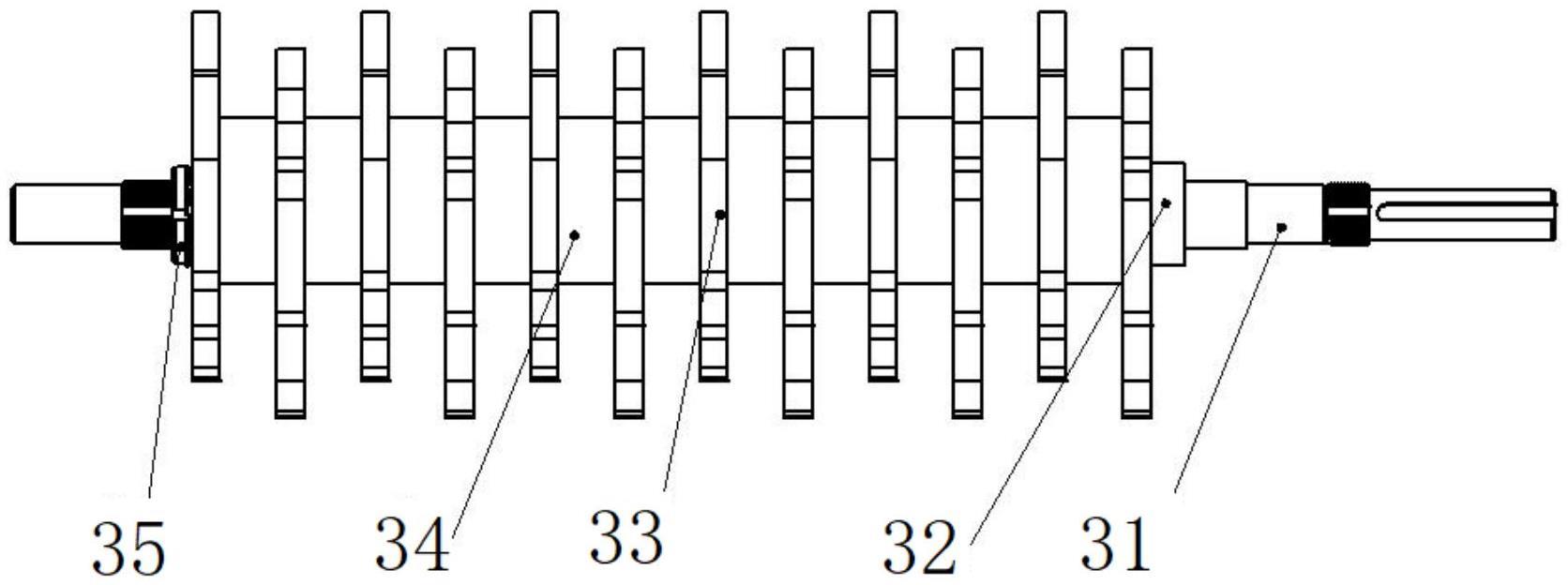
3、一种刀盘组件,包括:所述刀盘组件包括花键轴,所述花键轴上安装有多个刀盘和多个偏心轴套,其中,相邻的刀盘错位安装,且相邻的刀盘之间安装有偏心轴套,其中,相邻的偏心衬套偏心方向一致。
4、在一些实施例中,所述刀盘的中心具有带花键槽的圆孔,刀盘的边缘为几段半径不等的阶梯圆弧。
5、在一些实施例中,所述刀盘的边缘设有3段半径不等的阶梯圆弧,且3段半径不等的阶梯圆弧等间距设置。
6、在一些实施例中,每段半径不等的阶梯圆弧分别包括第一段圆弧、第二段圆弧和第三段圆弧,其中,第一段圆弧、第二段圆弧和第三段圆弧的半径逐渐递减。
7、在一些实施例中,3段半径不等的阶梯圆弧中,每段阶梯圆弧的第一段圆弧、第二段圆弧和第三段圆弧的半径对应相等。
8、在一些实施例中,所述第一段圆弧对应的刀口大于第二段原圆弧对应的刀口。
9、本实用新型与现有技术相比具有的有益效果是:
10、本实用新型提供的刀盘组件,较大的饼烟经刀盘进行切割、剥离松散为小块饼烟;小块饼烟落入刀盘的下方,在刀盘和弧形栏杆的作用下剥离为松散的烟叶。可以直接将剔除的烟饼进行松散,代替了人工逐一把烟片从烟饼上撕离下来的过程,极大提高了生产效率。
技术特征:
1.一种刀盘组件,其特征在于,包括:所述刀盘组件包括花键轴,所述花键轴上安装有多个刀盘和多个偏心轴套,其中,相邻的刀盘错位安装,且相邻的刀盘之间安装有偏心轴套,其中,相邻的偏心衬套偏心方向一致。
2.根据权利要求1所述的一种刀盘组件,其特征在于,所述刀盘的中心具有带花键槽的圆孔,刀盘的边缘为几段半径不等的阶梯圆弧。
3.根据权利要求2所述的一种刀盘组件,其特征在于,所述刀盘的边缘设有3段半径不等的阶梯圆弧,且3段半径不等的阶梯圆弧等间距设置。
4.根据权利要求3所述的一种刀盘组件,其特征在于,每段半径不等的阶梯圆弧分别包括第一段圆弧、第二段圆弧和第三段圆弧,其中,第一段圆弧、第二段圆弧和第三段圆弧的半径逐渐递减。
5.根据权利要求3所述的一种刀盘组件,其特征在于,3段半径不等的阶梯圆弧中,每段阶梯圆弧的第一段圆弧、第二段圆弧和第三段圆弧的半径对应相等。
技术总结
本技术公开了一种刀盘组件,所述刀盘组件包括花键轴,所述花键轴上安装有多个刀盘和多个偏心轴套,其中,相邻的刀盘错位安装,且相邻的刀盘之间安装有偏心轴套,其中,相邻的偏心衬套偏心方向一致。本技术提供的刀盘组件,较大的饼烟经刀盘和定刀进行切割、剥离松散为小块饼烟;小块饼烟落入刀盘的下方,在刀盘和弧形栏杆的作用下剥离为松散的烟叶。可以直接将剔除的烟饼进行松散,代替了人工逐一把烟片从烟饼上撕离下来的过程,极大提高了生产效率。
技术研发人员:汪平,郭伟,李林,白刚,杨遵伟
受保护的技术使用者:四川中烟工业有限责任公司
技术研发日:20230306
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!