快装式雾化件、气溶胶发生组件和气溶胶发生装置的制作方法
本技术涉及电子雾化,特别是涉及一种快装式雾化件、气溶胶发生组件和气溶胶发生装置。
背景技术:
1、雾化芯通俗来讲就是利用热能将雾化液进行加热气化,从而产生气溶胶的加热雾化结构,如申请号为202221405005.9的中国专利,雾化芯一般包括导液件和至少部分抵接于导液件的发热体,而雾化芯中使用的发热体一般为发热片或发热丝,其材质一般较软,在使得发热体装配于导液件时需要先在发热体的中心处设置具有固定和支撑作用的管体对发热体进行支撑定型,接着再进行发热件和导液件的装配连接,如发热体为发热片,导液件为棉体,在发热片进行包绵时,需要在发热片中心设置管体进行支撑定型,进而使得管体能够较好地抵抗棉体造成的发热片的变形,进而达到有效地减轻发热体的变形的作用,但如此会增加雾化芯的装配工序,进而影响一次性雾化芯的装配效率。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种能有效地减轻发热体的变形以及提高雾化芯的装配效率的快装式雾化件、气溶胶发生组件和气溶胶发生装置。
2、本实用新型的目的是通过以下技术方案来实现的:
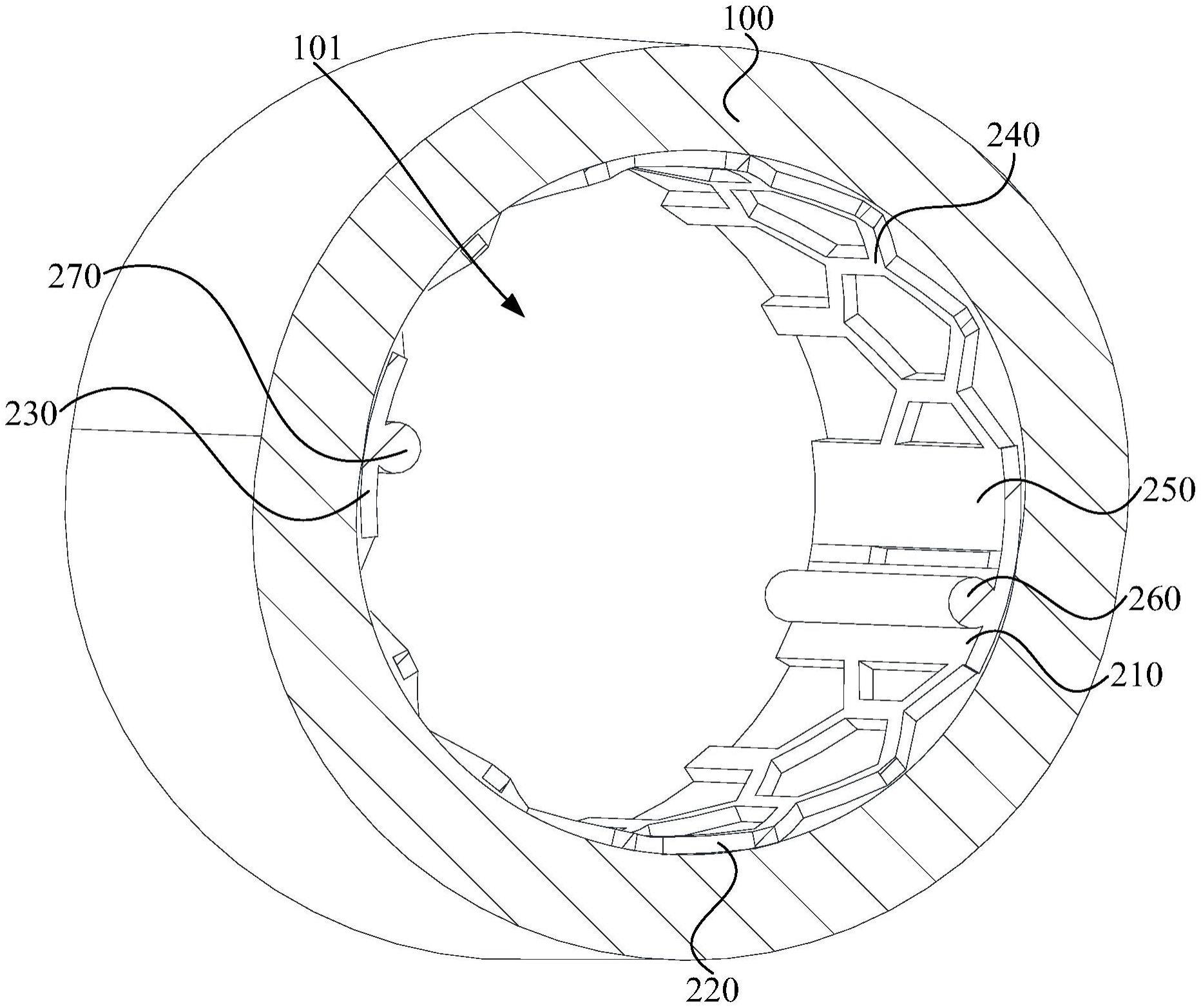
3、一种快装式雾化件,包括导液件和发热件,所述导液件开设有气溶胶通道,所述发热件设置在所述气溶胶通道内,且所述发热件与所述导液件连接,
4、所述发热件包括依次顺序连接的第一引脚部、第一发热部、第二引脚部、第二发热部和连接部,所述第一引脚部、所述第一发热部、所述第二引脚部、所述第二发热部和所述连接部均设置在所述气溶胶通道处,所述第一发热部和所述第二发热部可弯曲设置,所述第一引脚部在所述第一发热部和所述第二发热部弯曲时朝向靠近所述连接部的方向移动直至与所述连接部连接,所述第一发热部和所述第二发热部一并弯曲抵持于所述导液件上。
5、在其中一个实施例中,所述第一引脚部与所述连接部焊接。
6、在其中一个实施例中,所述第一引脚部远离所述第一发热部的一端与所述连接部远离所述第二发热部的一端焊接。
7、在其中一个实施例中,在所述第一引脚部和所述连接部连接时,所述导液件一并包绕于所述第一发热部和第二发热部的外周形成所述气溶胶通道。
8、在其中一个实施例中,
9、所述导液件包括蕊部和至少一瓣部,所述蕊部与所述瓣部的一端连接,且所述蕊部上开设有避空孔,所述蕊部设置在所述第一发热部或所述第二发热部的一端;
10、在所述第一引脚部和所述连接部连接时,所述瓣部与所述蕊部的连接处弯折并使所述瓣部贴附于所述第一发热部和所述第二发热部的侧壁上形成气溶胶通道,所述避空孔与所述气溶胶通道连通。
11、在其中一个实施例中,所述瓣部的数目为两个或两个以上,两个或两个以上的所述瓣部的一端均连接于所述蕊部,且两个或两个以上的所述瓣部与所述蕊部的连接处均弯折并使两个或两个以上的所述瓣部一并收束于所述发热件上。
12、在其中一个实施例中,在所述瓣部收束于所述导液件时,相邻两所述瓣部的周缘至少部分交叠。
13、在其中一个实施例中,依次顺序连接的所述第一引脚部、所述第一发热部、所述第二引脚部、所述第二发热部和所述连接部为一体成型结构。
14、在其中一个实施例中,所述发热件还包括第一引脚和第二引脚,第一引脚和第二引脚均设置在所述气溶胶通道处,所述第一引脚与所述第一引脚部电连接,且第一引脚设置在第一引脚部远离所述导液件的一侧,所述第二引脚与所述第二引脚部电连接,且所述第二引脚设置在所述第一引脚部远离所述导液件的一侧。
15、一种气溶胶发生组件,包括中心管、油杯和上述任一实施例所述的快装式雾化件,所述中心管开设有进液孔,所述中心管套设于所述导液件,且所述进液孔与所述导液件连通,所述油杯与所述中心管连接形成油仓,所述油仓通过所述进液孔与所述导液件连通。
16、一种气溶胶发生装置,包括电池杆和上述任一实施例所述的气溶胶发生组件,所述电池杆分别与所述第一发热部和所述第二发热部电性连接。
17、与现有技术相比,本实用新型至少具有以下优点:
18、本实用新型的快装式雾化件,使得第一引脚部、第一发热部、第二引脚部、第二发热部和连接部依次顺序连接并均设置在气溶胶通道处,以及第一发热部和第二发热部可弯曲设置,第一引脚部在第一发热部和第二发热部弯曲时朝向靠近连接部的方向移动直至与连接部连接,第一发热部和第二发热部一并弯曲抵持于导液件上,即使得依次顺序连接的第一引脚部、第一发热部、第二引脚部、第二发热部和连接部整体弯曲而首尾相连,进而使得发热件整体具有向外扩展的扩张效果,有效地提高了发热件的结构强度,进而有效地减轻了发热体的变形的问题,并且避免了用于辅助发热片的支撑和固定的管体的使用而影响装配效率的问题,不仅提高了快装式雾化件的装配效率,而且降低了快装式雾化件的装配成本。
技术特征:
1.一种快装式雾化件,包括导液件和发热件,所述导液件开设有气溶胶通道,所述发热件设置在所述气溶胶通道内,且所述发热件与所述导液件连接,其特征在于,
2.根据权利要求1所述的快装式雾化件,其特征在于,所述第一引脚部与所述连接部焊接。
3.根据权利要求2所述的快装式雾化件,其特征在于,所述第一引脚部远离所述第一发热部的一端与所述连接部远离所述第二发热部的一端焊接。
4.根据权利要求1所述的快装式雾化件,其特征在于,在所述第一引脚部和所述连接部连接时,所述导液件一并包绕于所述第一发热部和第二发热部的外周形成所述气溶胶通道。
5.根据权利要求1所述的快装式雾化件,其特征在于,所述导液件包括蕊部和至少一瓣部,所述蕊部与所述瓣部的一端连接,且所述蕊部上开设有避空孔,所述蕊部设置在所述第一发热部或所述第二发热部的一端;
6.根据权利要求5所述的快装式雾化件,其特征在于,所述瓣部的数目为两个或两个以上,两个或两个以上的所述瓣部的一端均连接于所述蕊部,且两个或两个以上的所述瓣部与所述蕊部的连接处均弯折并使两个或两个以上的所述瓣部一并收束于所述发热件上。
7.根据权利要求6所述的快装式雾化件,其特征在于,在所述瓣部收束于所述导液件时,相邻两所述瓣部的周缘至少部分交叠。
8.根据权利要求1所述的快装式雾化件,其特征在于,依次顺序连接的所述第一引脚部、所述第一发热部、所述第二引脚部、所述第二发热部和所述连接部为一体成型结构;及/或,
9.一种气溶胶发生组件,其特征在于,包括中心管、油杯和权利要求1至8中任一项所述的快装式雾化件,所述中心管开设有进液孔,所述中心管套设于所述导液件,且所述进液孔与所述导液件连通,所述油杯与所述中心管连接形成油仓,所述油仓通过所述进液孔与所述导液件连通。
10.一种气溶胶发生装置,其特征在于,包括电池杆和权利要求9所述的气溶胶发生组件,所述电池杆分别与所述第一发热部和所述第二发热部电性连接。
技术总结
本申请提供一种快装式雾化件、气溶胶发生组件和气溶胶发生装置。上述的快装式雾化件包括导液件和发热件,导液件开设有气溶胶通道,发热件设置在气溶胶通道内,且发热件与导液件连接。发热件包括依次顺序连接的第一引脚部、第一发热部、第二引脚部、第二发热部和连接部,第一引脚部、第一发热部、第二引脚部、第二发热部和连接部均设置在气溶胶通道处,第一发热部和第二发热部可弯曲设置,第一引脚部在第一发热部和第二发热部弯曲时朝向靠近连接部的方向移动直至与连接部连接,第一发热部和第二发热部一并弯曲抵持于导液件上。上述的快装式雾化件能有效地减轻发热体的变形以及提高雾化芯的装配效率。
技术研发人员:彭世键,岑飘尚,田良锐,郑俊,陈思铜
受保护的技术使用者:深圳市美深瑞科技有限公司
技术研发日:20230310
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!