一种物料的松散装置的制作方法
本申请涉及卷烟生产,更具体地,涉及一种物料的松散装置。
背景技术:
1、膨胀切片回潮是制丝车间膨胀烟丝线的重要工序。首先由切片机将片烟切成均匀的块状,便于后续加工。随后片烟经静态秤称量后进入回潮筒,回潮筒按确定的工艺参数对块状的片烟进行加工,使水分、温度达到工艺质量指标要求,并确保片烟充分松散,松散后的片烟无结饼、无水渍。
2、根据生产技术要求,目前切片机采用4刀5片,由于烟包本身差异及输送带、切刀等设备误差,切片后的片烟的厚度并不相同。同时,为确保松散效果,在静态秤上方加装了压料板和匀料叉,以松散片烟。
3、目前,压料板、匀料叉均由气缸驱动进行动作,且升降高度均为固定值。在实际运行过程中,由于片烟厚度不均,压料板下压后静态秤受到大小不一的额外压力,使得静态秤的称量数值产生波动,影响了对静态秤上物料实际重量的测量结果,进而对前后生产工序产生影响。
技术实现思路
1、本申请提供一种物料的松散装置,通过物料厚度检测组件检测到的物料厚度确定压料板的下降高度,避免压料板给静态秤施加额外压力而影响静态秤的测量结果。
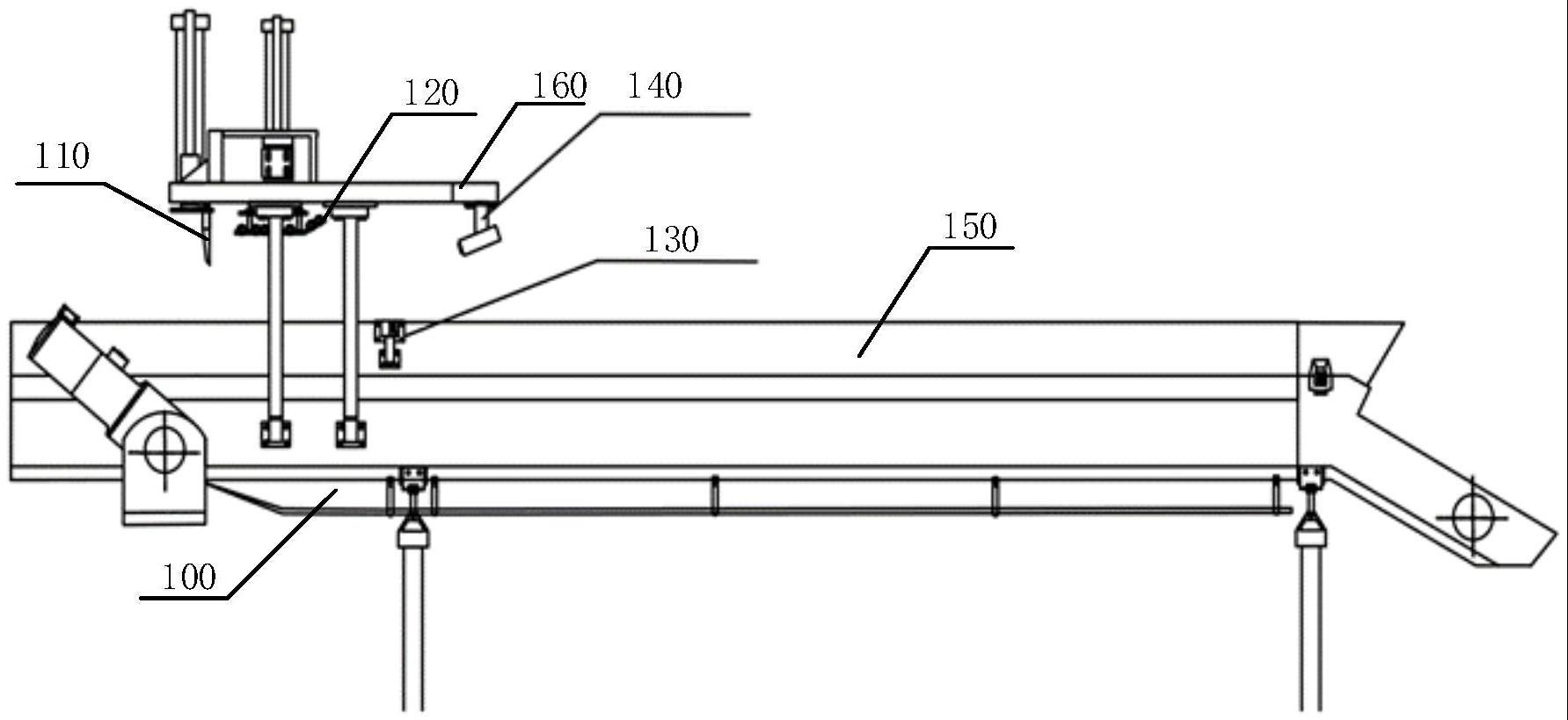
2、本申请提供了一种物料的松散装置,包括压料板、匀料叉、plc控制器以及物料厚度检测组件;
3、物料厚度检测组件设置在静态秤的上方;
4、plc控制器与物料厚度检测组件信号连接,并分别与压料板的执行机构和匀料叉的执行机构信号连接;
5、压料板和匀料叉分别设置在静态秤的上方。
6、优选地,物料厚度检测组件包括物料传感器、图像采集器以及工控机;
7、物料传感器和图像采集器设置在静态秤的上方,物料传感器与图像采集器信号连接,图像采集器与工控机信号连接,工控机与plc控制器信号连接。
8、优选地,物料传感器为光电传感器。
9、优选地,压料板的执行机构为三相交流异步伺服电机。
10、优选地,三相交流异步伺服电机通过传动辊与三相交流异步伺服电机的光电旋转编码器的机械轴连接,光电旋转编码器用于输出脉冲信号。
11、优选地,plc控制器包括用于对接收到的脉冲信号进行计数的计数器。
12、优选地,脉冲信号的数量与压料板的实际升降距离对应。
13、优选地,静态秤设置在切片机与回潮筒之间。
14、优选地,图像采集器为工业摄像机。
15、优选地,匀料叉的执行机构为气缸。
16、通过以下参照附图对本申请的示例性实施例的详细描述,本申请的其它特征及其优点将会变得清楚。
技术特征:
1.一种物料的松散装置,其特征在于,包括压料板、匀料叉、plc控制器以及物料厚度检测组件;
2.根据权利要求1所述的物料的松散装置,其特征在于,所述物料厚度检测组件包括物料传感器、图像采集器以及工控机;
3.根据权利要求2所述的物料的松散装置,其特征在于,所述物料传感器为光电传感器。
4.根据权利要求1所述的物料的松散装置,其特征在于,所述压料板的执行机构为三相交流异步伺服电机。
5.根据权利要求4所述的物料的松散装置,其特征在于,所述三相交流异步伺服电机通过传动辊与所述三相交流异步伺服电机的光电旋转编码器的机械轴连接,所述光电旋转编码器用于输出脉冲信号。
6.根据权利要求5所述的物料的松散装置,其特征在于,所述plc控制器包括用于对接收到的脉冲信号进行计数的计数器。
7.根据权利要求6所述的物料的松散装置,其特征在于,所述脉冲信号的数量与所述压料板的实际升降距离对应。
8.根据权利要求1所述的物料的松散装置,其特征在于,所述静态秤设置在切片机与回潮筒之间。
9.根据权利要求2所述的物料的松散装置,其特征在于,所述图像采集器为工业摄像机。
10.根据权利要求1所述的物料的松散装置,其特征在于,匀料叉的执行机构为气缸。
技术总结
本申请公开了一种物料的松散装置,包括压料板、匀料叉、PLC控制器以及物料厚度检测组件;物料厚度检测组件设置在静态秤的上方;PLC控制器与物料厚度检测组件信号连接,并分别与压料板的执行机构和匀料叉的执行机构信号连接;压料板和匀料叉分别设置在静态秤的上方。本申请通过物料厚度检测组件检测到的物料厚度确定压料板的下降高度,避免压料板给静态秤施加额外压力而影响静态秤的测量结果。
技术研发人员:宋磊,陈嘉杰,周晓,王哲彬,林森,徐栋炯,冯海,王军辉,赵杰淇,徐荣华
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:20230320
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!