一种密封胶体上料组装机构的制作方法
本技术涉及电子烟自动组装生产设备,特别涉及一种密封胶体上料组装机构。
背景技术:
1、电子烟是一种以电池供电驱动雾化器,并加热雾化油舱中的烟油的电子产品。如图1所示,所述电子烟包括底座组件1以及装设在底座组件1一侧的油仓组件2;将所述油仓组件2的一端插入到底座组件1的内部,从而组装在一起形成中间部件3。所述中间部件3的一侧还需要装设有密封胶体4,具体的,所述油仓组件2的一端插入到底座组件1内部,用于与底座组件1连接;另一端被密封胶体4插入,如此就完成了中间部件3与密封胶体4的连接。
2、针对上述密封胶体4的组装工序,在现有技术中可以使用手动或者单台设备来组装,但是存在需要较多的人工干预和辅助,组装效率较低,产品品质不稳定的缺陷。
技术实现思路
1、本实用新型的目的在于克服现有技术中利用人工进行干预组装导致的生产效率较低和产品质量不稳定的缺陷,提供一种密封胶体上料组装机构;可以自动完成密封胶体的组装,减少人工干预,形成自动化的组装,提高组装效率和有效提高产品合格率。
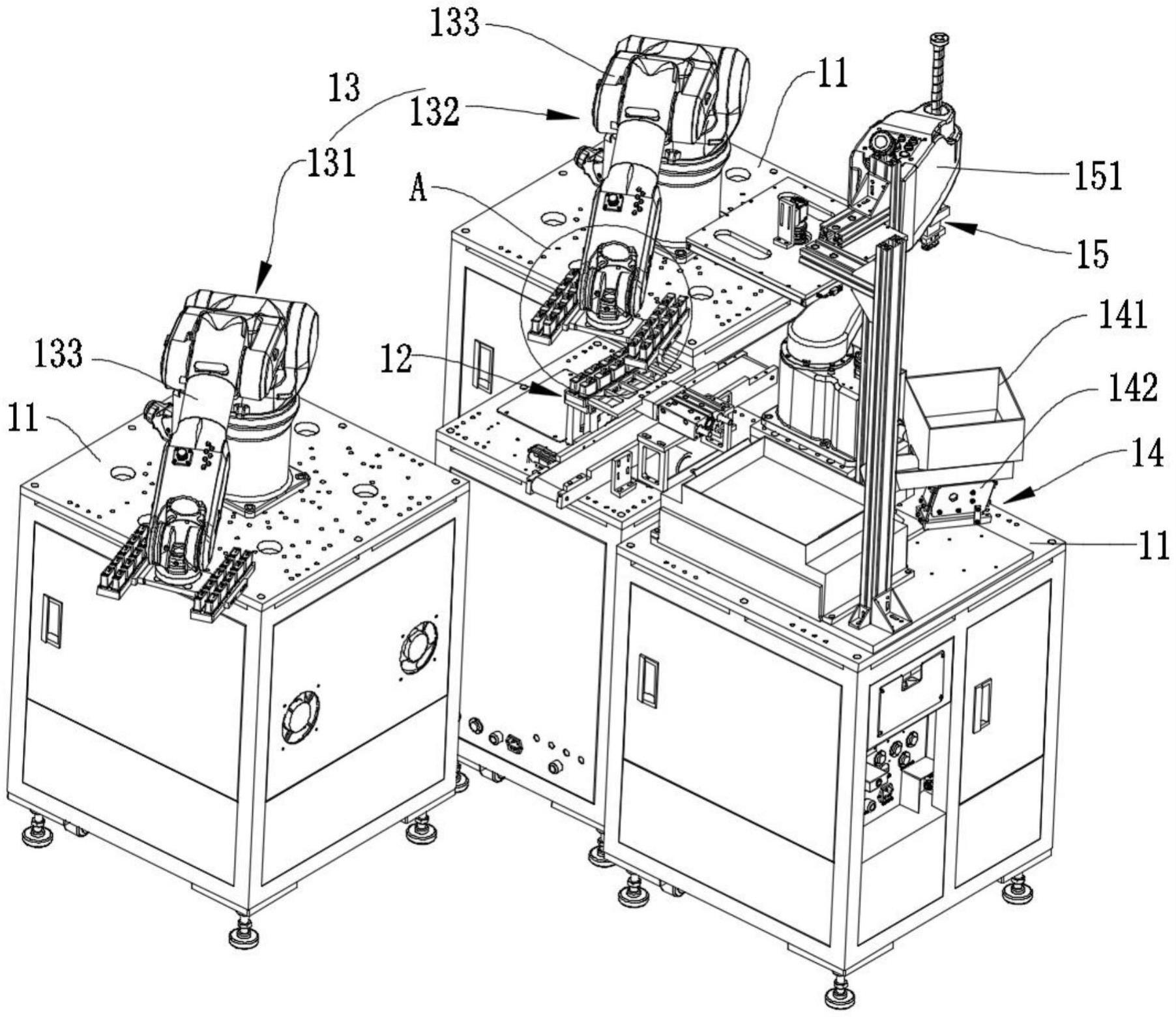
2、为实现上述目的,本实用新型提供了一种密封胶体上料组装机构,包括工作台支撑板,所述工作台支撑板上装设有用于将中间部件和密封胶体进行放置和组装的组装放置工作台,所述组装放置工作台的一侧装设有用于将中间部件移送至组装放置工作台和用于将组装后的成品从组装放置工作台中取出的第一移送装置;所述组装放置工作台的一侧还装设有用于将密封胶体进行自动送料的自动输送装置和用于将自动输送装置输出的密封胶体移送到组装放置工作台上方,并插入到中间部件中的第二移送装置。
3、作为优选的,所述第一移送装置包括用于将中间部件移送至组装放置工作台的第一移送组件和用于将组装后的成品从组装放置工作台中取出,并进行移送的第二移送组件。
4、作为优选的,所述自动输送装置包括装设在工作台支撑板上用于存储密封胶体的储料盒,所述储料盒下方装设有用于将密封胶体依次水平输送的振动输送器,所述振动输送器末端装设有用于将密封胶体进行正反振动的柔性振动盘,所述柔性振动盘上方装设有用于将所述柔性振动盘内部的密封胶体进行拍照的摄像头。
5、作为优选的,所述第二移送装置包括装设在工作台支撑板上的第二机械手,所述第二机械手末端装设有用于拾取所述柔性振动盘内部密封胶体的拾取块;所述拾取块设有若干个用于吸取密封胶体的真空吸气口,所述拾取块中部装设有用于将密封胶体进行定位的定位柱,所述拾取块两侧分别装设有用于将密封胶体进行压紧的第一压紧柱和第二压紧柱,所述第一压紧柱末端套设有第一限位柱,所述第一压紧柱和第一限位柱之间装设有弹簧,所述第二压紧柱末端套设有第二限位柱,所述第二压紧柱和第二限位柱之间也装设有弹簧,所述第二压紧柱和第二限位柱设置为与密封胶体相适应的半圆形柱体。
6、作为优选的,所述自动输送装置包括用于将密封胶体水平出料的振动盘、用于将密封胶体进行水平输送的送料轨道和用于驱动密封胶体水平前进的直线送料器;所述送料轨道的进料端与振动盘的出料口相连接,出料端延伸至末端,底部装设有驱动密封胶体水平前进的直线送料器;所述送料轨道的末端上还装设有用于检测密封胶体是否到位的检测传感器。
7、作为优选的,所述第一移送组件和第二移送组件都包括装设工作台支撑板上的第一机械手,所述第一机械手末端装设有连接板,所述连接板侧面磁吸装设有至少一个用于放置中间部件的放置治具,所述连接板和放置治具之间还装设有用于将放置治具进行定位的第一定位部件。
8、作为优选的,所述放置治具上设有若干个用于放置中间部件的放置凹槽,所述放置治具的两侧面都装设有若干个第一磁铁,所述连接板的侧面装设有若干个与第一磁铁相对应的第二磁铁;所述第一定位部件包括装设在连接板侧面的若干第一定位插销和若干个设置在放置治具侧面与第一定位插销相对应的第一定位孔。
9、作为优选的,所述组装放置工作台一侧还装设有用于将中间部件进行定位的定位装置,所述定位装置包括装设在工作台支撑板上的横向驱动气缸,所述横向驱动气缸末端装设有由横向驱动气缸驱动的定位板,所述定位板上设有若干用于容纳中间部件的u型槽,所述横向驱动气缸驱动定位板插入到放置治具上方,使得中间部件进入到u型槽内部,所述u型槽末端设有引导u型槽插入的引导斜面。
10、作为优选的,所述组装放置工作台一侧还装设有治具回流输送带,所述治具回流输送带用于输送空载的放置治具回流,所述治具回流输送带末端装设有用于限制放置治具移动的末端限制块。
11、作为优选的,所述组装放置工作台包括用于放置和支撑放置治具的放置板,所述放置治具底部设有若干个第三磁铁,所述放置板上装设有若干个与第三磁铁相对应的第四磁铁;所述放置治具底部还设有若干个第二定位孔,所述放置板上装设有若干个插入到第二定位孔内部的第二定位插销;所述放置板边沿处设有若干个抵挡块,所述抵挡块相互对称分布,所述抵挡块用于包围、固定和容纳放置治具。
12、与现有技术相比,本实用新型的有益效果在于:
13、本实用新型设置有用于将中间部件和密封胶体进行放置和组装的组装放置工作台,其中,所述中间部件使用第一移送装置进行运送,所述第一移送装置将装设有若干中间部件的放置治具已送到组装放置工作台上;所述密封胶体使用自动输送装置和第二移送装置进行自动上料和转运移送,所述自动输送装置将杂乱的密封胶体进行有序输出,并使用第二移送装置将输出的密封胶体移送到组装放置工作台上方,并插入到中间部件中,组装成整体,最后使用第一移送装置将组装后的整体产品从组装放置工作台中取出,并进行移送;从而自动完成了密封胶体的自动上料以及自动组装,减少了人工的干预,形成自动化的组装,提高组装效率和有效提高产品合格率。
技术特征:
1.一种密封胶体上料组装机构,其特征在于:包括工作台支撑板(11),所述工作台支撑板(11)上装设有用于将中间部件(3)和密封胶体(4)进行放置和组装的组装放置工作台(12),所述组装放置工作台(12)的一侧装设有用于将中间部件(3)移送至组装放置工作台(12)和用于将组装后的成品从组装放置工作台(12)中取出的第一移送装置(13);所述组装放置工作台(12)的一侧还装设有用于将密封胶体(4)进行自动送料的自动输送装置(14)和用于将自动输送装置(14)输出的密封胶体(4)移送到组装放置工作台(12)上方,并插入到中间部件(3)中的第二移送装置(15)。
2.根据权利要求1所述的一种密封胶体上料组装机构,其特征在于:所述第一移送装置(13)包括用于将中间部件(3)移送至组装放置工作台(12)的第一移送组件(131)和用于将组装后的成品从组装放置工作台(12)中取出,并进行移送的第二移送组件(132)。
3.根据权利要求1所述的一种密封胶体上料组装机构,其特征在于:所述自动输送装置(14)包括装设在工作台支撑板(11)上用于存储密封胶体(4)的储料盒(141),所述储料盒(141)下方装设有用于将密封胶体(4)依次水平输送的振动输送器(142),所述振动输送器(142)末端装设有用于将密封胶体(4)进行正反振动的柔性振动盘(143),所述柔性振动盘(143)上方装设有用于将所述柔性振动盘(143)内部的密封胶体(4)进行拍照的摄像头(144)。
4.根据权利要求3所述的一种密封胶体上料组装机构,其特征在于:所述第二移送装置(15)包括装设在工作台支撑板(11)上的第二机械手(151),所述第二机械手(151)末端装设有用于拾取所述柔性振动盘(143)内部密封胶体(4)的拾取块(152);所述拾取块(152)设有若干个用于吸取密封胶体(4)的真空吸气口(153),所述拾取块(152)中部装设有用于将密封胶体(4)进行定位的定位柱(154),所述拾取块(152)两侧分别装设有用于将密封胶体(4)进行压紧的第一压紧柱(155)和第二压紧柱(156),所述第一压紧柱(155)末端套设有第一限位柱(157),所述第一压紧柱(155)和第一限位柱(157)之间装设有弹簧,所述第二压紧柱(156)末端套设有第二限位柱(158),所述第二压紧柱(156)和第二限位柱(158)之间也装设有弹簧,所述第二压紧柱(156)和第二限位柱(158)设置为与密封胶体(4)相适应的半圆形柱体。
5.根据权利要求1所述的一种密封胶体上料组装机构,其特征在于:所述自动输送装置(14)包括用于将密封胶体(4)水平出料的振动盘、用于将密封胶体(4)进行水平输送的送料轨道和用于驱动密封胶体(4)水平前进的直线送料器;所述送料轨道的进料端与振动盘的出料口相连接,出料端延伸至末端,底部装设有驱动密封胶体(4)水平前进的直线送料器;所述送料轨道的末端上还装设有用于检测密封胶体(4)是否到位的检测传感器。
6.根据权利要求2所述的一种密封胶体上料组装机构,其特征在于:所述第一移送组件(131)和第二移送组件(132)都包括装设工作台支撑板(11)上的第一机械手(133),所述第一机械手(133)末端装设有连接板(134),所述连接板(134)侧面磁吸装设有至少一个用于放置中间部件(3)的放置治具(135),所述连接板(134)和放置治具(135)之间还装设有用于将放置治具(135)进行定位的第一定位部件(136)。
7.根据权利要求6所述的一种密封胶体上料组装机构,其特征在于:所述放置治具(135)上设有若干个用于放置中间部件(3)的放置凹槽(137),所述放置治具(135)的两侧面都装设有若干个第一磁铁(138),所述连接板(134)的侧面装设有若干个与第一磁铁(138)相对应的第二磁铁(139);所述第一定位部件(136)包括装设在连接板(134)侧面的若干第一定位插销(21)和若干个设置在放置治具(135)侧面与第一定位插销(21)相对应的第一定位孔(22)。
8.根据权利要求6所述的一种密封胶体上料组装机构,其特征在于:所述组装放置工作台(12)一侧还装设有用于将中间部件(3)进行定位的定位装置(16),所述定位装置(16)包括装设在工作台支撑板(11)上的横向驱动气缸(161),所述横向驱动气缸(161)末端装设有由横向驱动气缸(161)驱动的定位板(162),所述定位板(162)上设有若干用于容纳中间部件(3)的u型槽(163)。
9.根据权利要求6所述的一种密封胶体上料组装机构,其特征在于:所述组装放置工作台(12)一侧还装设有治具回流输送带(18),所述治具回流输送带(18)用于输送空载的放置治具(135)回流。
10.根据权利要求6所述的一种密封胶体上料组装机构,其特征在于:所述组装放置工作台(12)包括用于放置和支撑放置治具(135)的放置板(121),所述放置治具(135)底部设有若干个第三磁铁(122),所述放置板(121)上装设有若干个与第三磁铁(122)相对应的第四磁铁;所述放置治具(135)底部还设有若干个第二定位孔,所述放置板(121)上装设有若干个插入到第二定位孔内部的第二定位插销(123);所述放置板(121)边沿处设有若干个抵挡块(124),所述抵挡块(124)相互对称分布,所述抵挡块(124)用于包围、固定和容纳放置治具(135)。
技术总结
本技术公开了一种密封胶体上料组装机构,包括工作台支撑板,所述工作台支撑板上装设有用于将中间部件和密封胶体进行放置和组装的组装放置工作台,所述组装放置工作台的一侧装设有用于将中间部件移送至组装放置工作台和用于将组装后的成品从组装放置工作台中取出的第一移送装置;所述组装放置工作台的一侧还装设有用于将密封胶体进行自动送料的自动输送装置和用于将自动输送装置输出的密封胶体移送到组装放置工作台上方,并插入到中间部件中的第二移送装置,本技术提供一种密封胶体上料组装机构;可以自动完成密封胶体的组装,减少人工干预,形成自动化的组装,提高组装效率和有效提高产品合格率。
技术研发人员:李博,刘小文,汪鹏
受保护的技术使用者:东莞市克莱鹏科技有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!