一种烘丝生产线及其温度控制方法与流程
本发明涉及烟丝烘干,尤其涉及一种烘丝生产线及其温度控制方法。
背景技术:
1、烟丝干燥是卷烟加工过程的一道重要工序,烘丝过程不仅对烟丝的物理指标如整丝率和填充值等有影响,还对卷烟的烟气指标、感官评吸质量有一定影响。而烘丝过程中的关键设备是烘丝机,其工艺任务是去除叶丝中部分水分,对叶丝进行干燥处理,提高叶丝的耐加工性,满足后工序加工要求。通常情况下都会采用kld-2烘丝机,烘丝机内都会设置有蒸汽管道,利用蒸汽管道内的蒸汽加热交换薄板,从而利用薄板的热量将烟丝内的水分烘干出来,通过前端水分仪测得来料的烟丝含水量并反馈至烘丝机plc控制程序,计算出所需要的脱水量(即来料烟丝中需要除去多少水量),在出口位置设置水分仪测得含水率反馈至烘丝机plc控制程序,结合脱水量,自动计算出所需热交换薄板温度,最终实现烘丝机出口水分的准确控制,所以烟丝含水量与薄板温度有直接的函数关系。
2、但是烟草物料需要经过松散回潮、加料以及贮叶等工序再进入烘丝机,在进入烘丝机之前,每批次烟丝内的水分含量波动并不一致,由于烘丝机筒壁温度与烟丝内的水分含量有关,就会导致每批次筒壁温度不一致,导致最终烟丝烘干后的品质较无法达到目标要求;现有技术下,主要依靠操作人员凭借经验对松散回潮加水量进行干预,达到稳定烘丝筒壁温度的目的,然而这种控制模式具有不确定性,操作的误差较大,薄板温度根据人工加水量的多少也会随之出现波动,导致烘丝机内的温度无法与烟丝所需要的烘干温度契合,最终降低烟丝烘干之后的品质。
技术实现思路
1、本发明的目的在于提供一种烘丝生产线及其温度控制方法,解决现有技术下凭经验调整加水比例,误差较大,进而导致烘丝机无法稳定在在工艺设计温度下的问题。
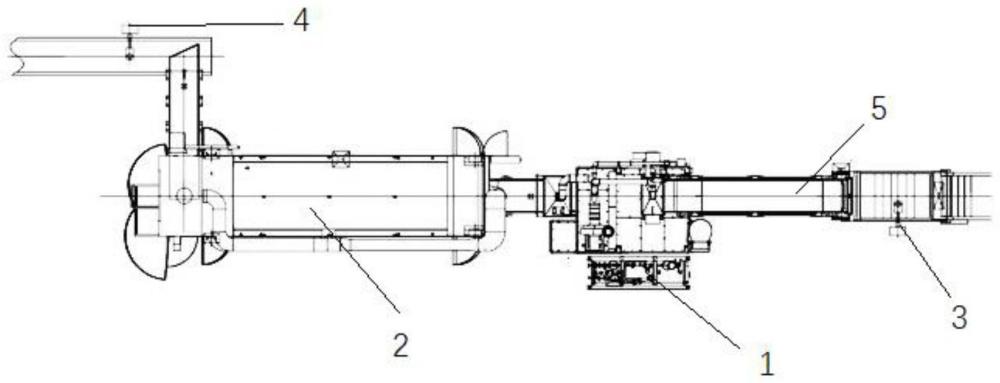
2、为达此目的,本发明采用以下技术方案:本发明提供一种烘丝生产线,包括sirox回潮机、加料装置、松散回潮装置以及烘丝机,所述松散回潮装置、所述加料装置、所述sirox回潮机以及所述烘丝机之间通过传送带连接,所述加料装置前端安装有第二水分仪,所述第二水分仪测得烟丝水分含量为w2,所述松散回潮装置后端安装有第三水分仪,所述第三水分仪测得烟丝水分含量为w3,所述sirox回潮机和所述加料装置之间安装有前置水分仪,所述烘丝机后端安装有后置水分仪;
3、设定烟丝去水的变化量为δm,烘丝机入口烟丝水分为w1,烟丝入口水分变化量为δw1,烘丝机内加热筒温度变化设定为δt,δt与δm建立有函数关系,δw1与δm建立有函数关系并通过δm计算得出,所以δt就会与δw1建立函数关系;w1与w2建立有函数关系,w2与w3建立有函数关系,所以推导出δt与w3建立有数学关系,前置水分仪和后置水分仪测出的烟丝水分含量与δm建立函数关系,松散回潮装置加水变化量为δp,松散回潮装置出口水分变化量为δw3,δp与δw3具有函数关系,所以δp与δt之间建立有函数关系。
4、作为优选地,根据烘丝机程序推导出δt=δm/8.5。
5、作为优选地,设定烘丝出口水分为12.8,sirox回潮机增加水分为1.6,则δw1=δm/61,进而可以得出,δt=δw1/0.14。
6、作为优选地,所述第二水分仪测出的结果与w1进行拟合,得出w1=0.9261w2+1.8921。
7、作为优选地,将所述第二水分仪和所述第三水分仪测出的结果进行拟合,得出w2=0.9617w3-0.266。
8、作为优选地,由于烟草干物质的量恒重公式m╳(1-w)=m‘╳(1-w‘),可以推导出δp=0.8δw3,进而可以推导出δt=δp/0.12。
9、作为优选地,所述sirox回潮机前端安装有电子皮带秤,所述电子皮带秤可以对所述传送带上的烟丝进行称重。
10、一种烘丝生产线温度控制方法,包括上述所述的烘丝生产线,还包括以下步骤:
11、s1,烟丝通过传送带进行传送,传送带可以向烘丝机内plc控制系统提供烟丝输送的流量数据;
12、s2,烟草物料依次通过松散回潮装置、加料装置、sirox回潮机和烘丝机,其中第二水分仪、第三水分仪、前置水分仪、后置水分仪获取烟丝水分含量值;
13、s3,前置水分仪获取来料烟丝含水率,反馈至烘丝机plc控制程序,程序计算出去水量,后置水分仪获取出口烟丝含水率,反馈至烘丝机plc控制程序,结合去水量,计算出烘丝机内所需的筒壁温度;
14、s4,当筒内温度偏离预设值,结合δt=δp/0.12,调节松散回潮装置加水量。
15、s5,烘丝机筒内温度接近预设值,当筒温偏离预设值,重复步骤s4。
16、有益效果:在松散回潮装置后端安装第三水分仪,测量出烟草物料在松散回潮装置加水后的水分变化,之后通过第二水分仪以及烘丝机内plc控制系统内设定好的公式,将水分仪所测出的烟丝水分含量通过函数关系拟合在一起,结合δt=δm/8.5与δw1=δm/61,推导出的δt=δw1/0.14,之后松散回潮装置加水变化量为δp,由于δp=0.8δw3,最终使δp与δt建立的函数关系,也就是通过公式计算出松散回潮装置加水量的变化与烘丝机内加热筒温度建立了函数关系,通过上述函数关系,可以直接通过加水量控制加热筒内的温度变化,使烘丝机的温度进行调节,使烘丝机在后续工作中能够进行对进入烘丝机内的烟丝进行温度准确的烘烤,进而可以提升烟丝的烘干质量与一致性,实现了根据烘丝筒温偏离设计值程度,适时准确调整松散回潮加水比例,进而稳定烘丝筒壁温度的目的,使最终烟丝的产品质量更高,烟丝品质保持一致。
技术特征:
1.一种烘丝生产线,其特征在于,包括sirox回潮机(1)、加料装置、松散回潮装置以及烘丝机(2),所述松散回潮装置、所述加料装置、所述sirox回潮机(1)以及所述烘丝机(2)之间通过传送带(5)连接,所述加料装置前端安装有第二水分仪,所述第二水分仪测得烟丝水分含量为w2,所述松散回潮装置后端安装有第三水分仪,所述第三水分仪测得烟丝水分含量为w3,所述sirox回潮机(1)和所述加料装置之间安装有前置水分仪(3),所述烘丝机(2)后端安装有后置水分仪(4);
2.根据权利要求1所述的烘丝生产线,其特征在于,根据烘丝机(2)程序推导出δt=δm/8.5。
3.根据权利要求2所述的烘丝生产线,其特征在于,设定烘丝出口水分为12.8,sirox回潮机(1)增加水分为1.6,则δw1=δm/61,进而可以得出,δt=δw1/0.14。
4.根据权利要求3所述的烘丝生产线,其特征在于,所述第二水分仪测出的结果与w1进行拟合,得出w1=0.9261w2+1.8921。
5.根据权利要求4所述的烘丝生产线,其特征在于,将所述第二水分仪和所述第三水分仪测出的结果进行拟合,得出w2=0.9617w3-0.266。
6.根据权利要求5所述的烘丝生产线,其特征在于,由于烟草干物质的量恒重公式m╳(1-w)=m‘╳(1-w‘),可以推导出δp=0.8δw3,进而可以推导出δt=δp/0.12。
7.根据权利要求6所述的烘丝生产线,其特征在于,所述sirox回潮机(1)前端安装有电子皮带秤,所述电子皮带秤可以对所述传送带(5)上的烟丝进行称重。
8.一种烘丝生产线温度控制方法,其特征在于,包括权利要求7所述的烘丝生产线,还包括以下步骤:
技术总结
本发明属于烟丝烘干技术领域,公开了一种烘丝生产线及其温度控制方法。其中包括SIROX回潮机、加料装置、松散回潮装置以及烘丝机,松散回潮装置、加料装置、SIROX回潮机以及烘丝机之间通过传送带连接,加料装置前端安装有第二水分仪,第二水分仪测得烟丝水分含量为W2,松散回潮装置后端安装有第三水分仪,第三水分仪测得烟丝水分含量为W3,SIROX回潮机和加料装置之间安装有前置水分仪,烘丝机后端安装有后置水分仪;解决现有技术下回潮工序时凭经验调整加水比例,误差较大,导致烘丝机无法稳定在在工艺设计温度下的问题。
技术研发人员:肖柳宝,罗一鸣,伍祖权,李峰荣
受保护的技术使用者:广东中烟工业有限责任公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!