一种3D鞋类产品的制造方法和3D鞋类产品与流程
一种3d鞋类产品的制造方法和3d鞋类产品
技术领域
1.本技术涉及鞋类产品生产制造领域,特别涉及一种3d鞋类产品的制造方法和3d鞋类产品。
背景技术:
2.随着制造技术的发展,在鞋类产品的制造中,3d打印工艺被广泛地采用。虽然,3d打印工艺相较于传统制造技术而言已经降低了制造难度,但是使用3d打印工艺来打印鞋类产品还是存在工艺复杂的问题。
3.因此,如何能够进一步简化3d鞋类产品的制造工艺,是本领域亟待解决的技术问题。
技术实现要素:
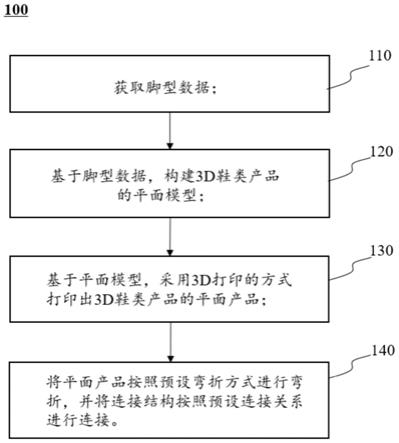
4.在一方面,本技术实施例之一提供一种3d鞋类产品的制造方法,该制造方法包括:获取脚型数据,所述脚型数据至少反映脚的尺寸信息;基于所述脚型数据,构建3d鞋类产品的平面模型;其中,所述平面模型包括主体区域以及与所述主体区域连接的连接结构;基于所述平面模型,采用3d打印方式打印出所述3d鞋类产品的平面产品。
5.在另一方面,本技术实施例之一提供一种3d鞋类产品,该3d鞋类产品通过上述任一技术方案所述的制造方法制造。
附图说明
6.本技术将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
7.图1是根据本技术一些实施例所示的3d鞋类产品的制造方法的流程图;
8.图2a和2b是根据本技术一些实施例所示的3d鞋类产品的制造方法的脚型数据的示意图;
9.图3是根据本技术一些实施例所示的3d鞋类产品的制造方法的制造鞋套的平面模型的示意图;
10.图4是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的示意图;
11.图5是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的侧视图;
12.图6是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的仰视图;
13.图7是根据本技术一些实施例所示的3d鞋类产品的制造方法所制造的鞋套的示意图;
14.图8是根据本技术另一些实施例所示的3d鞋类产品的制造方法所制造的鞋面的示
意图;
15.图9是根据本技术另一些实施例所示的3d鞋类产品的制造方法所制造的鞋面制成的整鞋的侧视图。
具体实施方式
16.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本技术应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
17.应当理解,本文使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
18.如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。
19.本技术中使用了流程图用来说明根据本技术的实施例的系统所执行的操作。应当理解的是,前面或后面操作不一定按照顺序来精确地执行。相反,可以按照倒序或同时处理各个步骤。同时,也可以将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作。
20.3d打印技术广泛应用于各个领域,例如,利用3d打印方式生产鞋类产品等。在一些实施例中,可以采用熔融沉积成型、激光烧结成型等3d打印方式打印出立体的鞋类产品,但是直接3d打印立体的鞋类产品的打印步骤比较复杂。例如,由于立体的鞋类产品的形状多样,并且多个部位可能都具有弯曲的弧度,如果直接打印立体的鞋类产品,通常需要在鞋类产品的模型上构建支撑件,并在打印过程中打印支撑件,以支撑正在成型的鞋类产品,并且打印完成后,还需要将支撑件从鞋类产品上分离,从而使整个3d打印过程较为复杂。
21.本技术实施例提供了一种3d鞋类产品的制造方法,该制造方法通过先构建3d鞋类产品的平面模型,再基于平面模型,采用3d打印方式打印出平面产品,该平面产品可以被组装为3d鞋类产品。将平面模型3d打印为平面产品无需支撑件的支撑,避免了支撑件模型的构建以及打印完成后的支撑件与鞋类产品的分离,从而简化了将3d鞋类产品进行3d打印的制造工艺,降低制造难度。另外,平面模型可以根据用户的脚型数据来构建,以基于每个用户的脚型特点来设计平面模型,从而实现根据用户的脚型进行3d鞋类产品的定制。本技术实施例提供的3d鞋类产品的制造方法可以制造3d鞋类产品可以包括鞋套、鞋面、鞋底或整鞋等。除了制造3d鞋类产品,本技术实施例提供的3d鞋类产品的制造方法还可以适用于其他多种场景。例如,可以适用于制造工艺品、生活用品等。
22.图1是根据本技术一些实施例所示的3d鞋类产品的制造方法的流程图。如图1所示,3d鞋类产品的制造方法100可以包括以下步骤:步骤110,获取脚型数据,该脚型数据可以至少反映脚的尺寸信息。
23.在一些实施例中,脚型数据可以是待打印的3d鞋类产品对应的脚的相关尺寸,并且脚型数据可以为3d鞋类产品的尺寸设计提供依据。在一些实施例中,如图2a和图2b所示,脚型数据可以至少包括脚长度l1和脚宽度l2。脚长度l1可以理解为脚后跟的最后端到脚尖(即,最长的脚趾的最前端)之间的距离,脚宽度l2可以理解为脚左右两侧之间的最大距离。通过获取脚长度l1和脚宽度l2作为脚型数据,可以为3d鞋类产品的长度设计和宽度设计提供依据。在一些实施例中,在获取脚长度和脚宽度后,可以根据其他脚型数据(例如脚背高度、拇指厚度等)的值与脚长度(或脚宽度)之间的比例关系来确定其他脚型数据的值。该比例关系可以存储在数据库中,也可以根据经验来确定。在另一些实施例中,也可以根据其他脚型数据的默认值来确定其他脚型数据的值。仅作为示例,当3d鞋类产品男子鞋类产品时,可以将成年男性的平均脚背高度作为脚背高度的默认值。
24.在一些实施例中,脚型数据还可以包括脚背高度l3、拇指厚度l4、脚后跟最凹处与脚尖的距离l5以及脚后跟的宽度l6中的一个或多个。具体地,脚背高度l3可以理解为脚底到脚背的最大距离;拇指厚度l4可以理解为拇指的底部到拇指的指背的最大距离。脚后跟的最凹处大致位于跟腱的下端,脚后跟最凹处与脚尖的距离l5可以理解为脚后跟最凹处到最长的脚趾的最前端之间的距离。脚后跟的宽度可以理解为脚后跟的左右两侧之间的距离。在一些实施例中,脚型数据还可以包括脚的其他尺寸信息,例如,脚后跟的弧度、各个脚趾的长度、脚背的弧度等。在一些实施例中,脚型数据还可以包括脚底的轮廓和/或脚的三维轮廓。其中,脚底的轮廓可以理解为脚底的轮廓的图像,其可以反映脚底的形状和尺寸;脚的三维轮廓可以理解为整个脚的三维轮廓图像,其可以反映整个脚的形状和尺寸。在一些实施例中,脚底的轮廓和/或脚的三维轮廓的脚型数据可以通过拍摄设备、扫描设备等获取。例如,扫描用户的脚底,可以获得脚底的轮廓。
25.在一些实施例中,针对不同的用户,上述脚型数据可以通过对该用户的脚进行测量来获取。在一些实施例中,对用户的脚的尺寸(脚长度、脚宽度等)的测量可以是人工测量,测量到的脚型数据可以人工输入处理设备(如进行平面模型或三维模型构建的计算机)。人工测量可以是人工通过测量工具对用户的脚进行测量,其中,测量工具可以包括皮尺、游标卡尺等。在另一些实施例中,对用户的脚的尺寸、脚底的轮廓和/或脚的三维轮廓的测量可以是通过测量设备进行机器测量,测量设备可以将测量的数据传输(如通过网络)给处理设备(如进行平面模型或三维模型构建的计算机)。具体的,测量设备可以对用户的脚进行拍摄或扫描,以获取用户的脚的二维图像和/或三维图像,从而得到脚底的轮廓和/或脚的三维轮廓。在一些实施例中,测量设备还可以基于用户的脚的二维图像和/或三维图像确定用户的脚的尺寸,或者将二维图像和/或三维图像发送到相关的处理设备进行进一步处理,以获取用户的脚的尺寸。在一些实施例中,测量设备可以是拍摄设备或扫描设备等。拍摄设备可以包括数码摄像机、红外摄像机、低光摄像机、热成像摄像机或其他能够用于视觉记录的设备。扫描设备可以包括三维扫描仪(例如,激光扫描仪、三维照相式扫描仪等)、超声成像设备等。
26.通过获取上述这些数据作为脚型数据,可以为3d鞋类产品其他部位的尺寸设计进一步提供依据,从而在3d鞋类产品的个性化定制中使得制造出的鞋类产品更符合用户的脚型,让用户穿着更舒适。例如,对于一个脚背较高的用户而言,如果仅根据脚长度和脚宽度为其设计和制造鞋类产品,而鞋类产品的其他尺寸信息则根据脚型数据的默认值设计(例
如,将成年男性的平均脚背高度作为脚背高度的值),则该用户的脚背高度与设计和制造出的3d鞋类产品的对应的尺寸就不匹配,当该用户穿着该鞋类产品时可能因为鞋类产品挤压用户的脚(如脚背)而给该用户带来不适感。步骤120,基于脚型数据,构建3d鞋类产品的平面模型。
27.图3是根据本技术一些实施例所示的3d鞋类产品的制造方法的制造鞋套的平面模型的示意图。如图3所示,平面模型可以包括主体区域200以及与主体区域连接的连接结构300。可以理解地,主体区域200用于在打印后最终形成3d鞋类产品的表面,连接结构300用于在打印后对3d鞋类产品的表面(平面产品)的各部分的进行连接,从而实现3d鞋类产品的组装。
28.在一些实施例中,可以基于脚型数据直接构建平面模型。例如,可以是设计人员基于脚型数据在建模软件中进行人工绘制而构建平面模型。在另一些实施中,计算机可以基于脚型数据通过计算机内存储的相关算法来自动生成平面模型。或者,在计算机自动生成初步平面模型后,设计人员可以进一步调整初步平面模型以构建出平面模型。
29.在另一些实施例中,可以基于脚型数据先构建3d鞋类产品的三维模型,再基于三维模型,确定平面模型。三维模型可以是设计人员基于脚型数据在建模软件中进行人工绘制而构建的,也可以是计算机基于脚型数据通过计算机内存储的相关算法来自动生成的,还可以是在计算机自动生成初步平面模型后设计人员进一步调整后得到的。仅作为示例,在获取脚长度和脚宽度等脚型数据后,设计人员可以根据脚型数据在建模软件中的比例绘制出与用户的脚对应的三维模型,再基于脚的三维模型来绘制对应的3d鞋类产品的三维模型。或者,在获取脚的三维轮廓的图形数据后,设计人员可以直接基于该三维轮廓的图形数据来绘制对应的3d鞋类产品的三维模型。或者,当计算机接收到脚型数据后,其可以自动基于脚型数据和计算机内存储的相关算法构建3d鞋类产品的三维模型。在一些实施例中,建模软件可以包括rhino、solidworks、catia或ug等。
30.在一些实施例中,基于三维模型,可以直接确定平面模型的各部分的尺寸数据。在另一些实施例中,可以对三维模型进行展平操作,从而得到平面模型的图像数据。
31.在一些实施例中,可以在数据库中预先存储多个适配于不同脚型数据的3d鞋类产品的平面模型(或三维模型),当获取到用户的脚型数据时,可以从多个3d鞋类产品的平面模型(或三维模型)中挑选与该用户脚型适配的3d鞋类产品的平面模型(或三维模型)。仅作为示例,可以基于脚长度划分出多个数值范围区间,每个数值范围区间可以对应一个平面模型(或三维模型),从而可以基于脚长度挑选出对应的平面模型(或三维模型)。
32.在一些实施例中,平面模型上可以设有镂空区域240,其中,镂空区域240可以对应3d鞋类产品的弯曲区域在平面模型上进行构建。一方面,通过设置镂空区域240,可以避免平面模型上对应3d鞋类产品的弯曲区域的位置出现褶皱,从而使得平面模型打印为平面产品更加简单。另一方面,镂空区域240可以满足3d鞋类产品的透气需求和外形设计需求。同时,通过设置镂空区域240,还能够在一定程度上减少3d鞋类产品的用料,并减少打印过程所耗费的时间。在基于三维模型的图形数据来确定平面模型的图形数据的过程中(例如对三维模型进行展平处理而得到平面模型的过程中),镂空区域240被构建的位置对应于三维模型的弯曲区域,从而使得根据三维模型确定的平面模型是平整的。也就是说平面模型在折叠或组装成3d鞋类产品时,平面模型上的镂空区域240对应于三维模型的弯曲区域。例
如,脚尖区域、脚后跟区域等。在一些替代性实施例中,平面模型可以是连续不间断的,即平面模型上可以不设置镂空区域240。
33.在一些实施例中,如图4所示,镂空区域240在平面模型上被构建的位置可以对应于3d鞋类产品的鞋口区域401、鞋后跟区域402、鞋尖区域403、前脚掌鞋面对应脚背的区域404、前脚掌鞋面对应拇指的区域和前脚掌鞋面对应小指的区域405等区域中的一个或多个。在另一些实施例中,镂空区域240在平面模型上被构建的位置还可以对应与3d鞋类产品的其他区域,例如,脚踝区域、前脚掌鞋面对应脚底的区域等。在平面模型上设计对应于3d鞋类产品的弯曲区域的镂空区域240可以使得通过三维模型确定的平面模型是平整的,便于后续进行打印。设计人员可以根据3d鞋类产品具体的特征来设计镂空区域240的位置、形状和大小。例如,镂空区域240的形状可以与对应的弯曲区域的形状相适配。又例如,在弯曲弧度较大的弯曲区域,镂空区域240的面积可以较大。步骤130,基于平面模型,采用3d打印方式打印出3d鞋类产品的平面产品。
34.在一些实施例中,可以将平面模型的相关尺寸数据传输给3d打印设备或其配套的处理软件,以实现3d打印。在另一些实施例中,可以将平面模型的图形数据传输给3d打印设备或其配套的处理软件,以实现3d打印。
35.3d打印方式可以包括光固化成型打印方式、熔融沉积成型打印方式或激光烧结打印方式等。3d打印材料可以是粉末状金属或树脂等可粘合材料。在一些实施例中,3d打印设备可以是光固化3d打印机、熔融沉积3d打印机或激光烧结3d打印机等。与3d打印设备配套的处理软件可以包括cura、easyprint3d、slic3r、netfabb basic等。
36.优选地,3d打印方式选择为光固化成型打印方式。采用光固化成型打印方式具有打印速度快、打印精度高等优点。光固化成像的打印材料可以选择为树脂。树脂材料具有柔性和弹性,使得平面产品易于弯折,并且也能满足鞋类产品的弹性要求。
37.仅作为示例,对于光固化成型打印方式打印3d鞋类产品,3d打印机配套的处理软件(例如,cura、easyprint 3d、slic3r、netfabb basic等)可以将具有一定厚度的3d鞋类产品的平面模型沿厚度方向划分成至少两层固化层,光固化打印机可以按顺序对至少两层固化层进行曝光,至少两层固化层的厚度可以相同或不同。例如,平面模型可以被划分为第一固化层、第二固化层和第三固化层,光固化打印机可以按顺序对第一固化层、第二固化层和第三固化层依次进行曝光,其中,第一固化层成型在打印机的成型台上,第二固化层在成型完毕的第一固化层上成型,而第三固化层则在成型完毕的第二固化层上成型。第一固化层、第二固化层和第三固化层的厚度可以相同、部分相同或不同。例如,第一固化层的厚度可以是1.5mm,第二固化层的厚度可以是1.0mm,第三固化层的厚度可以是0.5mm。或者,第一固化层、第二固化层和第三固化层的厚度可以都为1.0mm。在一些实施例中,第一固化层、第二固化层和第三固化层的固化区域依次减少,以实现平面产品的表面的凹凸变化,从而可以使3d鞋类产品具有纹理,满足用户对纹理的定制需求。步骤140,将平面产品按照预设弯折方式进行弯折,并将连接结构按照预设连接关系进行连接。
38.在一些实施例中,在获取3d鞋类产品的平面产品后,对平面产品按照预设弯折方式进行弯折,并将连接结构按照预设连接关系进行连接,可以将平面产品组装成3d鞋类产
品。预设弯折方式和预设连接关系可以根据平面产品的结构和3d鞋类产品的具体种类来确定。步骤140可以在制造3d鞋类产品的过程中执行,也可以用户使用3d鞋类产品时再执行。用户在使用3d鞋类产品时再将平面产品组装成3d鞋类产品,可以使得3d鞋类产品便于收纳和携带。
39.在一些实施例中,连接结构的连接方式可以包括扣合、粘合和卡合中的至少一个。例如,当连接结构包括两个连接件时,可以在两个连接件中的一个上设置纽扣,而在另一个上设置扣眼,从而可以将两个连接件扣合起来;又例如,可以通过胶粘剂或热熔的方式将两个连接件粘合在一起;还例如,可以在两个连接件中的一个上设置凸起,而在另一个上设置凹槽,将凸起放入凹槽内,从而实现两个连接件的卡接。或者,可以在凸起放入凹槽后,再使用胶粘剂进一步进行粘合,以使得两个连接件的连接更加牢固。在另一些实施例中,当连接结构包括至少两个连接件时,至少两个连接件的连接还可以包括通过绳子或系带504系合。例如,可在每个连接件上均设置绳子,从而通过将至少两个连接件上绳子的系合而实现至少两个连接件的系合连接。又例如,可以在每个连接件上均设置连接孔,通过将系带穿入各个连接孔中而实现至少两个连接件的系合连接。
40.在一些实施例中,连接结构的连接方式可以包括热固化连接。在使用光固化成型打印方式对鞋类产品进行打印时,打印材料可以采用双重固化树脂。对于双重固化树脂,在光固化成型(即打印)获得平面产品之后,可以对平面产品按照预设弯折方式进行弯折并将连接结构进行连接(如通过搭接或卡合等方式进行初步的物理连接),再进一步将弯折并连接后平面产品进行热固化而获得最终的3d鞋类产品。具体地,热固化可以通过加热来实现。在这种情况下,3d鞋类产品的平面模型进行光固化后所得到的平面产品中可以包括部分未固化的热固化成分(双重固化树脂),因此,可以先将平面产品的连接结构按照预设连接关系进行初步物理连接(如搭接或卡合等),由于未固化的热固化成分(双重固化树脂)具有粘性,连接结构之间可以通过未固化的热固化成分进一步实现粘连,在热固化的过程中,粘连处未固化的热固化成分可以发生固化,从而完成连接结构之间的连接。在使用双重固化树脂进行光固化打印的过程中,如果仅仅依靠物理连接(卡合或搭接等),可能难以实现连接结构之间的稳定连接,在初步物理连接后进一步进行热固化连接,可以使得连接结构之间的连接更加稳定。此外,通过在热固化的过程中完成连接结构之间的连接,可以无需使用胶粘剂粘接,使3d鞋类产品更加环保。
41.在一些实施例中,3d鞋类产品可以是鞋套700。鞋套700用于与预设鞋体配合而制成整鞋,预设鞋体为预先制作好的。在一些实施例中,预设鞋体可以由3d打印制造而成。仅作为示例,预设鞋体可以包括鞋面和鞋底。鞋套700可以套设在鞋面和鞋底外,从而实现鞋面与鞋底的相对固定,以得到整鞋。在一些实施例中,鞋面和/或鞋底可以通过缝合、粘接等方式进一步固定到鞋套上。在一些实施例中,为了将鞋面和鞋底组合在一起,可以使用胶粘剂,而通过设置鞋套,可以减少胶粘剂的使用,有利于环保。同时,通过鞋套700制作的整鞋甚至可以进行拆解,在鞋面或鞋底损坏时,可以仅对损坏的部分进行更换。
42.在本实施例中,如图3所示,鞋套700的平面模型的主体区域200包括的前帮210、左侧帮220和右侧帮230,左侧帮220和右侧帮230均连接在与前帮210的后侧。可以理解地,鞋套700的前帮210大致对应脚的脚背区域,鞋套的左侧帮220大致对应脚的左侧区域,鞋套700的右侧帮230大致对应脚的右侧区域。
43.图4是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的示意图,图5是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的侧视图,图6是根据本技术一些实施例所示的3d鞋类产品的制造方法制造鞋套的三维模型的仰视图。如图3-5所示,镂空区域240可以包括设于鞋口区域401的第一镂空区域241、设于鞋后跟区域402的第二镂空区域242、设于鞋尖区域403的第三镂空区域243、设于前脚掌鞋面对应脚背的区域404的第四镂空区域244、设于前脚掌鞋面对应拇指的区域的第五镂空区域245以及设于前脚掌鞋面对应小指的区域405的第六镂空区域246。
44.如图3和图6所示,连接结构300可以包括第一连接件301、第二连接件302、第三连接件303和第四连接件304。第一连接件301与前帮210的左部相连;第二连接件302与前帮210的右部相连。第三连接件303与左侧帮220的左部相连;第四连接件304与右侧帮230的右部相连。在一些实施例中,预设弯折方式可以包括:将平面产品对应左侧帮220的区域和对应右侧帮230的区域均相对平面产品对应前帮210的区域向下弯折,以大致形成鞋的形状;再将平面产品对应前帮210的区域的左部向下弯折;将平面产品对应前帮210的区域的右部向下弯折;将平面产品对应左侧帮220的区域的左部向右弯折;将平面产品对应右侧帮230的区域的右部向左弯折。预设连接关系可以包括:第一连接件301与第二连接件302连接,第三连接件303和第四连接件304连接。第一连接件301与第二连接件302在对应脚的前脚掌底部处进行连接,第三连接件303与第四连接件304在对应脚的后脚掌底部处进行连接。通过设置第一、第二、第三和第四连接件(301、302、303、304),并按照上述预设弯折方式将平面产品进行弯折,以及按照上述预设连接关系将各个连接件进行连接,使得平面产品能够简单便捷地组合成鞋套700,且鞋套700的结构稳定。
45.在一些实施例中,连接结构300还可以包括:第五连接件305和第六连接件306。第五连接件305与左侧帮220的后部相连;第六连接件306与右侧帮230的后部相连。预设弯折方式还可以包括:将平面产品对应左侧帮220的后部向右弯折;将平面产品对应右侧帮230的后部向左弯折。预设连接关系可以包括:第五连接件305和第六连接件306连接。第五连接件305与第六连接件306在对应脚的脚后跟处进行连接。通过设置第五连接件305和第六连接件306,并按照上述预设连接关系将各个连接件进行连接,使得鞋套700能够在脚后跟处与预设鞋体配合,如更好地固定鞋面和鞋底。
46.在一些实施例中,连接结构300还可以包括第七连接件307,第七连接件307与前帮210的前部连接,并且位于第一连接件301和第二连接件302之间。预设弯折方式还可以包括:将平面产品对应前帮210的区域前部向下弯折。预设连接关系还可以包括:第七连接件307与第一连接件301和第二连接件302共同相连。第七连接件307使得平面产品对应前帮210的区域可以包裹脚尖部位,使得鞋套700能够在脚尖处与预设鞋体配合,如更好地固定鞋面和鞋底。
47.在一些实施例中,连接结构还可以包括第八连接件308、第九连接件309和第十连接件310。第八连接件308与左侧帮220的后部相连,并且第五连接件305比第八连接件308更靠近左侧帮220;第九连接件309与右侧帮230的后部相连,并且第六连接件306比第九连接件309更靠近左侧帮220;第十连接件310连接左侧帮220的左部的后侧,或者连接在右侧帮230的右部的后侧。预设弯折方式还可以包括:将第十连接件310向上弯折。预设弯折关系还可以包括:第八连接件308、第九连接件309和第十连接件310共同相连。第八、第九和第十连
接件(308、309、310)在对应脚的脚后跟处进行连接。通过设置第八、第九和第十连接件(308、309、310),并按照上述预设连接关系将各个连接件进行连接,使得鞋套700能够在脚后跟处更好地与预设鞋体配合,如更好地固定鞋面和鞋底。可以理解地,上述各个连接件之间的连接方式可以包括扣合、粘合和卡合中的至少一个。
48.图7是根据本技术一些实施例所示的3d鞋类产品的制造方法所制造的鞋套的示意图。在一些实施例中,基于图3的平面模型,可以利用如本技术实施例描述的光固化成型打印方式来打印出的鞋套700的平面产品。将该平面产品按照预设弯折方式进行弯折,并将连接结构按照预设连接关系进行连接后,可以得到图7所示的立体的鞋套700。
49.图8是根据本技术一些实施例所示的3d鞋类产品的制造方法制造的鞋面的示意图,图9是根据本技术一些实施例所示的3d鞋类产品的制造方法制造的鞋面所制成整鞋的侧视图。如图8和图9所示,3d鞋类产品还可以包括鞋面,鞋面的连接结构可以包括多个连接孔503,多个连接孔503可以设于鞋面上。其中,鞋面可以包裹预先制作的鞋底600而形成整鞋。在一些实施例中,预先制作的鞋底可以通过3d打印方式制作。在一些实施例中,鞋面可以在包裹预先制作的鞋底600后通过缝合、粘接等方式与该鞋底相固定,从而形成整鞋。
50.在一些实施例中,鞋面的平面模型的主体区域200可以包括底部501和环绕在底部501外的面部502。其中,多个连接孔503均设于面部502上。在一些实施例中,连接孔503可以设于面部502远离底部501的一侧。在本实施例中,将鞋面的平面产品进行弯折的预设弯折方式可以包括:将面部502相对底部501向上弯折。将连接结构进行连接的预设弯折关系可以包括:使用系带504穿入各个连接孔503并进行系合,从而可以将面部相对于底部501的两侧连接起来。通过将连接孔503设置在面部502远离底部501的一端,在将面部502相对底部501向上弯折后,便于通过系带504穿入连接孔503而进行系合。此外,通过这样的设计,系带504可以起到类似鞋带的作用,可以方便用户调节系合的松紧程度。
51.在一些实施例中,面部502是连续的。在一些实施例中,面部502可以包括多个子面部,多个子面部依次环绕在底部501外且与底部501相连,并且多个子面部间隔布置。在每个子面部设有至少一个连接孔503,系带504可以依次穿入各个连接孔503中,以将各个子面部连接起来。
52.本技术实施例还提供一种3d鞋类产品,该3d鞋类产品是通过上述任一技术方案所述的制造方法制造的。3d鞋类产品可以是鞋套、鞋面、鞋底或整鞋。采用上述任一技术方案所述的制造方法制造的3d鞋类产品,可以使制造成本显著降低。另外,本技术的3d鞋类产品可以根据用户的脚型设计,从而使得用户穿着更加舒适。此外,还可以满足鞋类产品的弹性要求和纹理设计需求。
53.申请实施例可能带来的有益效果包括但不限于:(1)基于平面模型,采用3d打印方式打印出平面产品,可以简化3d打印步骤,降低打印难度;(2)基于脚型数据来构建平面模型,制造出的3d鞋类产品可以实现根据用户的脚型进行定制,使得用户穿着更舒适;(3)采用光固化成像打印方式,打印速度快,且打印精度高;(4)采用光固化成型打印方式对二维平面模型逐层曝光固化,可以使打印出的产品具有一定的纹理,满足纹理设计需求;(5)打印材料具有弹性,有利于将打印出的平面产品重新弯折,并且可以满足3d鞋类产品的弹性要求。需要说明的是,不同的实施例可能产生的有益效果不同,在不同的实施例里,可能产生的有益效果可以是以上任意一种或几种组合,也可以是其他任何可能获得的有益效果。
54.需要说明的是,不同实施例可能产生的有益效果不同,在不同的实施例里,可能产生的有益效果可以是以上任意一种或几种的组合,也可以是其他任何可能获得的有益效果。
55.上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述详细披露仅仅作为示例,而并不构成对本技术的限定。虽然此处并没有明确说明,本领域技术人员可能会对本技术进行各种修改、改进和修正。该类修改、改进和修正在本技术中被建议,所以该类修改、改进、修正仍属于本技术示范实施例的精神和范围。
56.同时,本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一个替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
57.此外,除非权利要求中明确说明,本技术所述处理元素和序列的顺序、数字字母的使用、或其他名称的使用,并非用于限定本技术流程和方法的顺序。尽管上述披露中通过各种示例讨论了一些目前认为有用的发明实施例,但应当理解的是,该类细节仅起到说明的目的,附加的权利要求并不仅限于披露的实施例,相反,权利要求旨在覆盖所有符合本技术实施例实质和范围的修正和等价组合。例如,虽然以上所描述的系统组件可以通过硬件设备实现,但是也可以只通过软件的解决方案得以实现,如在现有的服务器或移动设备上安装所描述的系统。
58.同理,应当注意的是,为了简化本技术披露的表述,从而帮助对一个或多个发明实施例的理解,前文对本技术实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本技术对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
59.一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本技术一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
60.针对本技术引用的每个专利、专利申请、专利申请公开物和其他材料,如文章、书籍、说明书、出版物、文档等,特此将其全部内容并入本技术作为参考。与本技术内容不一致或产生冲突的申请历史文件除外,对本技术权利要求最广范围有限制的文件(当前或之后附加于本技术中的)也除外。需要说明的是,如果本技术附属材料中的描述、定义、和/或术语的使用与本技术所述内容有不一致或冲突的地方,以本技术的描述、定义和/或术语的使用为准。
61.最后,应当理解的是,本技术中所述实施例仅用以说明本技术实施例的原则。其他的变形也可能属于本技术的范围。因此,作为示例而非限制,本技术实施例的替代配置可视为与本技术的教导一致。相应地,本技术的实施例不仅限于本技术明确介绍和描述的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1