一种电热护膝的制作工艺的制作方法
[0001]
本发明涉及电热产品技术领域,特别涉及一种电热护膝的制作工艺。
背景技术:
[0002]
在当前电热护膝的大量产品中,均采用独立制作发热片与护膝主体,然后对两者通过车缝等多道工序进行缝合加工,使两者进行结合,达到使一只普通护膝具备发热功能的目的。即先通过无弹性的复合布料缝制护膝主体后,再通过粘合或者刺绣绑定等方式将发热丝以一个固定的形态固化至底片或基材上,使之成为三明治结构(表层为无纺布,中间为发热线,底层为无纺布)。然后再将发热片采用车缝的工艺缝制到护膝主体上。由于粘合发热线的两层柔性材料(比如无纺布)大多不具备弹性,且车缝工艺也不具备弹性,所以一旦护膝主体车缝发热片之后,弹性至少丧失40%,因而,现有工艺加工的电热护膝只能采用带绑带的片状结构,穿戴时只能捆绑式绑在膝盖附近,导致穿着体验差。
技术实现要素:
[0003]
本发明的主要目的在于提出一种电热护膝的制作工艺,旨在解决现有电热护膝通过发热片发热只能采用绑带式片状结构导致穿着体验差的技术问题。
[0004]
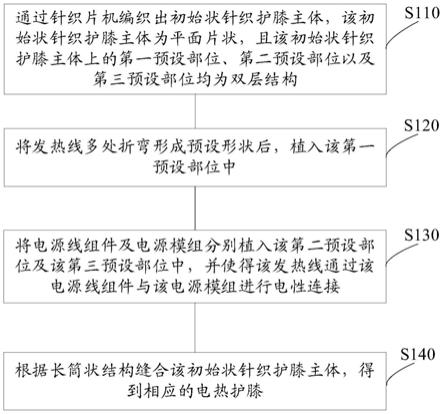
为实现上述目的,本发明提供的一种电热护膝的制作工艺,所述制作工艺包括以下步骤:通过针织片机编织出初始状针织护膝主体,所述初始状针织护膝主体为平面片状,且所述初始状针织护膝主体上的第一预设部位、第二预设部位以及第三预设部位均为双层结构;将发热线多处折弯形成预设形状后,植入所述第一预设部位中;将电源线组件及电源模组分别植入所述第二预设部位及所述第三预设部位中,并使得所述发热线通过所述电源线组件与所述电源模组进行电性连接;根据长筒状结构缝合所述初始状针织护膝主体,得到相应的电热护膝。
[0005]
可选地,所述通过针织片机编织出初始状针织护膝主体的步骤具体包括:根据所述针织片机的预设程序对所述初始状针织护膝主体的不同区域进行不同的编织设计,以得到所述初始状针织护膝主体。
[0006]
可选地,所述预设程序包括对所述第一预设部位、所述第二预设部位以及所述第三预设部位进行提花圆筒工艺编织设计,使得所述第一预设部位、所述第二预设部位以及所述第三预设部位均形成双层结构。
[0007]
可选地,所述初始状针织护膝主体为高弹力包芯纱与仿貂绒编织而成。
[0008]
可选地,所述发热线包括发热线主体以及包裹所述发热线主体的防护层。
[0009]
可选地,所述发热线主体为金属发热丝或合成纤维发热丝或纯碳纤维发热丝或合成碳纤维发热丝,所述防护层为硅胶层或tpu层。
[0010]
可选地,所述电源线组件包括正极电源线、负极电源线以及将所述正极电源线与所述负极电源线编织在一起的编织物表皮。
[0011]
可选地,所述发热线多处折弯形成两层波浪状,且所述发热线的一端通过一铜扣
端子电性连接所述正极电源线的一端,所述铜扣端子的外侧包裹有热缩管。
[0012]
可选地,在根据长筒状结构缝合所述初始状针织护膝主体时,在所述初始状针织护膝主体的缝合处形成若干开口。
[0013]
可选地,所述根据长筒状结构缝合所述初始状针织护膝主体的步骤之前,还包括以下步骤:在所述初始状针织护膝主体的一侧表面压涂若干防滑硅胶点。
[0014]
本发明提供的电热护膝的制作工艺,其在制作电热护膝时,先通过针织片机编织出初始状针织护膝主体,该初始状针织护膝主体为平面片状,且该初始状针织护膝主体上的第一预设部位、第二预设部位以及第三预设部位均为双层结构。接着,将发热线多处折弯形成预设形状后,植入第一预设部位中,同时,将电源线组件及电源模组分别植入第二预设部位及第三预设部位中,并使得发热线通过电源线组件与电源模组进行电性连接。最后,根据长筒状结构缝合初始状针织护膝主体,得到相应的电热护膝。这样一来,通过本制作工艺制作的电热护膝通过将发热线多处折弯形成预设形状并植入第一预设部位,来实现本电热护膝的发热功能,可极大简化电热护膝的生产工艺,不再需要发热片的生产流程,降低了电热护膝的生产成本,并使得电热护膝的工艺更加美观,整个发热系统器件被简化且隐藏进入电热护膝中。同时,采用发热线的结构设计,相比发热片,可极大缩小了异物体积,使得人体对发热片的异物感基本消失,同时,发热线多处折弯形成预设形状可确保其不会影响本电热护膝的弹性及增大其发热区域,使得发热系统器件更牢固,不易脱离针织护膝主体,且电热护膝的发热部位更加符合人体特点,同时使得本电热护膝可采用长筒状结构,便于其直接穿戴在腿上,在消费者使用过程中,穿着更舒适,且加长了护膝底部长度,可将小腿全包围,更容易保暖。可见,本技术方案,其可有效解决现有电热护膝通过发热片发热只能采用绑带式片状结构导致穿着体验差的技术问题。
附图说明
[0015]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0016]
图1为本发明实施例提供的电热护膝的制作工艺的流程框图。
[0017]
图2为本发明实施例提供的电热护膝的展开结构示意图。
[0018]
图3为图2所示电热护膝的第一预设部位的局部剖视结构示意图。
[0019]
图4为本发明实施例提供的电热护膝的整体结构示意图。
具体实施方式
[0020]
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
[0021]
如图1所示,本发明实施例提供一种电热护膝的制作工艺,该制作工艺包括以下步骤:
[0022]
步骤s110:通过针织片机编织出初始状针织护膝主体,该初始状针织护膝主体为
平面片状,且该初始状针织护膝主体上的第一预设部位、第二预设部位以及第三预设部位均为双层结构。
[0023]
具体地,如图2所示,该初始状针织护膝主体110为平面片状,该初始状针织护膝主体110为高弹力包芯纱与仿貂绒编织而成,可采用普通7针,9针或12针织片机编织出,其具体材料成分为:22.5%粘胶,52.5%锦纶,10%涤纶,15%氨纶。该材料弹性好,舒适如软,适合针织机编织。编织时,根据针织片机的预设程序对该初始状针织护膝主体110的不同区域进行不同的编织设计,以得到该初始状针织护膝主体110。该预设程序包括对第一预设部位111、第二预设部位112以及第三预设部位113进行提花圆筒工艺编织设计,使得第一预设部位111、第二预设部位112以及第三预设部位113均形成双层结构,具体如图3所示,形成上下层中空空间。
[0024]
步骤s120:将发热线多处折弯形成预设形状后,植入该第一预设部位中。
[0025]
具体地,如图2及图3所示,可将发热线120多处折弯形成预设形状后用加长秃头针穿引至该第一预设部位111的中空空间中。
[0026]
上述提到的发热线120包括发热线主体以及包裹发热线主体的防护层,其中,发热线主体为金属发热丝或合成纤维发热丝或纯碳纤维发热丝或合成碳纤维发热丝。防护层为硅胶层或tpu层。由于金属发热丝不耐折,而纯碳纤维发热丝直径过粗,容易有异物感,所以发热线主体优选采用合成碳纤维发热丝。同时,由于tpu层的气味、对皮肤过敏等特性达不到相关的环保标准,因而,防护层优选采用硅胶层。
[0027]
步骤s130:将电源线组件及电源模组分别植入该第二预设部位及该第三预设部位中,并使得该发热线通过该电源线组件与该电源模组进行电性连接。
[0028]
具体地,如图2所示,电源线组件130包括正极电源线131、负极电源线132以及将正极电源线131与负极电源线132编织在一起的编织物表皮133。正极电源线131、负极电源线132均为带pu(polyurethane,聚氨酯材料)表皮的铜线,因而,编织物表皮133与电源线本身的pu表皮可分别对正极电源线131与负极电源线132形成双层保护,使其安全性能得到大大提高。
[0029]
当将上述的电源线组件130及电源模组140分别植入该第二预设部位112及该第三预设部位113中后,使得发热线120通过电源线组件130与电源模组140进行电性连接,具体如图2所示,发热线120多处折弯形成两层波浪状,且发热线120的一端通过一铜扣端子11电性连接正极电源线131的一端,发热线120的另一端通过另一铜扣端子11电性连接负极电源线132的一端。由于发热线120采用合成碳纤维发热丝作为发热材料,而合成碳纤维材料无法采用焊锡工艺进行焊接,需采用铆压工艺进行通导连接,因而采用铜扣端子11实现发热线120与电源线间的电性连接,同时,铜扣端子11的外侧包裹有热缩管12,可对端子进行保护和绝缘。且将两个铜扣端子11分别固定在两个不同的双层结构中,使其不能接触,可有效降低短路风险,提高其安全性。
[0030]
另外,由于初始状针织护膝主体110是有弹性的,发热线120为柔软线材,但没有弹性,发热线120多处折弯形成两层波浪状,可解决上下横拉的尺寸弹性变化的需求,同时,左右直拉也可通过两层波浪状之间的间距变化而兼容弹性。还有,当通过控制发热线120的弯曲程度以及两层波浪状之间的间距就可控制发热面积与单位面积发热量。发热线120的发热温度可通过调节电压或电流控制在37-70摄氏度之间。
[0031]
步骤s140:根据长筒状结构缝合该初始状针织护膝主体,得到相应的电热护膝。
[0032]
具体地,当通过上述方法步骤分别将发热线120、电源线组件130及电源模组140植入该初始状针织护膝主体110中后,便可根据长筒状结构缝合该初始状针织护膝主体110,得到相应的如图4所示的电热护膝100,该电热护膝100为长筒状结构。
[0033]
另外,可在根据该长筒状结构缝合该初始状针织护膝主体110时,在该初始状针织护膝主体100的缝合处形成若干开口(未图示),即相当于电热护膝100的后侧设置有若干开口,可便于穿戴上本电热护膝100后不妨碍腿部弯曲。还有,如图2所示,还可在根据该长筒状结构缝合该初始状针织护膝主体100前,在该初始状针织护膝主体110的一侧表面压涂若干防滑硅胶点13,这样制作出来的电热护膝100的内侧还设置有若干防滑硅胶点13,防滑硅胶点13主要采用软度为20-50度的硅胶点,可有效增加摩擦力,防止护膝在腿部下滑。
[0034]
本实施例提供的电热护膝的制作工艺,其在制作电热护膝时,先通过针织片机编织出初始状针织护膝主体,该初始状针织护膝主体为平面片状,且该初始状针织护膝主体上的第一预设部位、第二预设部位以及第三预设部位均为双层结构。接着,将发热线多处折弯形成预设形状后,植入第一预设部位中,同时,将电源线组件及电源模组分别植入第二预设部位及第三预设部位中,并使得发热线通过电源线组件与电源模组进行电性连接。最后,根据长筒状结构缝合初始状针织护膝主体,得到相应的电热护膝。这样一来,通过本制作工艺制作的电热护膝通过将发热线多处折弯形成预设形状并植入第一预设部位,来实现本电热护膝的发热功能,可极大简化电热护膝的生产工艺,不再需要发热片的生产流程,降低了电热护膝的生产成本,并使得电热护膝的工艺更加美观,整个发热系统器件被简化且隐藏进入电热护膝中。同时,采用发热线的结构设计,相比发热片,可极大缩小了异物体积,使得人体对发热片的异物感基本消失,同时,发热线多处折弯形成预设形状可确保其不会影响本电热护膝的弹性及增大其发热区域,使得发热系统器件更牢固,不易脱离针织护膝主体,且电热护膝的发热部位更加符合人体特点,同时使得本电热护膝可采用长筒状结构,便于其直接穿戴在腿上,在消费者使用过程中,穿着更舒适,且加长了护膝底部长度,可将小腿全包围,更容易保暖。可见,本技术方案,其可有效解决现有电热护膝通过发热片发热只能采用绑带式片状结构导致穿着体验差的技术问题。
[0035]
以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1