一种平面口罩的全自动生产设备的制作方法
[0001]
本发明涉及非标自动化设备,具体是一种平面口罩的全自动生产设备。
背景技术:
[0002]
口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具,以纱布或纸等制成。
[0003]
现有的口罩中最为常见的是一次性口罩和可循环使用的n95系列口罩,而一次性口罩大都是三层形式的,其中内外两层分别为纤维无纺布材料,中间增加一层起过滤防菌作用的过滤溶喷布材料。
[0004]
但现有用来生产口罩的设备都是单工序或是多工序生产,没有从上料到最后下料整体都是全自动化的设备,从而生产口罩的整个过程效率较低。
技术实现要素:
[0005]
为了克服现有技术的上述不足,本发明提供一种平面口罩的全自动生产设备
[0006]
本发明解决其技术问题的技术方案是:一种平面口罩的全自动生产设备,包括依次设置的:
[0007]
上料机构,其用于各个纺布层和鼻梁条的上料工作,包括上料支架,所述的上料支架上设有若干个纺布层上料盘和一个鼻梁条上料盘,所述的上料支架上还设有与纺布层上料盘数量相当的用于引导纺布层输出的引导装置;
[0008]
整合机构,其用于将各个纺布层整合成整个口罩长段,包括整合支架,所述的整合支架上设有若干个整合滚轮,纱布层依次绕过所述的整合滚轮从而挤压整合成一体;
[0009]
折皱机构,其用于将口罩长段进行折皱以便于包装,包括第一折皱支架和第二折皱支架,所述的第一折皱支架和第二折皱支架之间设有若干个v型折皱片,所述的若干v型折皱片上下成对设置,若干对v型折皱片相互紧靠形成有折皱成型通道,该折皱机构还包括两个折皱滚轮,口罩长段通过折皱成型通道形成波浪形状后再通过该折皱滚轮挤压折叠;
[0010]
鼻梁条剪裁机构,其用于将鼻梁条剪裁成各个口罩需要的大小,包括鼻梁条剪裁支架,所述的鼻梁条剪裁支架上设有鼻梁条输送滚轮、鼻梁条输送台以及鼻梁条剪裁滚轮,所述的鼻梁条输送滚轮与鼻梁条输送台配合传动,所述的鼻梁条剪裁滚轮上设有鼻梁条剪裁刀;
[0011]
分片机构,其用于将整个口罩长段分裁成各个口罩的尺寸大小,包括分片支架,所述的分片支架上依次设有用于各个纺布层与鼻梁条粘合的挤压滚轮、两个用于输送口罩的分片输送滚轮以及在两个分片输送滚轮之间的分片剪裁滚轮,所述挤压滚轮的下方设有超声波仪,所述的分片剪裁滚轮上设有分片剪裁刀;
[0012]
除静电机构,其用于去除口罩上的静电,包括除静电输送带以及相配合传动的除静电输送滚轮,所述除静电输送带的输入端设有除静电头;
[0013]
分流机构,其用于将口罩分流成两个后续生产线,包括与除静电输送带相接的分
流台、对称设置在分流台两侧的过渡台以及设置在过渡台后端的分流输送带,所述的分流台和过渡台之间设有翻转支架,所述的翻转支架上设有用于将口罩进行左右翻转的第一转臂和转动齿轮,所述的转动齿轮连接有第一转动电机,所述过渡台的一侧设有用于推送过渡台上口罩至分流输送带的推头,所述的推头连接有一推料气缸,所述的分流输送带上还设有转动杆,所述转动杆连接有第二转动电机,所述传动杆的两侧均设有用于将口罩进行前后翻转的第二转臂;
[0014]
焊耳线机构,其用于将耳线剪断并与口罩进行粘合,包括耳线上料装置、耳线运送装置以及耳线粘合装置;
[0015]
所述的耳线上料装置包括耳线上料支架,所述的耳线上料支架上设有耳线装料杆、两个相互贴合的耳线传动滚轮、耳线传动辅助轮、第一导线片、第二导线片以及导线块,所述的任一耳线传动滚轮连接有耳线传动电机;
[0016]
所述的耳线运送装置包括耳线运送轨道、滑设在该耳线运送轨道上的耳线运送滑块以及设置在该耳线运送滑块上的耳线运送夹爪,所述的耳线运送滑块连接有耳线运送气缸,所述的耳线运送夹爪连接有耳线夹持气缸,且所述的耳线运送夹爪正对于所述的导线块;
[0017]
所述的耳线粘合装置包括耳线剪断组件和耳线粘合组件,所述的耳线剪断组件包括耳线剪断支架,所述的耳线剪断支架上设有耳线剪断气缸和耳线剪断剪刀,所述耳线剪断剪刀的末端连接所述的耳线剪断气缸,所述的耳线粘合组件包括耳线粘合支架以及用于放置口罩的粘合平台,所述的粘合支架上对称设置有第一耳线粘合气缸,所述第一耳线粘合气缸的末端连接有第二耳线粘合气缸,所述第二耳线粘合气缸的两侧设有耳线转动气缸,所述的耳线转动气缸的末端连接有耳线粘合夹爪,所述的耳线粘合组件还包括口罩固定气缸和耳线固定气缸,所述的口罩固定气缸连接有口罩压块,所述的耳线固定气缸连接有耳线焊接头;
[0018]
耳线整形机构,其用于将耳线进行整形,包括耳线整形台和耳线整形支架,所述的耳线整形支架上设有耳线整形气缸,所述的耳线整形气缸连接有口罩压头和耳线整形压头;
[0019]
出料机构,其用于将口罩送出设备,包括出料传送带,所述的出料传送带连接有出料电机。
[0020]
作为优选,所述的引导装置包括引导支架,所述的引导支架上设有引导滚轮和引导片,其中一个引导滚轮靠近所述的引导片,所述的引导片上设有感应器。
[0021]
作为优选,所述的鼻梁条输送滚轮、鼻梁条剪裁滚轮、挤压滚轮、分片输送滚轮以及分片剪裁滚轮均连接有传动齿轮,所述的传动齿轮通过同步链条同步传动。
[0022]
作为优选,所述的挤压滚轮上设有若干压合凸起。
[0023]
作为优选,所述的焊耳线机构和耳线整形机构上还设有用于输送口罩的传动链,所述的传动链上分隔有若干用于放置口罩的焊耳线及整形工位。
[0024]
作为优选,所述粘合平台的两侧对称设置有两块第一挡板。
[0025]
作为优选,所述耳线整形台的两侧对称设置有第二挡板,所述的第二挡板连接有挡板气缸。
[0026]
作为优选,所述的纺布层上料盘为三个或四个。
[0027]
作为优选,所述的v型折皱片为三对。
[0028]
本发明的有益效果在于:通过本设备实现了全自动化生产一次性平面口罩,提高了生产效率,保证了口罩质量。
附图说明
[0029]
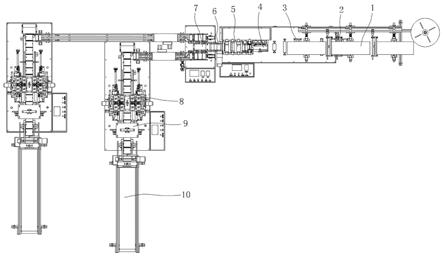
图1是本发明的整体装配俯视图。
[0030]
图2是本发明的整体装配正视图。
[0031]
图3是本发明的上料机构。
[0032]
图4是本发明的图3的a放大图。
[0033]
图5是本发明的整体装配轴侧图。
[0034]
图6是本发明的整合机构的结构图。
[0035]
图7是本发明的折皱机构的结构图。
[0036]
图8是本发明的v型折皱片的工作原理图。
[0037]
图9是本发明的鼻梁条剪裁机构和分片机构的结构图。
[0038]
图10是本发明的除静电机构的结构图。
[0039]
图11是本发明的图5的b放大图。
[0040]
图12是本发明的分流输送带的部分结构图。
[0041]
图13是本发明的部分装配图的轴侧图。
[0042]
图14是本发明的图13的c放大图。
[0043]
图15是本发明的部分装配图的另一轴侧图。
[0044]
图16是本发明的图15的d放大图。
[0045]
图17是本发明的耳线粘合组件的结构图。
[0046]
图18是本发明的部分装配图的另一轴侧图。
[0047]
图19是本发明的图18的e放大图。
具体实施方式
[0048]
下面结合附图和具体实施方式对本发明作进一步详细说明。
[0049]
参照图1~图19,一种平面口罩的全自动生产设备,包括依次设置的:
[0050]
参照图1~图4,上料机构1,其用于各个纺布层和鼻梁条的上料工作,包括上料支架11,所述的上料支架11上设有若干个纺布层上料盘12和一个鼻梁条上料盘13,优选的纺布层上料盘12为三个或四个(因现有的一次性口罩大都为三层或是四层),所述的上料支架11上还设有与纺布层上料盘数量相当的用于引导纺布层输出的引导装置14,具体的引导装置14包括引导支架15,所述的引导支架15上设有引导滚轮16和引导片17,其中一个引导滚轮16靠近所述的引导片17,所述的引导片17上设有感应器18。该机构在运行时,纺布层上料盘12上的原料(即无纺布和过滤溶喷布)穿过引导滚轮16和引导片17之间,然后再从另一个引导滚轮16穿出,而鼻梁条上料盘13直接引出至后续机构。并且通过感应器18可以感应出引导片17上是否还有布材料,在没有原材料时进行报警同时停止设备运行,防止出现设备空运转的情况。
[0051]
参照图5和图6,整合机构2,其用于将各个纺布层整合成整个口罩长段,包括整合
支架19,所述的整合支架19上设有若干个整合滚轮20,纱布层依次绕过所述的整合滚轮20从而挤压整合成一体;
[0052]
参照图7和图8,折皱机构3,其用于将口罩长段进行折皱以便于包装,包括第一折皱支架21和第二折皱支架22,所述的第一折皱支架21和第二折皱支架22之间设有若干个v型折皱片23,所述的若干v型折皱片23上下成对设置,若干对v型折皱片23相互紧靠形成有折皱成型通道24,该折皱机构3还包括两个折皱滚轮25,口罩长段通过折皱成型通道24形成波浪形状后再通过该折皱滚轮25挤压折叠,其中v型折皱片23为三对(为了看清内部结构,只放置了一个v型折皱片23),故会在口罩长段上形成有三个波峰和两个波谷,进行折叠后使得整个口罩长段分为了三折从而减小了口罩的体积便于后续口罩的包装。并且口罩折皱的宽度可以根据第一折皱支架21和第二折皱支架22进行调节,从而根据不同口罩的大小调节至最优化的折皱宽度以便于包装。
[0053]
参照图9,鼻梁条剪裁机构4,其用于将鼻梁条剪裁成各个口罩需要的大小,包括鼻梁条剪裁支架26,所述的鼻梁条剪裁支架26上设有鼻梁条输送滚轮27、鼻梁条输送台28以及鼻梁条剪裁滚轮29,所述的鼻梁条输送滚轮27与鼻梁条输送台28配合传动,所述的鼻梁条剪裁滚轮29上设有鼻梁条剪裁刀30,该机构运行时通过鼻梁条输送滚轮27与鼻梁条输送台28配合传动,而鼻梁条剪裁滚轮29每转一圈后,其上的鼻梁条剪裁刀30会剪裁一次,从而将整段鼻梁条剪裁成每个口罩需要的鼻梁条大小。
[0054]
参照图9,分片机构5,其用于将整个口罩长段分裁成各个口罩的尺寸大小,包括分片支架31,所述的分片支架31上依次设有用于各个纺布层与鼻梁条粘合的挤压滚轮32、两个用于输送口罩的分片输送滚轮33以及在两个分片输送滚轮33之间的分片剪裁滚轮34,所述挤压滚轮32的下方设有超声波仪35,所述的分片剪裁滚轮34上设有分片剪裁刀36,该机构运行时先通过挤压滚轮32将各个纺布层与鼻梁条挤压在一起,然后通过超声波仪35将上述材料粘合在一起,再而通过输送滚轮33往后运送,然后通过分片剪裁滚轮34后,将整段口罩分裁成各个口罩尺寸的大小,其中分片剪裁滚轮34每转一圈,分片剪裁滚轮34上的分片剪裁刀36会剪裁一次。并且鼻梁条输送滚轮27、鼻梁条剪裁滚轮28、挤压滚轮32、分片输送滚轮33以及分片剪裁滚轮34均连接有传动齿轮35,所述的传动齿轮35通过同步链条36同步传动。通过上述结构的设计后,从鼻梁条剪裁到口罩整体粘合再到口罩分片成口罩个体,使上述整个流程同步进行,大大提高了生产效率,并且在所述的挤压滚轮32上设有若干压合凸起37,使得粘合的口罩更加牢固而不会出现脱层的现象。
[0055]
参照图10,除静电机构6,其用于去除口罩上的静电,包括除静电输送带38以及相配合传动的除静电输送滚轮39,所述除静电输送带38的输入端设有除静电头40,口罩通过除静电输送带38和除静电输送滚轮39配合传动,通过除静电头40去除静电。
[0056]
参照图11和图12,分流机构7,其用于将口罩分流成两个后续生产线,包括与除静电输送带相接的分流台41、对称设置在分流台两侧的过渡台42以及设置在过渡台42后端的分流输送带43,所述的分流台41和过渡台42之间设有翻转支架44,所述的翻转支架44上设有用于将口罩进行左右翻转的第一转臂45和转动齿轮46,所述的转动齿轮46连接有第一转动电机47(由于该电机设置在里面,故不再附图中显示,其原理与现有的电机一致),所述过渡台42的一侧设有用于推送过渡台42上口罩至分流输送带43的推头48,所述的推头48连接有一推料气缸49,所述的分流输送带43上还设有转动杆50,所述转动杆50连接有第二转动
电机51,所述传动杆50的两侧均设有用于将口罩进行前后翻转的第二转臂52,该机构在运行时通过第一转动电机47带动转动齿轮46从而带动第一转臂45转动,第一转臂45将分流台41上的口罩翻转至过渡台42上,然后通过推料气缸49带动推头48,将口罩推送至分流输送带43上,再而第二转动电机51带动转动杆50转动,从而传动杆50带动第二转臂52将分流输送带43上的口罩进行前后翻转。
[0057]
参照图13~图17,焊耳线机构8,其用于将耳线剪断并与口罩进行粘合,包括耳线上料装置53、耳线运送装置54以及耳线粘合装置55;
[0058]
参照图13和图14,所述的耳线上料装置53包括耳线上料支架56,所述的耳线上料支架56上设有耳线装料杆57、两个相互贴合的耳线传动滚轮58、耳线传动辅助轮59、第一导线片60、第二导线片61以及导线块62,所述的任一耳线传动滚轮58连接有耳线传动电机63,耳线传动电机63带动耳线传动滚轮58从而带动耳线的上料工作,耳线分别穿过耳线传动滚轮58、耳线传动辅助轮59、第一导线片60、第二导线片61最后从导线块62穿出。
[0059]
参照图15和图16,所述的耳线运送装置54包括耳线运送轨道63、滑设在该耳线运送轨道63上的耳线运送滑块64以及设置在该耳线运送滑块64上的耳线运送夹爪65,所述的耳线运送滑块64连接有耳线运送气缸66,所述的耳线运送夹爪65连接有耳线夹持气缸67,且所述的耳线运送夹爪65正对于所述的导线块62,耳线运送滑块64通过耳线运送轨道63将耳线运送夹爪65运送至正对于导线块62的位置,然后耳线夹持气缸67带动耳线运送夹爪65将导线块62穿出的耳线夹紧然后复位,从而将耳线拉出(拉出的耳线即为口罩所需的耳线长度)。
[0060]
参照图16和图17,所述的耳线粘合装置55包括耳线剪断组件68和耳线粘合组件69,所述的耳线剪断组件68包括耳线剪断支架70,所述的耳线剪断支架70上设有耳线剪断气缸71和耳线剪断剪刀72,所述耳线剪断剪刀72的末端连接所述的耳线剪断气缸71,所述的耳线粘合组件69包括耳线粘合支架73以及用于放置口罩的粘合平台74,所述的粘合支架73上对称设置有第一耳线粘合气缸75,所述第一耳线粘合气缸75的末端连接有第二耳线粘合气缸76,所述第二耳线粘合气缸76的两侧设有耳线转动气缸77,所述的耳线转动气缸77的末端连接有耳线粘合夹爪78,所述的耳线粘合组件69还包括口罩固定气缸79和耳线固定气缸80,所述的口罩固定气缸79连接有口罩压块81,所述的耳线固定气缸80连接有耳线焊接头82,先通过耳线剪断气缸71带动耳线剪断剪刀72将耳线剪断,然后第一耳线粘合气缸75和第二耳线粘合气缸76带动耳线粘合夹爪78至靠近耳线,然后耳线粘合夹爪78通过耳线转动气缸77转动至耳线位置并夹取,然后再转动90
°
,将耳线放入粘合平台74上的口罩两侧,再而口罩压块81通过口罩固定气缸79将口罩固定,耳线焊接头82通过耳线固定气缸80将耳线进行超声波焊接。其中粘合平台74的两侧对称设置有两块第一挡板83,通过第一挡板83保证了耳线能够形成弧形结构,防止出现耳线缠绕的现象。
[0061]
参照图18和图19,耳线整形机构9,其用于将耳线进行整形,包括耳线整形台84和耳线整形支架85,所述的耳线整形支架85上设有耳线整形气缸86,所述的耳线整形气缸86连接有口罩压头87和耳线整形压头88,该机构运行时通过耳线整形气缸86带动口罩压头87向下将口罩固定以及带动耳线整形压头88将耳线压平,并且耳线整形台84的两侧对称设置有第二挡板89,所述的第二挡板89连接有挡板气缸90。挡板气缸90带动第二挡板89靠近该耳线,在耳线整形时,防止耳线向上起翘。
[0062]
并且焊耳线机构8和耳线整形机构9上还设有用于输送口罩的传动链91(该传动链91在内部,故不再附图中表示,其工作原理与现有普通的传动链相同),所述的传动链91上分隔有若干用于放置口罩的焊耳线及整形工位92。通过上述结构使得每进行一次耳机焊接都可以通过传动链91往后输送一个焊耳线及整形工位92,使得两个机构之间运作更加流畅,平稳,大大提高了生产效率。
[0063]
出料机构10,其用于将口罩送出设备,包括出料传送带93,所述的出料传送带93连接有出料电机94(该电机在内部故不再附图中显示,其原理与现有的电机一致)。出料电机94运转带动出料传送带93转动,从而将出料传送带93上的口罩输出。
[0064]
本设备的整体运行过程为:
[0065]
1)纺布层上料盘12上的原料(即无纺布和过滤溶喷布)穿过引导滚轮16和引导片17之间,然后再从另一个引导滚轮16穿出,而鼻梁条上料盘13直接引出至后续机构,感应器18可以感应出引导片17上是否还有布材料,在没有原材料时进行报警同时停止设备运行。
[0066]
2)纱布层依次绕过整合滚轮20从而挤压整合成一体。
[0067]
3)口罩长段通过折皱成型通道24形成波浪形状后再通过该折皱滚轮25挤压折叠。
[0068]
4)鼻梁条输送滚轮27与鼻梁条输送台28配合传动,将鼻梁条上料盘13上的鼻梁条往后运输,而鼻梁条剪裁滚轮29每转一圈后,其上的鼻梁条剪裁刀30会剪裁一次,从而将整段鼻梁条剪裁成每个口罩需要的鼻梁条大小。
[0069]
5)通过挤压滚轮32将各个纺布层与鼻梁条挤压在一起,然后通过超声波仪35将上述材料粘合在一起,再而通过输送滚轮33往后运送,然后通过分片剪裁滚轮34后,将整段口罩分裁成各个口罩尺寸的大小,其中分片剪裁滚轮34每转一圈,分片剪裁滚轮34上的分片剪裁刀36会剪裁一次。
[0070]
6)口罩通过除静电输送带38和除静电输送滚轮39配合传动,通过除静电头40去除静电。
[0071]
7)耳线传动电机63带动耳线传动滚轮58从而带动耳线的上料工作,耳线分别穿过耳线传动滚轮58、耳线传动辅助轮59、第一导线片60、第二导线片61最后从导线块62穿出。
[0072]
8)耳线运送滑块64通过耳线运送轨道63将耳线运送夹爪65运送至正对于导线块62的位置,然后耳线夹持气缸67带动耳线运送夹爪65将导线块62穿出的耳线夹紧然后复位,从而将耳线拉出(拉出的耳线即为口罩所需的耳线长度)。
[0073]
9)通过耳线剪断气缸71带动耳线剪断剪刀72将耳线剪断,然后第一耳线粘合气缸75和第二耳线粘合气缸76带动耳线粘合夹爪78至靠近耳线,然后耳线粘合夹爪78通过耳线转动气缸77转动至耳线位置并夹取,然后再转动90
°
,将耳线放入粘合平台74上的口罩两侧,再而口罩压块81通过口罩固定气缸79将口罩固定,耳线焊接头82通过耳线固定气缸80将耳线进行超声波焊接。
[0074]
10)耳线整形气缸86带动口罩压头87向下将口罩固定以及带动耳线整形压头88将耳线压平。
[0075]
11)出料电机94运转带动出料传送带93转动,从而将出料传送带93上的口罩输出。
[0076]
本实施例只是本专利较为优选的方案之一,任何不脱离本技术方案范围内做出的改变,均在本专利的范畴内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1