一种宝石的镶嵌工艺的制作方法
一种宝石的镶嵌工艺
【技术领域】
1.本发明涉及首饰加工技术领域,具体涉及一种宝石的镶嵌工艺。
背景技术:
2.珠宝镶嵌是一种让珠宝成为艺术品的工艺,上百年来一代代工匠们创造了许许多多珠宝镶嵌方法,或烘托钻石的火彩,或将金属托隐藏得天衣无缝,如果没有精湛的镶嵌工艺,珠宝则无法佩戴在人们的颈间、手腕和指间。
3.目前的首饰加工制造中,宝石的镶嵌方法有多种,其中釆用无边镶方法镶嵌宝石的饰品,使宝石有更为突出外观效果,主要通过铲钉、包爪、包边、车槽等方式进行宝石的镶嵌:
4.①
包镶:也称为包边镶,用金属边将宝石四周都圈住,让腰部以下封在金属托或金属架以用,贵重金属的移定性可以防止宝石脱落,分为有边包镶和无边包镶,前者是在宝石周围有一金属边包裹,工艺上称之为“石碗”;后者是在宝石周围包裹的金属无一环状边,这种无边的方式用于小颗粒宝石或副石的镶嵌过程;
5.②
爪镶:是用金属爪紧紧地扣着宝石,因为少了遮挡,让宝石的切面看起来更清晰,也可以让光线从不同的角度射入宝石并反射出来,爪镶分为六爪镶、四爪镶、三爪镶;这种工艺要求爪的大小相一致、间隔要均匀,宝石的台面水平并不倾斜。弧面形、方形、梯形、随意形宝石和玉石的镶嵌多使用爪镶;
6.③
钉镶:是直接在金属材质的边缘上用工具铲出几个小钉,将宝石固定在这些小钉上,这样一来在表面上不会看到任何固定宝石的金属爪,但紧密地排列着的宝石仍然很牢地套在金属的榫槽内;因为没有金属的包围与遮挡,宝石更能反射光线;
7.④
卡镶:是利用金属材质的张力,可以固定住定石的腰部,或者腰与底尖的部份,这种工艺比爪镶更为进步,是如今前时尚工艺的代表之技,可以由设计师赋予生命而让它变化无穷,因为宝石的裸露比较多,更能表现出宝石本身的切工与火彩;
8.⑤
插镶:主要用于有机宝石,如珍珠与琥珀,它是在一个碟形的金属“碗”中间,垂直伸出一根金属插针,以插入钻有小孔的珍珠或琥珀中,让宝石被固定,因为没有了对宝石的任何遮挡,宝石的造型与光芒得到一览无余的展示。
9.现已有宝石的镶嵌工艺的研究,例如中国专利cn201210314176一种宝石装饰物的镶嵌方法,包括以下步骤:镶嵌体在脱模后,对镶嵌体进行打磨;初步清洁、抛光;采用平锉挫平镶嵌体的顶部,确保镶嵌体的镶口平整均匀;依宝石装饰物尺寸适中的波钻棒,调校镶口至适当尺寸;再在镶嵌体上刻出距离镶口1.5毫米的坑位,将宝石装饰物嵌入坑位内;用平锉锉平镶口周边,再采用小布轮沾上砌光蜡,打磨;用平铲从镶嵌装饰物的边缘至宝石装饰物台面铲出与边缘相应的一定角度的斜边;最后清除多余的金屑,抛光处理。
10.目前,宝石装饰物一般直接镶嵌在镶嵌装饰物上,宝石装饰物高于其周边镶嵌装饰物,这种镶嵌宝石装饰物的方法,除了宝石装饰物物自身的光亮以外,不能使得宝石增光,且其稳固性有限。钉镶、爪镶工艺均需在放大且清晰的环境下进行镶嵌,工艺要求高,且
钉爪容易勾住衣服纤维,造成变形或脱落;包边工艺将宝石的四周包住,降低宝石的整体美感;车槽工艺操作复杂,且受到外力摩擦,金属框架变形后,宝石容易脱落。目前的无边镶方法是先制作出铜制底托,再根据铜制底托的尺寸在宝石底部侧边开出浅槽位,然后使用外力将铜制底托挤入槽位,从而固紧宝石;使用这种方法对镶石工人的操作技术有很高要求,而且镶嵌难度大,效率低,也容易造成烂石,成品合格率低。
11.因此,亟待设计一种宝石的镶嵌工艺。
技术实现要素:
12.针对目前现有技术中镶嵌的宝石易变形、易脱落的问题,本发明提供了一种宝石的镶嵌工艺,解决水晶、黑色或彩色锆石等不能经过高温倒模的石料镶嵌问题,保证所制作出的首饰结构稳定、不易变形,宝石镶嵌方便、不易脱落。
13.本发明的目的通过以下技术方案来实现:
14.一种宝石的镶嵌工艺,包括如下步骤:
15.1)车石位:在放大镜下,对倒模出来的铜胚或注出来的蜡模的石位进行修整;
16.2)涂胶:在上步骤得到的石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,其中a胶、b胶和蔗糖脂肪酸酯,按照1:1:(0.01
‑
0.02)的质量比例混合,a胶是主剂,b胶是固化剂;
17.3)宝石加热:把准备镶嵌的宝石加热到50
‑
60℃;
18.4)气压吸力抓取宝石镶嵌:选用不同规格的针管,调节气压值为
‑
0.06至
‑
0.08mpa,采用气压吸力抓取宝石,镶嵌到步骤2)得到卡槽处。
19.5)电镀镀铜:
20.①
将上步骤镶嵌好的宝石饰品放入泼美度为20
‑
30的黄铜锡镀缸中,镀缸温度保持在50
‑
55℃,电流大小控制在100
‑
150a,至镀层颜色偏黄,镀2
‑
3min;
21.②
把上步骤得到的宝石饰品放入碱铜镀缸中,镀缸温度保持在50
‑
55℃,电流大小控制在100
‑
150a,镀2
‑
3min;
22.③
把上步骤得到的宝石饰品放入硫酸铜镀缸中,镀缸温度保持在22
‑
23℃,电流大小控制在150
‑
220a,镀2
‑
3min;
23.6)电镀贵金属镀层:将上步骤镀铜后的宝石饰品放入到盛有纯硫酸的清洗缸,清洗掉步骤2)所涂的透明环氧树脂ab胶,根据需求镀上不同的贵金属镀层,烘干之后即得到成品。
24.本发明中:
25.步骤1)所述的对倒模出来的铜胚或注出来的蜡模的石位进行修整,是通过电钻或枪对倒模出来的铜胚或注出来的蜡模的石位进行修整;因为倒模出来的铜胚或注出来的蜡模,宝石位不是完全符合标准,需要在放大镜下,通过电钻或枪对石位进行修整,以保证石头卡得更到位更稳固;再经过表面的执模、抛光,外形处理达到可电镀标准才进行下一步操作。
26.步骤2)所述的涂胶,是通过在石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石,能保证在电镀的时候不掉石;或者在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细微不同的时候,同样通过石位的卡槽处
涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石。
27.步骤2)所述的透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,是一种双组份快速固化透明环氧树脂胶粘剂,主要成份是酚醛树脂,酚醛树脂是由苯酚和甲醛在催化剂条件下缩聚、经中和、水洗而制成的树脂,这个a胶和b胶分别是环氧树脂全透明粘胶,其中a胶、b胶和蔗糖脂肪酸酯,按照1:1:0.015的质量比例混合,a胶是主剂,b胶是固化剂。
28.步骤3)所述的宝石加热,是在蜡模上镶嵌宝石时,先把准备镶嵌的宝石加热到50
‑
60℃,再镶嵌到蜡模上,宝石会卡得更加到位,与蜡模之间更加贴合,在后续倒模过程中宝石就不容易脱落。
29.步骤4)中所述的选用不同规格的针管,是选用18g
‑
22g针管,直径0.56
‑
1.00mm。
30.步骤5)所述的镀铜,是通过镀铜增加原铜饰石位的厚度,减少预留石位的空间、距离或大小,从而实现夹紧、支撑、卡稳石头。
31.和现有技术相比,本发明具有如下优点:
32.1、现有传统的镶嵌方法(爪镶、包镶、轨道镶、柱镶、密镶、夹镶和隐形镶)得到的宝石饰品,在电镀之后容易掉石,本发明所述的一种宝石的镶嵌工艺,通过在石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石,能保证在电镀的时候不掉石;或者在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细微不同的时候,同样通过石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石,保证宝石的牢固;通过在透明环氧树脂ab胶加入蔗糖脂肪酸酯,可以增加ab胶得的固化强度,进而降低坏石和掉石率,改善倒模产品数据准确率。
33.2、现有技术中宝石镶嵌时,是用吸珠针来抓取宝石,吸珠针头必须粘有蜡才能粘住宝石,存在宝石容易脱落,宝石表面脏,效率慢的问题。本发明所述的一种宝石的镶嵌工艺,改用气压吸力抓取宝石的方法,根据不同规格的宝石,选用不同的针管,调节相应的气压值,就可以抓牢石头,镶嵌效率明显提升,石头表面也干净。
【具体实施方式】
34.以下结合实施例对本发明的具体实施方式做进一步说明。
35.实施例1:
36.一种宝石的镶嵌工艺,包括如下步骤:
37.1)车石位:在放大镜下,对倒模出来的铜胚或注出来的蜡模的石位通过电钻对倒模出来的铜胚或注出来的蜡模的石位进行修整;
38.2)涂胶:在上步骤得到的石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,或者在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细微不同的时候,同样通过石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石;所述的透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,其中a胶、b胶和蔗糖脂肪酸酯,按照1:1:0.015的质量比例混合,a胶(选自众信牌4小时粘石胶a)是主剂,b胶(选自众信牌4小时粘石胶b)是固化剂;
39.3)宝石加热:把准备镶嵌的宝石加热到55℃;
40.4)气压吸力抓取宝石镶嵌:选用20g针管,直径0.78mm,调节气压值为
‑
0.07mpa,采用气压吸力抓取宝石,镶嵌到步骤2)得到卡槽处。
41.5)电镀镀铜:
42.①
将上步骤镶嵌好的宝石饰品放入泼美度为25的黄铜锡镀缸中,镀缸温度保持在53℃,电流大小控制在120a,至镀层颜色偏黄,镀2min;
43.②
把上步骤得到的宝石饰品放入碱铜镀缸中,镀缸温度保持在53℃,电流大小控制在120a,镀3min;
44.③
把上步骤得到的宝石饰品放入硫酸铜镀缸中,镀缸温度保持在22℃,电流大小控制在220a,镀3min;
45.6)电镀贵金属镀层:将上步骤镀铜后的宝石饰品放入到盛有纯硫酸的清洗缸,清洗掉步骤2)所涂的透明环氧树脂ab胶,根据需求镀上不同的贵金属镀层,烘干之后即得到成品。
46.实施例2:
47.一种宝石的镶嵌工艺,包括如下步骤:
48.1)车石位:在放大镜下,对倒模出来的铜胚或注出来的蜡模的石位通过枪对倒模出来的铜胚或注出来的蜡模的石位进行修整;
49.2)涂胶:在上步骤得到的石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,或者在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细微不同的时候,同样通过石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石;所述的透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,其中a胶、b胶和蔗糖脂肪酸酯,按照1:1:0.01的质量比例混合,a胶(选自众信牌4小时粘石胶a)是主剂,b胶(选自众信牌4小时粘石胶b)是固化剂;
50.3)宝石加热:把准备镶嵌的宝石加热到50℃;
51.4)气压吸力抓取宝石镶嵌:选用18g针管,直径0.56mm,调节气压值为
‑
0.06mpa,采用气压吸力抓取宝石,镶嵌到步骤2)得到卡槽处。
52.5)电镀镀铜:
53.①
将上步骤镶嵌好的宝石饰品放入泼美度为20的黄铜锡镀缸中,镀缸温度保持在50℃,电流大小控制在150a,至镀层颜色偏黄,镀2min;
54.②
把上步骤得到的宝石饰品放入碱铜镀缸中,镀缸温度保持在50℃,电流大小控制在150a,镀2
‑
3min;
55.③
把上步骤得到的宝石饰品放入硫酸铜镀缸中,镀缸温度保持在23℃,电流大小控制在150a,镀3min;
56.6)电镀贵金属镀层:将上步骤镀铜后的宝石饰品放入到盛有纯硫酸的清洗缸,清洗掉步骤2)所涂的透明环氧树脂ab胶,根据需求镀上不同的贵金属镀层,烘干之后即得到成品。
57.实施例3:
58.一种宝石的镶嵌工艺,包括如下步骤:
59.1)车石位:在放大镜下,对倒模出来的铜胚或注出来的蜡模的石位通过电钻对倒模出来的铜胚或注出来的蜡模的石位进行修整;
60.2)涂胶:在上步骤得到的石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,或者在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细
微不同的时候,同样通过石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石;所述的透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,其中a胶、b胶和蔗糖脂肪酸酯,按照1:1:0.02的质量比例混合,a胶(选自众信牌4小时粘石胶a)是主剂,b胶(选自众信牌4小时粘石胶b)是固化剂;
61.3)宝石加热:把准备镶嵌的宝石加热到60℃;
62.4)气压吸力抓取宝石镶嵌:选用22g针管,直径1.00mm,调节气压值为
‑
0.08mpa,采用气压吸力抓取宝石,镶嵌到步骤2)得到卡槽处。
63.5)电镀镀铜:
64.①
将上步骤镶嵌好的宝石饰品放入泼美度为30的黄铜锡镀缸中,镀缸温度保持在55℃,电流大小控制在100a,至镀层颜色偏黄,镀3min;
65.②
把上步骤得到的宝石饰品放入碱铜镀缸中,镀缸温度保持在55℃,电流大小控制在100a,镀3min;
66.③
把上步骤得到的宝石饰品放入硫酸铜镀缸中,镀缸温度保持在22℃,电流大小控制在150a,镀2min;
67.6)电镀贵金属镀层:将上步骤镀铜后的宝石饰品放入到盛有纯硫酸的清洗缸,清洗掉步骤2)所涂的透明环氧树脂ab胶,根据需求镀上不同的贵金属镀层,烘干之后即得到成品。
68.对比例1:
69.和实施例1相比,缺少步骤2)的涂胶,其他同实施例1。
70.对比例2:
71.和实施例1相比,步骤5)采用吸珠针来抓取宝石,吸珠针头粘有蜡,其他同实施例1。
72.对比例3:
73.和实施例1相比,缺少步骤2)的涂胶中缺少蔗糖脂肪酸酯,其他同实施例1。
74.实验例:
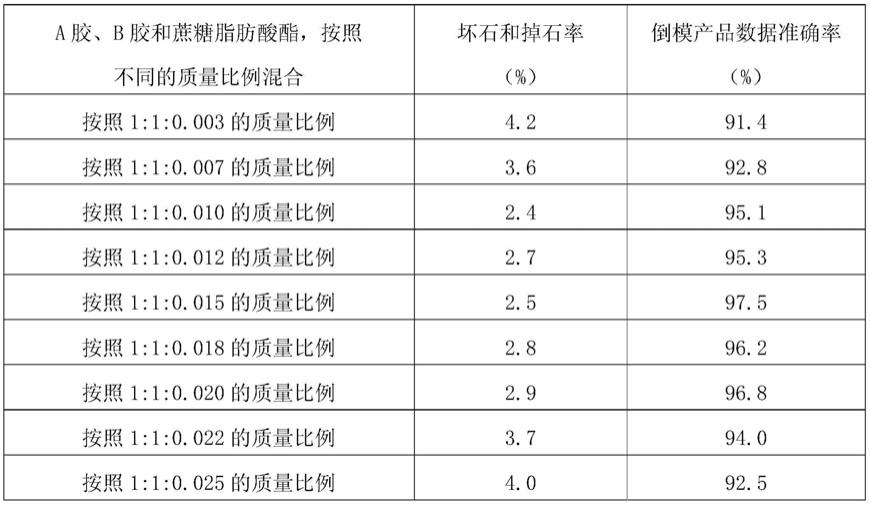
75.研究实施例步骤2)中透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,不同的质量比例混合对坏石和掉石率、倒模产品数据准确率的影响。
[0076][0077]
实验结果:
[0078]
1、通过实施例1
‑
3和对比例1的比较,实施例1
‑
3通过在石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石,能极大地降低在电镀的时候坏石和掉石率,对比例1的传统镶嵌方法坏石和掉石率在23%左右,而实施例1
‑
3的坏石和掉石率降到了3%以下。
[0079]
2、在部分铜胚倒模出来后出现石位稍微变松的时候、或者在宝石尺寸有细微不同的时候,同样通过石位的卡槽处涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,然后再镶嵌宝石,保证宝石的牢固,对比例1的倒模后缺少涂抹一层透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,倒模过程会出现产品缩水的情况,每次倒模产品数据准确率是在85%左右,而实施例1的每次倒模产品数据准确率是在95%以上。
[0080]
3、通过实施例1
‑
3和对比例2的比较,对比例2吸珠针使用的同时,需要粘上蜡,依靠蜡的粘性粘取宝石,容易站不稳掉石,成功率在85%左右;而实施例1
‑
3改用气压吸力抓取宝石的方法,根据不同规格的宝石,选用不同的针管,调节相应的气压值,就可以抓牢石头,镶嵌效率明显提升,石头表面也干净,气压吸取,根据宝石大小,调整相应的压力,吸取更稳,成功率达99%以上,而且效率比之前快一倍。
[0081]
4、通过研究实施例步骤2)中透明环氧树脂ab胶和蔗糖脂肪酸酯的混合物,不同的质量比例对坏石和掉石率、倒模产品数据准确率的影响,发现在透明环氧树脂ab胶中混合蔗糖脂肪酸酯,蔗糖脂肪酸酯的加入量并不是越多越好,当a胶、b胶和蔗糖脂肪酸酯,按照(1:1:0.003)、(1:1:0.007)的质量比例混合,以及按照(1:1:0.0022)、(1:1:0.0025)的质量比例混合,效果和按照1:1:(0.010
‑
0.020)的质量比例混合有差距,说明蔗糖脂肪酸酯在(0.010
‑
0.020)的比例比较好。
[0082]
结论:
[0083]
本发明所述的一种宝石的镶嵌工艺,能有效解决水晶、黑色或彩色锆石等不能经过高温倒模的石料镶嵌问题,同时还大大提升镶嵌的效率,提高宝石的平整度,明显提升产品品质。
[0084]
上述说明是针对本发明较佳可行实施例的详细说明,但实施例并非用以限定本发明的专利申请范围,凡本发明所提示的技术精神下所完成的同等变化或修饰变更,均应属于本发明所涵盖专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1