高速N95口罩打片机的制作方法
高速n95口罩打片机
技术领域
1.本实用新型涉及口罩打片机技术领域,具体涉及高速n95口罩打片机。
背景技术:
2.n95型口罩是niosh认证的9种颗粒物防护口罩的其中一种,“n”表示不耐油,“95”表示暴露在规定数量的专用试验粒子下,口罩内的粒子浓度要比口罩外粒子浓度低95%以上;其中95%这-数值不是平均值,而是最小值。n95并不是特定的产品名称,只要符合n95标准,并且通过niosh审查的产品就可以称为“n95型口罩”。防护等级为n95级表示在niosh标准规定的检测条件下,口罩滤料对非油性颗粒物(如粉尘、酸雾、漆雾、微生物等)的过滤效率达到95%。但是目前n95口罩的制作部分是由人工或者半自动化的设备生产,生产效率低且生产得到的口罩质量难以保证,无法满足市场的需求。
技术实现要素:
3.针对上述现有技术的缺陷,本实用新型提供高速n95口罩打片机,结构简单,自动化程度高,人工操作步骤少,人工成本低,口罩良品率高,能实现高速生成n95口罩,可以满足市场需求。
4.为实现上述目的,本实用新型所采用的技术方案是:
5.高速n95口罩打片机,包括机座主体、料架和控制面板,机座主体包括横向设置的第一机座和竖向设置于第一机座右侧的第二机座,料架设置于第一机座的左侧,控制面板设置于第一机座上,其特征在于:所述第一机座上由左往右依次设有推鼻梁条机构、送鼻梁条机构、切鼻梁条机构、第一焊接机构、第一拉料机构、前呼吸阀裁切机构、折叠机构和压料机构,第一焊接机构的上方通过安装竖板安装有鼻梁条料盘,第一机座的后侧设有料盘检测装置,第一机座内设有减速电机,减速电机分别连接有第一动力箱和第二动力箱,第一动力箱用于驱动口罩面料在第一机座上的输送,第二机座上由后往前依次设有第二拉料机构、第一调整机构、第二焊接机构、第三拉料机构、第二调整机构、后呼吸阀裁切机构、拉废料机构和出料机构,第二动力箱用于驱动口罩面料在第二机座上的输送。
6.上述说明中,作为优选,所述推鼻梁条机构包括推料板和伺服电机,伺服电机通过安装板安装于第一机座上,伺服电机的活动杆通过偏心轮与推料板连接,并可带动推料板左右活动。
7.上述说明中,作为优选,所述送鼻梁条机构包括固定板、第一送料轮、第二送料轮、第三送料轮和压紧轮,第一送料轮和压紧轮间隔设置于固定板侧壁的上端,第二送料轮设置于第一送料轮下端,第三送料轮设置于压紧轮下端,第一送料轮和第二送料轮之间设有第一导料块,第一导料块的一侧依次设有第二导料块和第三导料块,固定板的一侧设有齿轮轴,第一送料轮通过齿轮轴与第一动力箱齿轮连接。
8.上述说明中,作为优选,所述切鼻梁条机构包括第一安装架、切刀和导料辊筒,切刀和导料辊筒均安装于第一安装架上,且切刀位于导料辊筒上方。
9.上述说明中,作为优选,所述第一焊接机构包括第二安装架,第二安装架由上往下依次设有第一驱动气缸、第一导料辊、第一花辊、压鼻梁条辊和第一超声波振子,第一驱动气缸的伸缩杆连接有第一滑块,第一花辊与第一滑块连接,并可由第一滑块带动朝向第一超声波振子方向活动,第一导料辊和压鼻梁条辊均设置于第一花辊的外侧。
10.上述说明中,作为优选,所述第一拉料机构、第二拉料机构和第三拉料机构均包括第三安装架、拉料杆、包胶辊和钢棍,拉料杆、包胶辊和钢棍由上往下依次设置于第三安装架上,拉料杆设有传动轴,传动轴的下端连接有第二滑块,包胶辊与第二滑块连接,并可由第二滑块带动朝向钢棍方向活动。
11.上述说明中,作为优选,所述前呼吸阀裁切机构包括第四安装架,第四安装架由上往下依次设有第二驱动气缸、第一垫轮、出料辊和第一切刀辊,第二驱动气缸与第一垫轮连接,并可驱动第一垫轮朝向第一切刀辊方向活动,出料辊设置于第一切刀辊的外侧,第一切刀辊与第一动力箱齿轮连接。
12.上述说明中,作为优选,所述折叠机构包括第五安装架和调整组件,调整组件通过导向轴安装于第五安装架上,调整组件包括调整板、转向辊和过线轮,调整板倾斜设置于第五安装架的一侧,过线轮安装于调整板的下方,转向辊设置于第五安装架上方。
13.上述说明中,作为优选,所述压料机构包括第六安装架、过料轴、第一压料胶辊和第二压料胶辊,过料轴设置于第六安装架的上端,第一压料胶辊和第二压料胶辊横向并排设置于过料轴下方,第一压料胶辊连接有控制其朝向第二压料胶辊方向活动的第一调节手轮,第一压料胶辊和第二压料胶辊之间设有弹簧。
14.上述说明中,作为优选,所述后呼吸阀裁切机构包括第七安装架,第七安装架由上往下依次设有第三驱动气缸、第二垫轮和第二切刀辊,第三驱动气缸与第二垫轮连接,并可驱动第二垫轮朝向第二切刀辊方向活动,第二切刀辊与第二动力箱齿轮连接。
15.本实用新型所产生的有益效果是:通过设置推鼻梁条机构、送鼻梁条机构、切鼻梁条机构、第一焊接机构、第一拉料机构、前呼吸阀裁切机构、折叠机构、压料机构、第二拉料机构、第一调整机构、第二焊接机构、第三拉料机构、第二调整机构、后呼吸阀裁切机构、拉废料机构和出料机构,自动化程度高,人工操作步骤少,人工成本低,口罩良品率高,能实现高速生成n95口罩;通过设置料盘检测装置实现了鼻梁条自动检测输送功能,当检测到鼻梁条输送时,会反馈给控制面板,控制面板控制鼻梁条输送的启动停止,实现了在高速制造口罩时能同步输送鼻梁条;第一机座内设有减速电机,减速电机分别连接有第一动力箱和第二动力箱,第一动力箱用于驱动口罩面料在第一机座上的输送,第二动力箱用于驱动口罩面料在第二机座上的输送,结构简单,不容易发生机械故障,且减少了调试所花费的时间。
附图说明
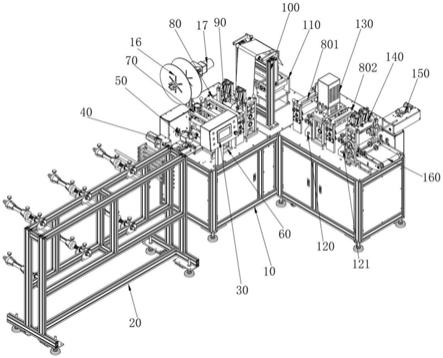
16.图1:为本实用新型之实施例的组装结构示意图;
17.图2:为本实用新型之实施例的机座主体结构示意图;
18.图3:为本实用新型之实施例的料架结构示意图;
19.图4:为本实用新型之实施例的推鼻梁条机构结构示意图;
20.图5:为本实用新型之实施例的送鼻梁条机构结构示意图;
21.图6:为本实用新型之实施例的切鼻梁条机构结构示意图;
22.图7:为本实用新型之实施例的第一焊接机构结构示意图;
23.图8:为本实用新型之实施例的第一拉料机构结构示意图;
24.图9:为本实用新型之实施例的前呼吸阀裁切机构结构示意图;
25.图10:为本实用新型之实施例的折叠机构结构示意图;
26.图11:为本实用新型之实施例的压料机构结构示意图;
27.图12:为本实用新型之实施例的后呼吸阀裁切机构结构示意图;
28.图13:为本实用新型之实施例的第一调整机构结构示意图;
29.图14:为本实用新型之实施例的第二焊接机构结构示意图;
30.图15:为本实用新型之实施例的拉废料机构结构示意图;
31.图16:为本实用新型之实施例的出料机构结构示意图;
32.附图标识说明:10-机座主体,11-第一机座,12-第二机座,13
‑ꢀ
料盘检测装置,14-第一动力箱,15-第二动力箱,16-鼻梁条料盘, 17-微型电机,20-料架,21-面料料盘放置辊,22-第一导料杆组件, 23-第二导料杆组件,30-控制面板,40-推鼻梁条机构,41-推料板, 42-伺服电机,43-安装板,44-偏心轮,50-送鼻梁条机构,51-固定板,52-第一送料轮,53-第二送料轮,54-第三送料轮,55-压紧轮, 56-第一导料块,57-第二导料块,58-第三导料块,59-齿轮轴,60
‑ꢀ
切鼻梁条机构,61-第一安装架,62-切刀,63-导料辊筒,70-第一焊接机构,71-第二安装架,72-第一驱动气缸,73-第一导料辊,74
‑ꢀ
第一花辊,75-压鼻梁条辊,76-第一超声波振子,77-第一滑块,80
‑ꢀ
第一拉料机构,801-第二拉料机构,802-第三拉料机构,81-第三安装架,82-拉料杆,83-包胶辊,84-钢棍,85-传动轴,86-第二滑块, 90-前呼吸阀裁切机构,91-第四安装架,92-第二驱动气缸,93-第一垫轮,94-出料辊,95-第一切刀辊,100-折叠机构,101-第五安装架, 102-调整板,103-转向辊,104-过线轮,110-压料机构,111-第六安装架,112-过料轴,113-第一压料胶辊,114-第二压料胶辊,115
‑ꢀ
第一调节手轮,120-第一调整机构,121-第二调整机构,122-安装侧板,123-旋转臂,124-第二导料辊,125-第二调节手轮,130-第二焊接机构,131-第八安装架,132-第二超声波振子,133-第二花辊,134
‑ꢀ
第四驱动气缸,135-第三滑块,140-后呼吸阀裁切机构,141-第七安装架,142-第三驱动气缸,143-第二垫轮,144-第二切刀辊,150
‑ꢀ
拉废料机构,151-安装座,152-导向杆,153-导向板,154-第一导向轮,155-第二导向轮,156-开口,157-排废料辊轮,160-出料机构, 161-输送带,162-出料压轮。
具体实施方式
33.为更清楚地阐述本实用新型的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本实用新型作进一步详细说明:
34.本实施例:如图1-16所示,高速n95口罩打片机,包括机座主体10、料架20和控制面板30,机座主体10包括横向设置的第一机座11和竖向设置于第一机座11右侧的第二机座12,料架20设置于第一机座11的左侧,控制面板30设置于第一机座11上,第一机座11上由左往右依次设有推鼻梁条机构40、送鼻梁条机构50、切鼻梁条机构60、第一焊接机构70、第一拉料机构80、前呼吸阀裁切机构90、折叠机构100和压料机构110,第一焊接机构70的上方通过安装竖板安装有鼻梁条料盘16,鼻梁条料盘16连接有用于驱动其转动的微型电机17,第一机座11的后侧设有料盘检测装置13,第一机座11内设有减速电机,减速电机分别连接有
第一动力箱14和第二动力箱15,第一动力箱14用于驱动口罩面料在第一机座11上的输送,第二机座12上由后往前依次设有第二拉料机构801、第一调整机构120、第二焊接机构130、第三拉料机构802、第二调整机构121、后呼吸阀裁切机构140、拉废料机构150和出料机构160,第二动力箱15用于驱动口罩面料在第二机座12上的输送,推鼻梁条机构40、送鼻梁条机构50、切鼻梁条机构60、第一焊接机构70、第一拉料机构80、前呼吸阀裁切机构90、折叠机构100、压料机构110、第二拉料机构801、第一调整机构120、第二焊接机构130、第三拉料机构802、第二调整机构121、后呼吸阀裁切机构140、拉废料机构150 和出料机构160均由控制面板30控制;
35.料架20上设有面料料盘放置辊21、第一导料杆组件22和第二导料杆组件23,面料料盘放置辊21设有两组,两组面料料盘放置辊21 呈上下间隔设置,每组面料料盘放置辊21设有三个,第一导料杆组件 22和第二导料杆组件23由左往右依次设置于两组面料料盘放置辊21 之间;
36.推鼻梁条机构40包括推料板41和伺服电机42,伺服电机42通过安装板43安装于第一机座11上,伺服电机42的活动杆通过偏心轮44与推料板41连接,并可带动推料板41左右活动;
37.送鼻梁条机构50包括固定板51、第一送料轮52、第二送料轮53、第三送料轮54和压紧轮55,第一送料轮52和压紧轮55间隔设置于固定板 51侧壁的上端,第二送料轮53设置于第一送料轮52下端,第三送料轮 54设置于压紧轮55下端,第一送料轮52和第二送料轮53之间设有第一导料块56,第一导料块56的一侧依次设有第二导料块57和第三导料块58,固定板51的一侧设有齿轮轴59,第一送料轮52通过齿轮轴59与第一动力箱14齿轮连接;
38.切鼻梁条机构60包括第一安装架61、切刀62和导料辊筒63,切刀62 和导料辊筒63均安装于第一安装架61上,且切刀62位于导料辊筒63 上方;
39.第一焊接机构70包括第二安装架71,第二安装架71由上往下依次设有第一驱动气缸72、第一导料辊73、第一花辊74、压鼻梁条辊75和第一超声波振子76,第一驱动气缸72的伸缩杆连接有第一滑块77,第一花辊74与第一滑块77连接,并可由第一滑块77带动朝向第一超声波振子76方向活动,第一导料辊73和压鼻梁条辊75均设置于第一花辊74 的外侧;
40.第一拉料机构80、第二拉料机构801和第三拉料机构802均包括第三安装架81、拉料杆82、包胶辊83和钢棍84,拉料杆82、包胶辊83和钢棍84由上往下依次设置于第三安装架81上,拉料杆82设有传动轴85,传动轴85的下端连接有第二滑块86,包胶辊83与第二滑块86连接,并可由第二滑块86带动朝向钢棍84方向活动;
41.前呼吸阀裁切机构90包括第四安装架91,第四安装架91由上往下依次设有第二驱动气缸92、第一垫轮93、出料辊94和第一切刀辊95,第二驱动气缸92与第一垫轮93连接,并可驱动第一垫轮93朝向第一切刀辊95方向活动,出料辊94设置于第一切刀辊95的外侧,第一切刀辊95 与第一动力箱14齿轮连接;
42.折叠机构100包括第五安装架101和调整组件,调整组件通过导向轴安装于第五安装架101上,调整组件包括调整板102、转向辊103和过线轮104,调整板102倾斜设置于第五安装架101的一侧,过线轮104 安装于调整板102的下方,转向辊103设置于第五安装架101上方;压料机构110包括第六安装架111、过料轴112、第一压料胶辊113 和第二压料胶辊114,过料轴112设置于第六安装架111的上端,第一压料胶辊113和第二压料胶辊114横向并
排设置于过料轴112下方,第一压料胶辊113连接有控制其朝向第二压料胶辊114方向活动的第一调节手轮115,第一压料胶辊113和第二压料胶辊114之间设有弹簧;
43.后呼吸阀裁切机构140包括第七安装架141,第七安装架141由上往下依次设有第三驱动气缸142、第二垫轮143和第二切刀辊144,第三驱动气缸142与第二垫轮143连接,并可驱动第二垫轮143朝向第二切刀辊144方向活动,第二切刀辊144与第二动力箱15齿轮连接;第一调整机构120和第二调整机构121均包括安装侧板122、旋转臂 123和第二导料辊124,旋转臂123可活动的安装于安装侧板122上,第二导料辊124安装于旋转臂123上,旋转臂123连接有用于调整第二导料辊124位置的第二调节手轮125;
44.第二焊接机构130包括第八安装架131,第八安装架131由上往下依次设有第二超声波振子132、第二花辊133和第四驱动气缸134,第四驱动气缸134的伸缩杆连接有第三滑块135,第二花辊133与第三滑块 135连接,并可由第三滑块135带动朝向第二超声波振子132方向活动;拉废料机构150包括安装座151、导向杆152和导向板153,导向杆152 上设有第一导向轮154,导向板153上设有第二导向轮155,安装座151 的上下表面均设有开口156,安装座151内设有排废料辊轮157,排废料辊轮157设置于第二导向轮155下方;
45.出料机构160包括输送带161和设置于输送带161上方的出料压轮162,输送带161与第二动力箱15链条连接。
46.使用时,口罩面料和鼻梁条安装在料架20上,并穿插好在对应的机构后,启动机器,口罩面料在第一拉料机构80及前呼吸阀切刀62 机构的拉力下前进,经过第一焊接机构70时,推鼻梁条机构40将鼻梁条推送至口罩面料中,并压合焊接在一起,经过前呼吸阀切刀62机构时,切除了部分多余的口罩面料,口罩面料在第二拉料机构801的作用下继续前进,经过折叠机构100时在调整板102和过线轮104时,口罩面料从中间对折输送至压料机构110,在第三拉料机构802的作用下口罩面料继续前进,经过第二焊接机构130时,焊接出了完整的口罩外形,再由后呼吸阀切刀62机构切割为单个口罩,多余的废料由拉废料机构150输送至收集处,最后口罩被输送至出料机构160出料。以上所述,仅是本实用新型的较佳实施例而已,并不用以限制本实用新型,故凡是依据本实用新型的技术实际对以上实施例所作的任何修改、等同替换、改进等,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1