文胸的制作方法
1.本实用新型涉及内衣技术领域,尤其涉及一种文胸。
背景技术:
2.文胸罩杯内芯能够由两个分开的左和右文胸罩杯形成,在其前中三角区处具有/不具有接合处,或者它能够是半/一体件文胸罩杯内芯,其接合处在模制工序中形成在前中三角区之间。
3.侧带织物饰片将通过设计附接在文胸罩杯内芯或模制织物饰片上,能够具有附接在上部文胸罩杯内芯或模制织物饰片的肩带平台上的弹性/织物带,然后该肩带平台将从身体的前部延伸到背面并与侧带附接,两端将附接紧固扣以将文胸罩杯内芯固定在乳房上沿着胸部至身体的背面。
4.当前模制和熔合方法的问题
5.传统上,将模制/缝合的文胸罩杯内芯组装在织物饰片上是通过沿其周边缝合。
6.这种制作文胸的方法已经发展了很多年,但是这个过程是耗时的,织物饰片需要由熟练的工人切割、连接和缝合。这种方式制作的文胸看起来笨重,接合处和缝合处让穿戴者感到发痒和不舒服。
7.与文胸罩杯内芯熔合的无缝文胸已经在市场中出现,通常织物饰片将被熔合在文胸罩杯内芯的空腔侧,在该处将覆盖人的乳房。织物饰片能够熔合在文胸罩杯内芯的凹侧或凸侧或两侧上。
8.目前,这种操作的一种方式是在一个工序中用阳模头和阴模头将织物饰片模制并与文胸罩杯内芯熔合。
9.粘合剂将喷洒在文胸罩杯内芯的粘合侧上,本实用新型的图示粘合剂是在文胸罩杯内芯的凹侧上,织物饰片将被放置在阴熔模头的顶部,在那里文胸罩杯内芯已经被放置在其空腔上,然后织物饰片将在一个工序下被模制,并与文胸罩杯内芯熔合。
10.利用这种方法,织物模制和文胸罩杯内芯熔合将在阳模头的凸轮廓和文胸罩杯内芯的凹轮廓之间一次完成,因此这两个轮廓需要完全匹配,否则文胸罩杯内芯的空腔将被阳模头的凸轮廓挤压并变形。
11.这种方法的问题是不同的织物将具有不同的结构、物理性能和热特性,因此模制的织物的轮廓将根据模制的深度和曲率而变化。因此,如果阳模头的凸轮廓被限制为文胸罩杯内芯的凹轮廓的轮廓,结果,如果模制的织物饰片的深度太浅,则模制的织物饰片的顶点不能与文胸罩杯内芯上的顶点接触并熔合。如果模制的织物饰片的罩杯深度太深,将是相反的,则来自模制的织物轮廓的过多织物在熔合的文胸罩杯内芯的空腔上将产生褶皱/活褶。
12.一些文胸罩杯内芯形状可能能够做到这样,像那些罩杯深度较浅且罩杯周边偏差较小的文胸罩杯内芯,如图14a和图14b所示。对于罩杯深度较深且罩杯周边有偏差的大尺寸文胸罩杯内芯将变得很难,如图15a和图15b所示。
13.另一种方法是两步模制和熔合技术。织物饰片将以如文胸罩杯内芯的侧面的轮廓被模制,文胸罩杯内芯在文胸罩杯内芯的侧面熔合。
14.粘合剂将喷洒在文胸罩杯内芯的粘合侧上,本实用新型的图示是在它的凹侧上,织物饰片将被放置在阳熔模头的顶部上,在那里文胸罩杯内芯已经被放置在其空腔上,然后织物饰片将与文胸罩杯内芯熔合在一起。
15.顶点是模制的圆锥凸形轮廓上的最高点,垂直地向内将设置模制的圆锥的凹侧,这里是人的乳房乳头的位置。
16.这两种方法都有相同的困难,即相对于人的乳房位置的乳头,将顶点与这两个部件精确地对齐在一起。
17.在本实用新型的图示中,文胸罩杯内芯凹侧上的顶点需要与模制的织物饰片的凸侧上的顶点精确地熔合,否则这两个部件将相对于人乳房上的乳头的点向相同或相反的方向偏移,向左/向右和/或向上/向下移动,结果熔合的文胸罩杯内芯织物饰片将相对于人乳房向左/向右和/或向上/向下偏移。
18.相对于熔合的织物饰片的周边恢复偏移的文胸罩杯内芯的一种方式是通过使用较大的织物饰片进行织物模制和文胸罩杯内芯熔合,然后修剪织物边缘以将熔合的文胸罩杯内芯织物饰片恢复到其原始设计图案。
19.在板上用距离标记两点作为熔合的织物饰片上的文胸罩杯内芯的两个顶点,然后在板上用周边雕刻线作为相对于这两个顶点的最终织物图案,具有顶点和轮廓的两个凸形的实心形状模块作为文胸罩杯内芯的凹形空腔,文胸罩杯内芯将以顶点位置与在板上的两个顶点标记垂直地匹配,并且这两个凸形形状模块的相对于熔合的文胸罩杯内芯织物饰片的旋转的方式被固定在板上,切割模块将以周边作为其最终织物饰片。
20.不管文胸罩杯内芯上的顶点是否以正确的位置熔合织物饰片上,都需要修剪工序以修剪掉多余的织物边缘,以恢复到原始设计图案。
21.熔合的文胸罩杯内芯织物饰片的凹侧将被放置在这两个凸形模块的顶部,放置是通过将用于文胸内芯罩杯内芯的凸侧上的乳头的顶点尝试移动并匹配在实心模块凸侧的顶点上,然后将冲切模块放置在板上的雕刻线上,以切出与该雕刻线重叠的多余织物边缘。
22.由于很难将在文胸罩杯内芯的凹侧的乳头位置匹配到被覆盖的凸形模块的顶点,熔合的文胸罩杯内芯织物饰片在凸形实心形状模的顶部将发生错位。如果顶点偏离在凸形模块和熔合的文胸罩杯内芯织物饰片之间,则将导致熔合的织物饰片相对于在板上所雕刻的网格线的错位。将重新放置或进行冲切。冲切模块以将其切割刀片与雕刻的网格线对齐的方式将放置在熔合的文胸罩杯内芯织物饰片的顶部,与雕刻的网格线重叠的织物边缘将被修剪掉。
23.恢复工序是可行的,其标准是将熔合的文胸罩杯内芯织物饰片精确地放置在凸形实心形状模上,否则熔合的文胸罩杯内芯织物饰片上的顶点相对于原始织物饰片图案的偏移将会保留。
24.在其前中三角区上没有连接的情况下,具有单个左和右文胸罩杯的文胸罩杯内芯的顶点对齐的额外困难,左和右罩杯将独立地向左/向右和/或向上/向下移动,结果左和右罩杯之间的距离将相对于模制的织物饰片的顶点彼此分开或靠近和/或向上/向下移动。
25.在文胸罩杯内芯的前中三角区之间的接合的功能是以限制乳房由东向西移动。如
果无缝文胸由单个左罩杯和右罩杯构成,则中心罩杯三角区之间接合的控制功能将完全依赖于物理性质和这些熔合的罩杯之间的织物饰片的距离。因此罩杯应当在哪里定位并熔合是至关重要的。
26.如果罩杯之间的距离超出容许度,将熔合的文胸罩杯内芯织物饰片恢复到其原始设计图案的当前方法对于那些具有单个左罩杯和右罩杯的文胸罩杯内芯没有帮助。
27.织物边缘冲切工序需要熟练的工人利用时间正确地放置文胸罩杯内芯饰片和额外的织物材料以恢复到原始图案,所有额外的成本都会加回到最终产品上。
技术实现要素:
28.本实用新型旨在使用文胸罩杯内芯3d粘合技术代替传统的用织物饰片缝合文胸罩杯内芯的方法,能够最小化由于接合和接缝造成的不适,从而提出一种更经济、有效和高超的无缝文胸,给消费者更好的选择。
29.本实用新型的文胸包括:文胸罩杯内芯;模制的织物饰片,粘附在所述文胸罩杯内芯的凹侧,并覆盖所述文胸罩杯内芯的凸侧;至少一片泡沫材料,与所述模制的织物饰片的一层粘附在一起;侧带,从所述文胸罩杯内芯的腋下或所述模制的织物饰片附接,并延伸至身体的背面;肩带,从上方的所述文胸罩杯内芯或上前方的所述织物饰片附接并延伸,并连接到身体背面的所述侧带;紧固夹,所述紧固夹能够固定地附接在身体的背面的所述侧带的端部,或能够在前方在两个所述文胸罩杯内芯所限定的两个前中三角区之间。
30.文胸罩杯内芯和模制的织物饰片的形状由其周边的数量和三维形状轮廓限定。
31.为了实现本实用新型的目标,新的粘合剂材料和用于粘合剂应用的喷涂机、织物架、工具和夹具与精确设计的用于模制的织物饰片一起工作、在织物周边上的指定的弹出式缺口以处理那些具有三维坐标(x、y和z)的周边的文胸罩杯内芯、具有用于所有模具对准安装的水平和垂直参考线的织物架、用于放置文胸罩杯内芯的熔模头上的参考线,用于织物饰片模制和文胸罩杯内芯熔合的机器设计中的顺序工序流程,所有这些结合在一起能够固定文胸罩杯内芯和模制的织物饰片之间的顶点对齐,而不需要额外的织物饰片修剪工序。
32.通过采用更好的工作流程和系统,以减轻熔合时顶点对齐的偏差、在用于冲切的板上的熔合的文胸罩杯内芯织物饰片的布局偏差,并且在织物饰片上没有用于织物边缘的额外的冲切,以节省熟练工人的时间和额外织物材料的成本。本实用新型的与无缝设计的文胸配合得很好,这种文胸会给人的乳房带来舒适、轻盈和控制感。
附图说明
33.为了更容易理解通过附图来说明本实用新型,但是本实用新型不限于所示的附图。
34.图1示出了通过在左方的文胸罩杯内芯粘合机相邻的在右方的织物饰片模制机的侧视图;
35.图2a示出了具有左右空腔的单个罩杯形态的文胸罩杯内芯的侧视图;
36.图2b示出了具有半一体式文胸罩杯内芯的侧视图;
37.图2c示出了具有延伸的侧带的一体式的文胸罩杯内芯的侧视图;
38.图3示出了两个半文胸罩杯模头以及织物层和其间的泡沫片的侧视图;
39.图4示出了在阴模头上的空腔上的具有模制的文胸罩杯内芯的两个半文胸罩杯模头的侧视图;
40.图5示出了预切割的织物饰片的侧视图;
41.图6示出了织物架的侧视图;
42.图7示出了在织物架上的织物饰片的布局的侧视图;
43.图8示出了位于织物架上在两个织物模半部之间织物饰片的侧视图;
44.图9示出了在织物架上的模制的织物饰片的侧视图;
45.图10示出了在织物架上的模制的织物饰片的透视图;
46.图11示出了在文胸罩杯内芯熔合模具的凹半部的具有单个左和右文胸罩杯的文胸罩杯内芯;
47.图12示出了模制的织物饰片在织物架上移动到左方的相邻侧的文胸罩杯内芯熔合机的侧视图;
48.图13示出了织物架上的模制的织物饰片的侧视图,织物架从位于文胸罩杯内芯上方的织物模制机挡块的右侧移动,该文胸罩杯内芯放置在熔合模头的空腔半部上,以准备与凸形轮廓熔合模头的其他半部熔合;
49.图14a示出了其罩杯周边接近模制的织物饰片的二维平面的熔合的文胸罩杯内芯的俯视图,文胸罩杯内芯形状像圆锥体;
50.图14b示出了其罩杯周边接近模制的织物饰片的二维平面的熔合的文胸罩杯内芯的透视图,文胸罩杯内芯形状像圆锥体;
51.图15a示出了其罩杯周边离开模制的织物饰片的二维平面的熔合的文胸罩杯内芯的侧视图,文胸罩杯内芯为3维周边的形状;
52.图15b示出了其罩杯周边离开模制的织物饰片的二维平面的熔合的文胸罩杯内芯的俯视图,文胸罩杯内芯为3维周边的形状。
具体实施方式
53.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的文胸做进一步详细的描述。
54.人造热塑性材料用于制造文胸罩杯内芯和织物饰片。这些材料是由凸半部和凹半部的三维轮廓模头模制。以这种方式制备的文胸罩杯内芯和织物饰片能够具有轮廓形状,因此更加舒适并适应人的乳房。
55.模制的文胸罩杯内芯由一层/多层材料组成,层数不受限制,通常将为顶层(1)人造热塑性织物,中间层(2)能够是热塑性聚氨酯(pu)泡沫/纤维填充层,主体层(3)人造热塑性织物。人造热塑性织物能够是类似于,但不限于,尼龙或氨纶、聚酯、聚酯或氨纶、聚酯或棉、合成弹力纤维和氨纶。
56.文胸罩杯内芯的构成应当具有至少一层(2)或层(1)、(2)和(3)的组合,组合不是必须按顺序或需要与所有这些层一起,它能够是具有不同组合的多层。
57.在层之间,它能够具有嵌入材料以提供额外的功能,嵌入材料能够是但不限于,合成纤维网/在底部罩杯上具有外壳的钢丝、织物/塑料片/热塑料网作为用于稳定、支撑和强
制力的吊带、能够具有用于缓冲和支撑的泡沫层,用于上推功能的油/空气塑料袋。这些嵌入材料的组合将取决于需求、设计和功能。在这些层之间,将应用粘合剂/可熔薄膜/胶水来提供粘合,以防止层之间的分层。
58.用于文胸罩杯内芯的一层或多层材料将通过一系列的两个半凸形和半凹形的模头经历模制工序,以形成三维罩杯形状以适合人的乳房。
59.模制的织物饰片由顶部和/或主体层织物组成,文胸罩杯内芯将在主体层熔合。能够在文胸罩杯内芯的凹侧与在底部的模制织物饰片的凸侧熔合。能够在文胸罩杯内芯的凸侧与在顶部的模制的织物饰片的凹侧熔合。能够在文胸罩杯内芯的凹部和凸部上在模制的顶部织物饰片和底部织物饰片之间熔合。
60.模制的织物饰片能够是但不限于,针织管/由圣东尼(santoni)机器制造的开口针织织物材料,织物饰片能够是人造热塑性织物,像尼龙或氨纶、聚酯、聚酯或氨纶、聚酯或棉、合成弹性纤维和氨纶。由于设计和用于织物模制和文胸罩杯内芯熔合的工作流程的优点,使得与一些热敏性天然混合纤维素织物一起工作成为可能,如聚酯/棉、棉/莫代尔、混合棉和混合莫代尔织物。
61.织物饰片的顶层和主体层能够一起或分别地模制,织物饰片的顶层和主体层将分别用如文胸罩杯内芯的凸侧和凹侧的轮廓模制。
62.粘合剂需要预喷涂在文胸罩杯内芯的粘合侧上,优选地热熔性聚氨酯(pur),但不限于溶剂型聚氨酯(pu)或热塑性聚氨酯(tpu)粘合剂。
63.顶部/主体织物饰片将按照设计的对其周边带有指定的弹出式缺口的图案进行切割,当进行织物模制时,需要织物夹具对其进行额外夹持。
64.用于本实用新型的文胸罩杯内芯和模制的织物饰片需要在将这两个部件熔合在一起之前分别形成三维罩杯形状。不同的功能材料能够附接在顶部和/或织物的主体侧以提供额外的功能,附接的材料能够是但不限于硅树脂/聚氨酯(pu)树脂,能够是用植绒材料覆盖的树脂,并且能够是作为吊带的人造热塑性织物以提供额外的支撑和控制。
65.为了克服所提及的困难,通过设计工作流程、织物架、夹具和工具,并重新设计用于织物饰片模制和文胸罩杯内芯熔合机的计算机数控,如图1所示。
66.文胸罩杯内芯有不同的形态,这由它的周边的数量和三维轮廓所限定。在本实用新型的图示中,图2a、2b、2c分别示出了不同的形态,但不限于,由两个分开的单个的左和右文胸罩杯制成的文胸罩杯内芯2,半一体式文胸罩杯内芯3和具有延伸的侧带8的一体式文胸罩杯内芯4。
67.相应地,织物饰片也具有不同的形态,如能够是覆盖身体的半体件,通过缝合或粘合与侧带连接,能够是连续地一体件,像针织的管状织物,在没有开口的情况下,织物将从前方缠绕至身体的背面,以及能够是连续的,从织物横向侧的中间半部折叠,能够与弹性热塑性材料融合或者与弹性带沿着内折叠层织物的纵向侧的底部缝合,作为胸带用于控制对身体的匹配,折叠的织物饰片变成两层,织物饰片的顶层和主体层,文胸罩杯内芯能够熔合在顶层和主体层之间。或者两层织物能够在纵向侧的边缘上熔合或声波焊接,然后与弹性热塑性材料熔合或与弹性带沿纵向侧缝合,在层之间织物成为胸带,用于控制对身体的匹配,织物片的接合层成为织物饰片的顶层和主体层,文胸罩杯内芯能够在顶层和主体层之间熔合。
68.如图2a、2b、2c和图3所示,本实用新型的文胸包括:文胸罩杯内芯(2,3,4),粘附在文胸罩杯内芯(2,3,4)的凹侧并覆盖文胸罩杯内芯(2,3,4)的凸侧的模制的织物饰片15,与模制的织物饰片15的一层粘附在一起的至少一片泡沫材料,从文胸罩杯内芯(2,3,4)的腋下或模制的织物饰片15附接,并延伸至身体的背面的侧带8,从上方的文胸罩杯内芯(2,3,4)或上前方的织物饰片15附接并延伸,并连接到身体背面的侧带8的肩带(图中未示出),以及能够固定地附接在身体的背面的侧带8的端部或能够在前方在两个文胸罩杯内芯(2,3,4)所限定的两个前中三角区7之间的紧固夹(图中未示出)。
69.文胸罩杯内芯(2,3,4)需要通过图3和图4的文胸罩杯内芯模制机制成。用粘合剂预喷涂的文胸罩杯内芯(2,3,4)将放置在熔模头(42,44)的下半部分上。织物饰片15将被放置在织物架上,然后开始在图1的机器的右侧上进行织物饰片模制。模制的织物饰片15将被运送到左方的相邻侧的文胸罩杯内芯熔合机,在这里文胸罩杯内芯(2, 3,4)已经被放置在熔模头的空腔上,然后两个部件将被熔合在一起,如图1所示。
70.文胸罩杯内芯(2,3,4)由两个罩杯空腔组成,罩杯的形状由罩杯的周边和轮廓限定,它为人的乳房提供覆盖和支撑。
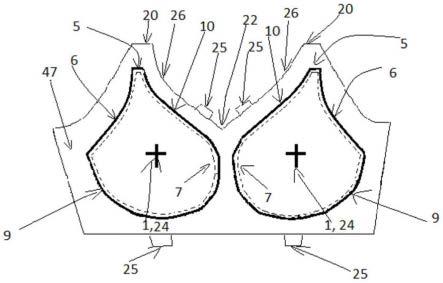
71.文胸罩杯内芯(2,3,4)的周边由下撑部9、领口10和腋下6组成,它们限定了罩杯的形状和文胸罩杯的覆盖范围,肩带平台5限定了具有肩带的文胸罩杯内芯(2,3,4),肩带能够是从前方饰片上自延伸的织物或与前方的所述织物饰片弹性连接的独立的自织物饰片/聚酯或与前方的所述织物饰片连接的独立的聚酯弹性带,延伸并与身体背面的侧带连接。在前中三角区7之间能够有/没有两个罩杯之间的接合处,该接合处用于对乳房控制罩杯空腔的位置,文胸罩杯轮廓上的最高点,顶点1,该点垂直向内投射到罩杯空腔中,乳房的乳头将定位在该顶点。
72.文胸罩杯内芯(2,3,4)由用单侧和/或双侧具有织物饰片15层压的一层或多层泡沫片16形成,织物饰片15将放置在两个半模头之间,具有凸形投影的形状13的阳模头11,其能够具有不同的设计,如在其轮廓上的均匀/不均匀厚度,以在文胸罩杯内芯(2, 3,4)的空腔侧产生不同的功能,如用于上推效果的隆起和用于视觉呈现的锯齿状线,具有凹形空腔14的阴模头12(如图3所示)限定了文胸罩杯内芯(2,3,4)的俯视图,其投影和轮廓限定了在文胸中文胸罩杯内芯(2,3,4)的外观。
73.文胸罩杯内芯(2,3,4)能够给人的乳房提供不同的功能,不同的功能性材料能够插入泡沫层之间,以提供额外的功能,插入的材料能够是但不限于,泡沫层、织物层和/或指定区域上的塑料材料层,例如沿着文胸罩杯内芯(2,3,4)的腋下6和/或下撑部9插入织物吊带,以提供强制力和稳定性,从而避免乳房运动,和/或在下撑部9插入带有线外壳的塑料/钢丝,以提供上举和控制,或聚酯纤维填充或聚氨酯泡沫塑料或人造织物或塑料片或热塑性聚氨酯或乙烯-乙酸乙烯共聚物塑料网或热塑性聚氨酯塑料线或具有聚酯线外壳或空气和/或油的袋的钢丝钢圈中的一种或其组合,以提供不同的功能。为了防止分层,在模制之前,将在层材料之间应用粘合剂,粘合剂优选地但不限于,热熔聚酰胺(pa)、热塑性聚氨酯(tpu)和聚氨酯(pur)。
74.对于文胸罩杯内芯(2,3,4)模制,图4中的两个半模11和12将用两者之间的织物饰片15和泡沫片16闭合,通过185℃至220℃的温度模制130秒至160秒,既定时间和温度不包括在内,根据模头设计和材料的组合能够是不同的,具有两个空腔18和顶点1 的未切边的
文胸罩杯内芯17将按照图4中所示的轮廓外形和凸形投影的形状13与凹形空腔14之间的间隔形成。
75.图5是周边具有颈线26、肩带平台20、下臂21、三角区22、下撑23和顶点24的织物饰片19的图示。在模制的织物饰片19上的这些周边熔合在一起之后,在模制的织物饰片19上的这些周边将相对于文胸罩杯内芯的周边定位。弹出式缺口25将提供额外的将由织物夹具维持的织物,在进行织物模制时织物夹具将受力。这些弹出式缺口将在熔合工序后被修剪掉。
76.图6中的织物架27示出了织物饰片图案31的网格线,织物饰片19将被放置在该网格线。在用于织物饰片模制的支架开口28,两个半织物模具33、34(如图8所示)将被闭合用于织物饰片模制。
77.如图7所示,织物饰片19放置在织物架27上到相对于织物图案网格线29的位置。织物饰片覆盖织物架开口28,其中织物模制的这一部分将发生在两个半织物模具33和36 之间,在该图示中示出了在织物饰片19上的织物周边22、30上的应力点(32,31),其中31、32相对于支架开口28的斜面较短。其织物周边上的指定的弹出式缺口25提供额外的保持力,以防止织物周边22、30的部分被下拉超过织物架开口28,最终模制的织物饰片轮廓将扭曲。织物周边22、30上的应力点由文胸罩杯内芯周边6、5、9、10上的偏差引起。
78.如图8所示,在织物架27上的织物饰片19将被放置在织物半模33和34之间。这两个半模将闭合并用170℃至190℃的温度模制织物饰片30秒至50秒,既定温度和时间不包括在内,这些将取决于制造和模头设计。具有投影的凸形轮廓35的织物模具33的上半部设计成模制出与文胸罩杯内芯的凹侧相拟合的凸形轮廓,带有凹形36的织物模具34的下半部相对于上织物模具35的凸侧具有均匀的间隔。
79.织物饰片19成为具有织物顶点24的模制织物饰片38,并维持在织物架27上,在图 9中,织物架27将被输送到图1所示的文胸罩杯内芯机器的左侧用于熔合。
80.图10是织物架27上的模制的织物饰片38的透视图,示出了模制的凸形轮廓织物饰片周边39、两个织物空腔40和织物顶点24。该图示出了在织物周边22和30上具有放大图的应力点(32,31),其中织物距离31和32相对于织物饰片支架开口28的斜面较短。
81.图11示出了已经喷涂有粘合剂的罩杯空腔18和在文胸罩杯内芯2上的罩杯顶点1将沿着参考线45设置在底部阴模半部44的空腔44的斜面上,具有与文胸罩杯内芯2的空腔18完全相同的凸形轮廓43的上阳模半部43。
82.图12中的在织物饰片支架27上的模制的织物饰片38从轨道上的织物模制机的右侧移动到图1中的文胸罩杯内芯熔合机的左方相邻侧。在图13中,其空腔侧喷涂有粘合剂的文胸罩杯内芯2已经放置在42的阴模半部44的空腔上。此时,两个部件上的顶点对齐,具有顶点1的文胸罩杯内芯2与具有顶点16的模制的织物饰片38对齐。当上阳熔模半部 41和上熔合夹具45用下阴模半部42闭合时,文胸罩杯内芯2和模制的织物饰片38熔合。
83.具有模制的凸形轮廓39上的最高点的顶点24的模制的织物饰片38和两个模制的织物空腔40,织物顶点24将与文胸罩杯内芯顶点1对齐,这些部件熔合在一起形成熔合的文胸罩杯内芯织物饰片46,在图14a和图14b中分别示出了熔合的文胸罩杯内芯织物饰片 46的俯视图和透视图。织物饰片具有织物肩带平台20、腋下21和织物下撑23,它们将分别相对于文胸罩杯内芯5、6和9的方向定位。
84.图14a和图14b分别示出了熔合的文胸罩杯内芯织物饰片46的不同形态下的俯视图和透视图,图15a和图15b分别示出了熔合的文胸罩杯内芯织物饰片47的不同形态下的侧视图和俯视图。图14a和图14b中的文胸罩杯内芯类似于圆锥形,文胸罩杯周边6、7、 9和10接近织物饰片的二维平面,这将比图15a和图15b中的具有3维形式的罩杯周边的文胸罩杯内芯更容易熔合。困难来自图7中示意图中的应力点22、32。织物饰片周边上的应力是由文胸罩杯内芯周边5、6、7、9、10上的偏差引起的。
85.不熟练的工人用最少的时间对这些指定的弹出式缺口进行额外的切割/修剪。
86.结果,能够具有更加平滑和有效的顺序的流程的织物饰片模制和以在模制的织物饰片与文胸罩杯内芯的顶点上的正确的对准的方式熔合的文胸罩杯内芯。本实用新型在工作流程上的创新设计、用于模头对齐的织物架上的参考线、用于织物饰片放置的参考线,熔模头的空腔的斜面上的参考线,织物饰片模制和文胸罩杯内芯熔合将以顺序方式在同一组机器下工作,这能够解决所有提及的罩杯内芯定位问题。
87.本实用新型能够以可能没有具体公开细节的另一种形式和流程来应用。同样的一套技术知识、精神和理念,在工作流程、织物架、工具和夹具上的创新设计,以及机器中的计算机数控,它能够与不同形式的织物饰片模制和文胸罩杯内芯熔合一起工作,例如,机器的布局不必要从左方的做织物饰片模制和右方的做文胸罩杯内芯熔合,两层织物饰片或连续织物被折叠并与夹具和工具一起被模制,然后成为顶部和主体织物饰片。上下织物反向安装,并且熔合半模,熔合能够在具有凹侧的顶部模制的织物饰片的文胸罩杯内芯的凸侧。用于织物模制和文胸罩杯熔合机器的具有重复工序的相同机器组,文胸罩杯内芯的粘合能够熔合在顶部和主体模制的织物饰片之间,具有附加工具和夹具的相同机器组能够与管状针织织物一起制成,因此本实用新型不应当被本文具体公开所限制,而应该看做是附加的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1