针织部件及鞋类鞋面的针织制品的制作方法
1.本公开涉及针织纺织品、制品的部件和诸如鞋类制品的制品及其制造方法。
背景技术:
2.包括鞋类的各种制品由通常通过穿着将一根纱线或多根纱线交织(例如,针织)而形成的纺织品形成。特别地,用于鞋类制品的鞋面可以由针织纺织品形成。为了增加耐久性和/或耐水性,可以将非纺织品部件添加并且固定(例如,胶合、缝合)到纺织品。例如,交联聚氨酯可以用作耐用覆盖层、合成皮革纺织品或复合膜层。然而,任何附加层,甚至膜的添加降低了制品贴合穿着者并且提供本体感受反馈的能力,这对于某些体育活动中的制品可能是特别重要的。例如,在用于足球(在其他地理区域中也称为橄榄球)的鞋类制品中,对于穿着者来说,能够通过纺织品感觉到球以及具有一定水平的牵引力或抓握力对于控球和运球可能是重要的。同时,鞋类中过多的抓握力可能干扰穿着者执行快速触摸和运球操纵的能力。
技术实现要素:
3.根据本实用新型的一方面,提出了一种针织部件,具有第一表面和相反的第二表面,其特征在于,所述针织部件的所述第一表面包括:具有第一摩擦系数的第一区域,所述第一区域包括具有芯和涂层的第一纱线,所述涂层至少部分地围绕所述芯;以及具有与所述第一摩擦系数不同的第二摩擦系数的第二区域,所述第二区域包括第二纱线,其中所述第一区域与所述第二区域形成交替图案,使得所述第一区域占所述第一表面的总表面积的40%至80%。
4.在一些实施例中,所述涂层包括热塑性弹性体。
5.在一些实施例中,所述第一区域中的第一区域包括包含所述芯和所述涂层的交织纱线的热成型网络,其中所述涂层通过围绕所述芯的至少一部分并且占据所述交织纱线的热成型网络中的纱线之间的空间的至少一部分来固结所述交织纱线的热成型网络。
6.在一些实施例中,所述第一摩擦系数大于所述第二摩擦系数。
7.在一些实施例中,所述第一摩擦系数和所述第二摩擦系数是动态摩擦系数。
8.在一些实施例中,所述第二纱线的至少一部分不包括所述涂层。
9.在一些实施例中,所述交替图案是同心图案。
10.在一些实施例中,所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一区域与所述第二区域之间的边界是曲线的。
11.在一些实施例中,所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一区域与所述第二区域之间的边界是线性的。
12.在一些实施例中,所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一表面的第一凸起部分连续地延伸跨过所述第一区域和所述第二区域。
13.根据本实用新型的另一方面,提出了一种鞋类鞋面的针织制品,其特征在于,所述鞋类鞋面的针织制品具有面向外的表面部分和相反的面向内的表面部分,所述面向外的表面包括:具有第一摩擦系数的第一区域,所述第一区域包括第一纱线;以及具有与所述第一摩擦系数不同的第二摩擦系数的第二区域,所述第二区域包括第二纱线,其中所述第一区域与所述第二区域在所述面向外的表面部分的第一区中形成第一交替图案,使得所述第一区域占所述第一区中的所述面向外的表面部分的总表面积的40%至80%。
14.在一些实施例中,所述第一区域和所述第二区域在所述面向外的表面部分的第二区中形成第二交替图案,使得所述第一区域占所述第二区中的所述面向外的表面部分的总表面积的40%至80%。
15.在一些实施例中,所述第一区在所述鞋类鞋面的针织制品的内侧部分上,并且所述第二区在所述鞋类鞋面的针织制品的外侧部分上。
16.在一些实施例中,所述第一交替图案是同心图案。
17.在一些实施例中,所述第一交替图案包括所述第一区域中的第一区域与所述第二区域中的第二区域之间的曲线边界或所述第一区域中的所述第一区域与所述第二区域中的所述第二区域之间的线性边界中的至少一个。
18.在一些实施例中,所述第一区域中的第一区域包括各自具有芯的交织纱线的热成型网络,使得热塑性弹性体通过围绕所述芯的至少一部分并且占据所述交织纱线的热成型网络中的纱线之间的空间的至少一部分来固结所述交织纱线。
19.在一些实施例中,所述第一区延伸跨过所述鞋类鞋面的针织制品的足尖区域的至少一部分。
20.在一些实施例中,所述第一区延伸跨过所述鞋类鞋面的针织制品的足尖区域的至少一部分和所述鞋类鞋面的针织制品的内侧和外侧中的至少一个。
附图说明
21.当结合附图阅读以下所描述的详细描述时,将容易理解本公开的其他方面。
22.图1a是根据本文各方面的鞋类制品的外侧透视图。
23.图1b是根据本文各方面的图1a鞋类制品的内侧透视图。
24.图1c是根据本文各方面的具有替代图案的图1a鞋类制品的内侧透视图。
25.图2a是根据本文各方面的线圈的三个互连线圈横列的示意图,其中中间线圈横列由第一纱线形成,并且线圈的外部线圈横列由第二纱线形成。
26.图2b是根据本文各方面的图2a的线圈的互连线圈横列在暴露于热成型工艺之后的示意图。
27.图3a至图3c描绘了根据本文各方面的模制到针织部件的面向外的表面中的各种突起和脊的示例性透视图。
28.图4是根据本文各方面的另一鞋类制品的内侧透视图。
29.图5a是根据本文各方面的又一替代鞋类制品的外侧透视图。
30.图5b是根据本文各方面的图5a的制品的内侧透视图。
31.图6描绘了根据本公开的形成针织部件的方法的流程图。
具体实施方式
32.本文具体描述了本发明的主题以满足法定要求。然而,该描述本身并不旨在限制本公开的范围。相反,本发明人设想,所要求保护或公开的主题也可以以其他方式结合其他当前或未来技术来体现,以包括不同的步骤或与本文档中描述的步骤类似的步骤的组合。此外,尽管术语“步骤”和/或“框”在本文中可以用于标识所采用的方法的不同元件,但除非且除了明确陈述个别步骤的顺序,否则这些术语不应被解释为暗示本文所公开的各种步骤之中或之间的任何特定顺序。
33.包括鞋类的各种制品由通常通过将一根纱线或多根纱线交织(例如,针织)而形成的纺织品形成。特别地,用于鞋类制品的鞋面可以由针织纺织品形成。为了增加耐久性和/或耐水性,可以将非纺织品部件添加并且固定(例如,粘附、缝合)到纺织品。例如,聚氨酯(例如,交联聚氨酯)、合成皮革纺织品或复合膜层可以用作耐用覆盖层。然而,任何附加层,甚至膜的添加降低了制品贴合穿着者并且提供本体感受反馈的能力,这对于某些体育活动中的制品可能是特别重要的。例如,在用于足球的鞋类制品中,对于穿着者来说,能够通过纺织品感觉到球以及具有一定水平的牵引力或抓握力对于控球和运球可能是重要的。同时,鞋类中过多的抓握力可能干扰穿着者执行快速触摸和运球操纵的能力。此外,由于鞋类的不同部分可以用于不同类型的运动,因此可能期望在不同部分具有不同特性(例如,图案)的鞋面用纺织品。
34.如将在下文中详细讨论的,用于物体(例如,球)控制的抓握力或牵引力通过具有不同抓握力的第一区域和第二区域的交替图案来实现。这些交替图案有助于对控球进行微调,使得获得期望的抓握量。例如,本文所描述的纺织品(诸如针织部件或鞋类鞋面)可以包括具有第一摩擦系数的第一区域和具有不同于或低于第一摩擦系数的第二摩擦系数的第二区域的交替图案。鞋类鞋面的表面上的第一区域与第二区域之间的这种交替实现了鞋类鞋面与诸如球的物体之间的相互作用,该相互作用可以增强鞋类鞋面的穿着者的控制感。此外,可以设想,具有第一区域和第二区域的交替图案的鞋类鞋面的表面(其中,第一区域占鞋类鞋面的一部分(例如,球接触区)的面向外的表面的总表面积的40%至80%)对于实现鞋类鞋面的穿着者的潜在增强的控制感是有效的。
35.已经确定了热塑性弹性体可以结合到聚合物组合物中,聚合物组合物提供一定水平的耐磨性、牵引力 (其也可称为抓握力)或两者,使得它们适于在其中耐磨性或牵引力是期望的制品(例如,服饰制品、鞋类和运动设备)中使用。在许多情况下,由这些聚合物组合物提供的耐磨性、牵引力或两者的水平等于或优于用于制造鞋类、服装和运动设备的标准硫化橡胶组合物。与硫化橡胶不同,由于这些聚合物组合物的热塑性以及它们在固态和熔融态下的性质,可以容易地将它们形成为具有适合在工业规模针织或织造设备中使用的性质的涂覆纱线。这些性质使得纱线可以容易地结合到各种制品中,包括使用常规制造工艺(诸如针织和织造)的纺织品以及用于制造非织造纺织品的工业规模工艺。此外,与硫化橡胶不同,这些纺织品和这些纺织品结合到其中的制品然后又可以以这样的方式热成型:在不损害纺织品或制品的其他组分 (诸如例如其他纱线、其他纺织品、泡沫、模制树脂组分等)的条件下,使涂覆纱线的聚合物组合物回流并且在纺织品或制品上产生耐磨或高抓握力表面。
36.在高水平上,本公开的各个方面涉及将这些热塑性弹性体结合到制品中的纺织品
中以最大化某些期望的功能,诸如控球和耐久性。具体地,针织部件可以包括具有第一包芯纱(本文也称为“芯”)和包括热塑性弹性体的第一涂层(本文也称为“涂层”)的第一纱线。热塑性组合物包括至少部分地围绕第一包芯纱的一种或多种热塑性弹性体。针织部件还包括与第一纱线不同的第二纱线。在针织部件的第一表面(例如,由针织部件形成的制品的面向外的表面)上,第一区域由第一纱线形成,同时第二区域由第二纱线形成。至少部分由于第一纱线和第二纱线的材料,第一区域和第二区域相对于共同材料具有不同的摩擦系数。具体地,第一区域可以具有比第二区域更高的摩擦系数,以相对于第二区域在第一区域中提供增加的抓握力。例如,第一区域与球表面的摩擦系数比第二区域与相同球表面之间的摩擦系数高。此外,第一区域和第二区域可以形成交替图案,其中第一区域占第一表面(例如,鞋类鞋面的球接触部分)的总表面积的40%至80%,这可以提供高于针织部件的改进的抓握力水平。
37.当针织部件集成到鞋类制品(诸如足球鞋)的鞋面中时,第一区域和第二区域的交替图案可以改进控球和运球以及提供耐磨性。在一些方面,交替图案包括在鞋面的内侧上的同心形状的图案(例如,第一区域与第二区域之间的曲线边界)。在一些方面,第一区域和第二区域可以形成不同的交替条纹图案(例如,第一区域与第二区域之间的线性边界)。在实例中,条纹通常诸如在鞋面的外侧上从咬合线延伸到鞋喉。尽管内侧上的第一区域和第二区域的同心形状图案对于传球、接球和踢球运动可能是期望的,但是外侧上的更线性的图案对于球的拖动运动或轻推可能是期望的。
38.此外,在一些方面,针织部件可以热成型为使得第一涂层流动并且占据第一纱线的线圈横列或第一包芯纱的线圈横列之间的空间的至少一部分。这种布置可以有利地将360度控球直接集成到针织部件中,而不需要层压表皮,从而将表面流线化为单个功能层。当纺织品用于鞋或足球鞋的鞋面时,该单个功能层可以通过从其去除层而帮助使穿着者更靠近球,这从而增加对穿着者的本体感受反馈并且还改进了控球。附加地,不包括层压表皮通过减少后针织工艺改进了制造效率。
39.本公开的各方面还可以包括制造针织部件的方法。该方法可以包括用与第二纱线整体针织的第一纱线针织针织部件。如上所描述的,第一纱线可以包括:第一包芯纱;和第一涂层,该第一涂层至少部分地围绕第一包芯纱并且包括聚合物组合物,该聚合物组合物包括一种或多种热塑性弹性体,该涂层至少部分地围绕第一包芯纱。此外,在针织部件内,第一纱线在针织部件的第一表面上形成第一区域,并且第二纱线在针织部件的第一表面上形成第二区域,其中第一区域具有与第二区域不同的摩擦系数。此外,如上所描述的,第一区域可以与第二区域形成交替图案。
40.各方面还包括制造用于鞋面的针织部件的方法。如上所描述的,具有与第二纱线整体针织的第一纱线的针织部件可以被热成型,使得第一涂层可以回流和重固化,以产生交织纱线的热成型网络。热成型网络包括:第一包芯纱;和第一涂层,该第一涂层围绕第一包芯纱的至少一部分并且占据热成型网络中纱线的至少一些部分之间的空间。方法还可以包括模制第一表面以产生热成型网络的凸起部分,其中凸起部分可以在针织部件内形成同心图案。本公开的其他方面可以包括通过将包括热成型针织部件的鞋面附接到鞋底结构来制造鞋类制品的方法。
41.如上所描述的,某些方面涉及一个或多个针织部件或热成型针织部件。在某些方
面,这样的针织部件或热成型针织部件形成运动设备制品或穿着制品(包括鞋类制品)的至少一部分。在说明性实例中,各方面涉及一种用于由针织部件形成的鞋类制品的鞋面。鞋类制品通常包括鞋面和鞋底结构。鞋面固定到鞋底结构并在鞋类制品内形成用于舒适且牢固地容纳足部的空腔。如本文所用,术语“鞋面”是指鞋类部件,该鞋类部件在足部的足背和足尖区域上延伸,沿着足部的内侧和外侧,并且围绕足部的足跟区域,以形成用于容纳穿着者的足部的空腔。鞋面的说明性、非限制性实例可以包括结合到篮球鞋、自行车鞋、交叉训练鞋、全球足球(橄榄球)鞋、美式足球鞋、保龄球鞋、高尔夫球鞋、徒步旅行鞋、滑雪或滑雪板靴、网球鞋、跑步鞋和步行鞋中的鞋面。此外,在其他方面,鞋面还可以结合到非运动鞋(例如礼服鞋、包子鞋和凉鞋)中。因此,关于鞋类制品所公开的概念适用于各种鞋类类型。
42.在描述鞋面时所使用的位置术语(例如顶部、底部、前部、侧部、后部、上部、下部、外侧、内侧、右、左、面向内、面向外等)是相对于在穿着者直立站立使得穿着者的足部在足部容纳空腔中并且穿着者的踝部或腿延伸穿过踝部开口的情况下所预期穿着的鞋面而使用的。然而,应当理解,位置术语的使用不取决于出于解释目的人的实际存在。
43.术语“针织部件”是指由至少一种纱线形成的纺织品件,该至少一种纱线被操纵(例如,用针织机器) 以形成限定线圈横列和纵行的多个相互穿套的线圈。如本文所用,术语“线圈横列”是指在同一针织循环期间由相邻针产生的主要水平的一排针织线圈(在作为针纺织品的直立纺织品中)。线圈横列可以包括一种或多种组织类型,例如针织组织、握持组织、浮线组织、集圈组织、转移组织、罗纹组织等,这些术语在针织领域中是已知的。如本文所用,术语“针织组织”是指基本的组织类型,其中在通过先前的组织将纱线的线圈从纺织品的后面拉到前面之后将纱线从针中清除。如本文所用,术语“纵行”是主要竖直的一列相互穿套或交织的针织线圈,通常由同一针在连续(但不一定是所有)线圈横列或针织循环中产生。本文所描述的针织部件可以包括纬编针织部件或经编针织部件。
44.如本文所用,术语“整体针织”可以指来自一个区域的一个或多个针织线圈横列的纱线与另一个区域的一个或多个针织线圈横列交织的针织纺织品。交织可以通过简单的针织组织、集圈组织、握持组织、浮针组织或浮线组织等。以这种方式,整体针织在一起的区域具有无缝过渡。
45.如本文所用,术语“双面针织构造”是指在两个针床或针筒中具有两组针的机器上针织的纺织品或纺织品部分。本文的一些方面考虑了包括纬编针织(针织横)机器的机器。当描述针织横机器时,通常使用术语“针床”。然而,应当理解,本文的方面还可以涉及经编针织部件。为了以不同的方式进行描述,术语双面针织构造是指具有形成在第一针床上的前线圈横列和形成在第二针床上的后线圈横列的纺织品。双面针织构造的纺织品的前线圈横列是形成纺织品的前层的交织的组织的线圈横列,并且后线圈横列是形成纺织品的后层的交织的组织的线圈横列,使得纺织品的前层和后层可以基本上同时形成。如本文所用,术语“前层”是指当结合有纺织品的制品(诸如鞋面)被穿着时被配置成面向外部的纺织品层,并且术语“后层”是指当制品被穿着时被配置成面向穿着者的皮肤表面的纺织品层。
46.附加地,本文提供了各种测量。除非另外指明,否则关于测量的术语“约”或“基本上”意指在所指示值的
±
10%内。
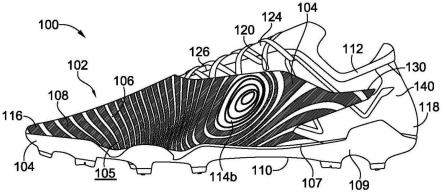
47.现在转向附图,特别是图1a和图1b,鞋类制品100被描绘为一个示例性穿着制品。虽然图1a和图 1b描绘了鞋类制品100,但是应当理解,本公开也设想其他穿着制品,包括但
不限于服装(例如,衬衫、运动衫、裤子、短裤、手套、眼镜、袜子、帽子、帽子、夹克、内衣)和容器(例如、背包、包)。图1a 和图1b的鞋类制品100通常可以包括面向地面的外底区域110、踝部鞋领区域112、外侧中足区域114a、内侧中足区域114b、前足区域116和足跟区域118。此外,鞋类制品100可以包括多个鞋眼120、鞋舌124 和鞋喉区域126。如图1a和图1b所示,鞋类制品100旨在与右足部一起使用;然而,应当理解,下面的讨论也可以应用于旨在与左足部一起使用的鞋类制品100的镜像。
48.在一些方面,鞋类制品100包括鞋底结构104和鞋面102。当鞋类制品100被穿着时,鞋底结构104 被固定到鞋面102并且在足部与地面之间延伸。在一些方面,鞋底结构104包括中底107和外底109。中底107可以固定到鞋面102的下部区域,诸如底布(未示出),并且可以包括缓冲元件,该缓冲元件包括弹性材料,诸如聚合物泡沫或其他合适的材料。在其他配置中,中底107的缓冲元件可以结合进一步减弱力、增强稳定性或影响足部运动的流体填充的腔室、板、调节器和/或其他元件。外底109可以固定到中底 107的下表面,并且可以包括耐磨弹性体材料,诸如天然橡胶材料或合成橡胶材料。外底109可以被纹理化以赋予牵引力,或者可以包括一个或多个牵引元件。牵引元件可以是贴附到外底109的独立元件,或者可以与外底109一体形成。
49.鞋面102可以由各种元件(例如,系带撑条、鞋舌鞋领、内侧、外侧、前帮、头套、足跟主跟)形成,这些元件组合以提供用于安全和舒适地容纳足部的结构。虽然鞋面102的配置可以显著变化,但是各种元件通常在鞋面102内限定空腔,用于相对于鞋底结构104容纳和固定足部。鞋面102内的空腔的表面被成形为容纳足部,并且可以在足部的足背和足尖区域上延伸,沿着足部的内侧和外侧,在足部下方,并且围绕足部的足跟区域。
50.鞋面102的至少一部分可以例如通过针织横机器上的纬编针织工艺或经编针织工艺由至少一个针织部件130形成。针织部件130可以在针织工艺(诸如纬编、经编或任何其他合适的针织工艺)期间形成为单个整体一体式元件。在图1a和图1b所描绘的实例中,针织部件130形成鞋面102的外护套,其形成鞋面 102的外侧中足区域114a、内侧中足区域114b、前足区域116和至少部分鞋喉区域126的至少外部表面。在一些方面,针织部件130还形成鞋面102的内部表面。
51.鞋面102还可以包括一个或多个附加部件(诸如纺织品部件140),其可以是针织的、机织的、非机织的或其他类型的纺织品。纺织品部件140可以形成足跟区域118、踝部鞋领区域112和鞋舌124的至少一部分。纺织品部件140可以是单个纺织品部件或者可以由固定在一起的多个纺织品部件形成。此外,在纺织品部件140可以与针织部件130整体针织的方面中。替代地,纺织品部件140可以经由缝合、粘合等中的至少一种固定到针织部件130。
52.针织部件130可以包括用于赋予不同功能的一种或多种不同类型的纱线。例如,针织部件130可以包括第一纱线和第二纱线。第一纱线(本文也称为第一涂覆纱线或涂覆纱线)包括第一包芯纱和为第一纱线提供第一组性质的第一涂层。第二纱线可以具有与第一纱线不同的材料组成。例如,第二纱线可以至少包括与第一纱线的第一涂层不同的涂层,使得第二纱线表现出与第一纱线不同的性质。
53.此外,在第一纱线内,第一包芯纱和第一涂层可以具有不同的材料组成以提供不同的性质。例如,如本文所描述的,第一涂层可以包括低处理温度聚合物组合物,而第一包芯纱可以包括高处理温度聚合物组合物,使得第一涂层可以在使包芯纱保持完整的温度下
熔化或变形。在一个方面,第一纱线的包芯纱的聚合物组合物的变形温度比第一涂层的聚合物组合物(诸如包括热塑性组合物的聚合物组合物)的熔化温度高至少20℃。这允许包芯纱在涂层处于熔融态时被涂层涂覆。
54.第一纱线的第一包芯纱可以包括单丝纱线或复丝纱线,诸如可商购的聚酯或聚酰胺纱线,其具有足以使纱线由工业规模的针织设备操纵的性质(诸如旦尼尔和韧度)。此外,包芯纱可以基于天然或人造纤维,包括聚酯、高韧度聚酯、聚酰胺纱线、金属纱线、拉伸纱线、碳纱线、玻璃纱线、聚乙烯纱线或聚烯烃纱线、双组分纱线、ptfe纱线、超高分子量聚乙烯(uhmwpe)纱线、液晶聚合物纱线、特种装饰纱线或反射纱线或包含这些纱线中的一种或多种纱的多组分纱线。在示例方面,包芯纱包括包含聚酯的热塑性材料。
55.在各个方面,第一包芯纱可以通过本领域已知的任何方法涂覆。在一个方面,本文所公开的用于第一涂层的聚合物组合物适于通过将纱线拉挤成型和/或拉动通过液体聚合物材料浴来制造。在又一方面,不管涂覆工艺如何,在第一纱线上提供足够的涂覆材料,使得当单独或与一种或多种其他纱线以各种配置针织并且随后热成型并允许回流和重固化时,取决于第一纱线在针织结构内的布置,涂覆材料(例如,包括热塑性弹性体的聚合物组合物)在一个或多个表面上和/或在第一包芯纱内形成具有足够浓度的涂覆材料的结构。
56.第一纱线的第一涂层包括聚合物组合物,该聚合物组合物包括包含热塑性弹性体的热塑性组合物。虽然可以挤出为热塑性弹性体组合物的聚合物组合物并直接由该聚合物组合物形成纤维、长丝、纱线或膜,但由于该聚合物组合物的弹性体性质,这些形式的聚合物组合物将具有高水平的拉伸和热收缩。这意味着纤维、长丝、纱线或膜可能倾向于围绕机器引导件拉伸,而不是滑过它们,并且可能倾向于在工业规模的针织和织造设备中通常遇到的温度下收缩。然而,通过将聚合物组合物作为涂层施加到适于机械地操作的包芯纱上,所得的涂覆的第一纱线保持包芯纱的韧度和抗拉伸性,同时还提供具有由涂层的聚合物组合物由于其弹性体性质而提供的优异的耐牵引性和耐磨性的面向外的表面。例如,已经发现,具有至少1千克断裂力和小于20%断裂应变的拉伸强度和小于20%热收缩的150旦尼尔包芯纱可以用聚合物组合物涂覆至高达约1.0毫米的标称平均外径,并且仍然保持其使用商用横针织设备针织或嵌入的能力。由于在工业规模的设备上使用这种纱线的能力,与常规的制造工艺相比,这种第一纱线还可以允许新的制造方法,新的制造方法将允许在位置和量两方面以更大的特异性水平在纺织品和包括纺织品的制品内不同地布置聚合物组合物。
57.附加地,当聚合物组合物的熔化温度充分低于第一包芯纱的变形温度时,聚合物组合物的热塑性质使得可以熔化组合物并使用该组合物来涂覆第一包芯纱,以及随后使针织部件130热成型以产生包括第一包芯纱和使第一包芯纱固结的回流和重固化的聚合物组合物的热成型网络。在一个方面,涂层的聚合物组合物的热塑性弹性体具有低于-20℃的玻璃化转变温度,这允许存在于聚合物组合物中的热塑性弹性体处于其“橡胶状”状态,即使当针织部件130在寒冷环境中使用时也是如此。在另一方面,涂层的聚合物组合物的熔化温度是为至少100℃,这可以确保当针织部件130在热条件下运输或储存时聚合物组合物不会熔化。在另一方面,涂层的聚合物组合物的熔化温度是至少130℃,这确保当针织部件130经受在鞋类制品、服装或运动设备的制造工艺期间纺织品经常遇到的条件时,聚合物组合物不会熔化。在另一方面,涂层的聚合物组合物的熔化温度是小于170℃,这确保针织部件130
可以在不会对可以形成鞋面102的一部分的其他纺织品或部件产生负面影响的温度下热成型。在另一方面,涂层的聚合物组合物的热塑性弹性体的熔化焓可以小于约30焦耳/克或25焦耳/克,这意味着在热成型工艺期间,需要较少的热和较短的加热时间来完全熔化聚合物组合物并实现熔融的聚合物组合物的良好流动,以更好地固结针织部件130中的纱线网络。在另一方面,涂层的聚合物组合物的热塑性弹性体的重结晶温度可以高于60℃,或高于95℃,这可以促进聚合物组合物在热成型之后的快速重固化,这可以减少在热成型之后冷却纺织品所需的时间量并且可以避免提供纺织品的主动式冷却的需要,从而减少循环时间并且减少能量消耗。
58.因为针织部件130除了第一纱线(即,涂覆纱线)之外还包括第二纱线,所以纱线(即,来自第一纱线和第二纱线的包芯纱)的热成型网络由回流和重固化的聚合物组合物固结。回流和重固化的聚合物组合物的存在可以在热成型纺织品内起到一种或多种功能,例如控制整个针织部件130内或仅在其区内的拉伸水平,形成具有高耐磨性和/或跨针织部件130的整个表面或仅在其区内的牵引力的表皮,改进针织部件 130的整个表面或仅在其区内的耐水性,或将针织部件130的全部或仅其区域粘合到衬底上。
59.在针织部件130中使用第一纱线还可以减少形成制品所需的不同材料的数量。第一纱线的涂层在热成型时可以在针织部件130的表面上形成表皮。替代地或附加地,第一纱线的涂层在热成型时可以用作粘合剂,以将针织部件130内的纱线粘合在一起,或将其他元件粘合到针织部件130的表面。本文所描述的热成型针织部件130的使用可以代替常规添加的单独元件中的一个或多个,以增加耐磨性或产生牵引力,从而减少浪费并简化制造工艺,同时改进制品的可回收性。附加地,在针织部件130的针织结构内产生这些性质,而不是作为附加层,有助于针织部件130形成穿着者的足部的形状,并且使得能够在例如运足球时实现更多的本体感受反馈。注意,在不脱离本文技术范围的情况下,其他球可以与本文所描述的鞋类制品一起使用。
60.热成型纺织品的该热成型网络可以形成鞋面的面向外的表面,诸如图1a和图1b中的针织部件130 的第一表面105。出乎意料地,通过热成型纺织品产生的热成型网络具有优异的球接触性质,因为热成型网络的性质在踢球时由鞋面赋予球的旋转速率方面可以等于或优于袋鼠皮革的那些性质。例如,已经发现使用硬度计硬度(邵氏a)为约65至约85的聚合物组合物导致鞋面具有改进的球旋转速率。还发现在湿条件和干条件下,在牵引力方面,包含本文所描述的纺织品的鞋面等同于或优于涂覆有表皮的合成皮革或针织鞋面。
61.如本文所描述的,第二纱线可以与第一纱线整体针织以在针织部件130的至少一些区中形成热成型网络。具体地,针织部件130可以具有形成鞋面102的面向外部的表面的第一表面105,如图1a和图1b所示。针织部件130还可以包括相反的第二表面,其可以形成鞋面102的面向内的表面并且在图1a和图1b 中不可见。第一表面105可以包括多个第一区域和多个第二区域(例如,第一区域108和第二区域106)。为了区分图1a和图1b中的这些区域,第一区域104被描绘为具有比第二区域106更浅的阴影。然而,应当理解,阴影不应必然限制这些区域104和106的相对着色。
62.第一表面105上的第一区域108包括第一纱线,并且第一表面105上的第二区域106包括第二纱线。在各个方面,第二区域106完全或基本上不包括第一纱线。在一些方面,第一区域108完全或基本上不包括第二纱线。在其他方面,第一区域108可以具有痕量的第一纱
线,并且/或者第二区域106可以具有痕量的第二纱线,而不偏离本文所描述的技术。“痕量”在本文中定义为大约小于特定纱线的10%重量。例如,少于10%重量的第一纱线或少于10%重量的第二纱线。
63.如上所描述的,第一纱线可以具有第一包芯纱和包括热塑性聚合物组合物的第一涂层。热塑性聚合物组合物可以包括至少部分地围绕第一包芯纱的一种或多种热塑性弹性体。第二纱线可以包括包含聚酯的热塑性材料的长丝。然而,在实例中,第二纱线不包括构成第一涂层的热塑性聚合物组合物。
64.如前所描述的,第一纱线和第二纱线可以具有不同的物理性质。例如,第一纱线的第一涂层具有第一变形温度,并且第二纱线具有大于第一变形温度的第二变形温度。在某些方面,该第二变形温度低于第二熔化温度或第二分解温度。这样,第一纱线或至少第一纱线的涂层可以熔化,流动或变成熔融的,以产生本文所描述的热成型网络,同时第二纱线的结构保持完整。在各个方面,涂层的变形温度比第二纱线的第二变形温度低至少20℃。例如,在各个方面,第一纱线的涂层的熔化温度是至少100℃、至少130℃或至少170℃,并且在每种情况下,第二变形温度可以比第一纱线的涂层的熔化温度高至少20℃。
65.至少部分地由于第一纱线和第二纱线的选择性使用,第一区域108具有与第二区域106不同的摩擦系数。当本文提及相对摩擦系数时,对第一区域和第二区域应用共同的试验标准。例如,可以使用astm d1894 试验仅具有第一区域的样品以确定本文所描述的第一区域的静态摩擦系数或动态摩擦系数。同样地,可以使用astm d1894试验仅具有第二区域的样品以确定本文所描述的第二区域的静态摩擦系数或动态摩擦系数。然而,如下所描述,只要对第一区域和第二区域应用共同的试验标准,在不脱离本文技术范围的情况下,可以使用astm d1894或其他试验的修改版本。换句话说,当第一区域与第二区域相比具有更高的摩擦系数时,使用相同的试验(例如,相同的试验标准和/或工艺)和相同的条件(例如,湿、干、温度) 来测量唯一的第一区域样品和唯一的第二区域样品,使得在该实例中唯一的变量是摩擦系数被确定的材料 (例如,第一区域和第二区域)的变化。因此,可以测定第一区域与第二区域之间的相对摩擦系数(例如,第一区域具有比第二区域更高的摩擦系数)。
66.在一些方面,第一区域108具有比第二区域106更高的摩擦系数。摩擦系数可以基于湿条件或干条件。在各个方面,第一区域108在湿条件和干条件下都具有比第二区域更高的摩擦系数。在一个方面,在足球材料的干样品上测试的第一区域108的干动态摩擦系数是约0.90至约1.50。附加地,在足球材料的湿样品上测试的第一区域108的湿动态摩擦系数可以是约0.50至约0.80。此外,在一些方面,足球材料的干样品上的第一区域108的动态摩擦系数与足球材料的湿样品上的第一区域108的动态摩擦系数之间的差小于 40%。以这种方式,形成第一区域108的第一纱线可以使第一区域108在干条件和湿条件下都能够在诸如足球的物体上具有牵引力或抓握力。以这种方式,第一纱线可以使穿着者在各种天气条件下具有良好的控球,并且可以减少足球在湿时的滑动。本文所公开的所有摩擦系数值可以使用以下所描述的纺织品-球摩擦系数试验获得。
67.虽然抓握力(其可由摩擦系数表示)有助于控球,但是过多抓握力会降低穿着者操纵球的速度。在诸如足球的一些活动中,有时期望轻柔、快速的接触,并且因此,具有抵消来自第一区域108的摩擦系数的区域可以有助于提供最佳水平的总体抓握力和控球。这样,不包括第一纱线的第二区域106在湿条件和干条件下具有比第一纱线低的摩擦系数。例如,第
二区域106的摩擦系数(湿或干)可以比第一区域108的摩擦系数(湿或干)小约10%至约75%,比第一区域108的摩擦系数(湿或干)小约15%至约60%,或比第一区域108的摩擦系数(湿或干)小约20%至约50%。
68.第一区域108和第二区域106还可以具有其他不同的物理性质。例如,第一纱线或第一纱线和第二纱线的第一涂层可以基于它们颜色的色调、值和色度中的至少一个而不同。这样,第一区域108和第二区域 106可以基于它们的颜色的色调、值和色度中的至少一个而不同。可以使用第一纱线和第二纱线与第一区域108与第二区域106之间的其他视觉差异,而不脱离本文技术的范围。然而,在一些方面,第一区域108 与第二区域106之间的视觉差异可以是最小的或不存在,而其他物理特性的差异仍然存在。
69.如图1a和图1b所示,第一区域108和第二区域106在鞋面102的表面上形成交替图案。例如,第一区域108中的一个可以位于第二区域106中的两个之间,或者换句话说,第二区域106中的一个可以位于第一区域108中的两个之间。以这种方式交替第一区域108和第二区域106可以在鞋面102的区内提供最佳的抓握力,以改进控球。在各个方面,第一区域108和第二区域106中的每一个的大小和尺寸可以取决于期望的抓握力和/或控球的量而变化。例如,第一区域108的大小和尺寸可以与第二区域106的大小和尺寸相似或不同,然而,第一区域108的总表面积与第二区域106的总表面积的比率取决于期望的抓握力和 /或控球的量。例如,在期望更多抓握力和/或控球的情况下,第一区域108的总表面积与第二区域106的总表面积的比率可以更大,而在期望更少抓握力的情况下,第一区域108的总表面积与第二区域106的总表面积的比率可以更小。在一些方面,第一区域108占针织部件103的第一表面105的区内的总表面积的百分比在约40%至约80%的范围内,在约50%至约70%的范围内,和/或在约55%至约65%的范围内。本文提供的范围包括该范围任一端的值。例如,40%至80%的范围包括40%和80%。这样,第二区域106可以占针织部件103的第一表面105的总表面积的百分比在约20%至约60%的范围内,在约30%至约50%的范围内,和/或在约55%至约65%的范围内。
70.图1a中描绘的鞋面102的外侧包括被布置成交替条纹图案的第一区域108和第二区域106,当鞋面 102处于与地面接触的鞋底结构104的穿着状态时,条纹图案大致竖直地延伸。这样,第一区域108和第二区域106通常可以从针织部件130的底部边缘150朝向鞋喉区域126延伸。针织部件130的底部边缘150 的至少一部分可以与鞋面102接合鞋底结构104的咬合线152对齐。通过在外侧上交替第一区域108和第二区域106而形成的条纹可以在外侧中足区域114a以及前足区域116中延伸。此外,在针织部件130延伸到足跟区域118的方面,条纹还可以在足跟区域118中延伸。条纹是包括位于第一区域108与第二区域106 之间的线性边界的交替图案的实例。
71.条纹中的至少一些可以具有锯齿形配置、波浪线配置、平行线配置和/或任何其他条纹配置,诸如沿针织部件130的曲率的条纹。附加地或替代地,条纹中的至少部分可以沿着其长度具有变化的宽度。例如,变化的宽度可以从窄到3毫米到宽到1厘米。经由第一区域108和第二区域106的交替形成的任何数量的条纹可以被包括在针织部件130上。在一些方面,第一区域108在针织部件130的第一表面105上形成10 至40个条纹,而在其他方面,第一区域108在针织部件130的第一表面105上形成25至35个条纹。然而,条纹的数量和配置取决于期望的抓握力和/或控球的量,并且进而取决于如上所描述的第一区域108 的总表面积
与第二区域106的总表面积的的比率。
72.在图1b所描绘的鞋面102的内侧,第一区域108和第二区域106交替以形成同心的形状图案,或者换句话说,“漩涡”或“回旋”图案。在该实例中,第一区域108和第二区域106的同心图案包括不规则形状的圆。漩涡或回旋图案是在第一区域108与第二区域106之间具有曲线边界的交替图案的实例。附加地或替代地,同心形状可以是三角形、圆形、卵形、平行四边形、五边形、六边形、星形、心形、其组合,或同心形状的任何组合,而不脱离本文所描述的技术的范围。图案是同心的,是因为作为同心图案的一部分的至少第一区域108和第二区域108是同轴的并且共享共同的中心。图1b中的同心图案的中心位于内侧中足区域114b内,并且有助于在踢球时在诸如足球的球上赋予旋转。在更靠近内侧中足区域114b的中心的同心图案的区内,在鞋面的该区域中,第二区域106可以覆盖比第一区域108覆盖的更多的第一表面 105。
73.在一些方面,内侧中足区域114b内的同心图案可以嵌套在由交替的附加第一区域108和附加第二区域106形成的一系列条纹之间。邻近同心图案的这些条纹中的一个或多个可以具有与形成同心图案的形状的曲率或角度相对应的曲率或角度,如图1b所示。
74.图1c描绘了鞋面102的内侧上的第一区域108和第二区域106的交替图案的另一方面。在这种配置中,第一区域108和第二区域106通常仍然可以形成同心的形状图案,但是这些形状可以由不同长度和曲率的虚线形成,这些虚线协作地形成同心图案内的形状。
75.鞋面102的外侧和内侧上的第一区域108和第二区域106的不同类型的交替图案的使用反映了可以在某些活动中执行的不同类型的运动。例如,在足球运动中,足部的内侧经常用于传球、接球和/或踢球,而足部的外侧用于其他球操纵,诸如球的拖动或轻推。这样,第一区域108和第二区域106的不同比率和图案可以提供适于特定活动的不同抓握图案。例如,内侧中足区域114b中的同心图案提供了第一区域108 与第二区域106之间的摩擦系数的更全向的变化,这可以实现用于接球、传球和/或踢球运动的更好的控球。如上所描述的,同心图案还可以使穿着者在踢球时在球上赋予或多或少的旋转。相反,外侧上的条纹图案提供了第一区域108和第二区域107在更纵向方向(即,从前足区域116延伸到足跟区域118的方向)上的摩擦系数的变化,这使得能够在拖动或轻推时更好地控制球。
76.尽管本文所描述的各方面的特征在于位于鞋类制品的鞋面上的同心图案和条纹图案,但应注意,此类图案可以附加地或替代地放置在鞋类制品的鞋底或底部上以反映可以在某些活动中执行的不同类型的运动。具体地,图案可以定制为包括在外底109的前部或足尖区域上的第一区域和第二区域的摩擦系数与在外底109的后部或愈合区域上的摩擦系数的不同变化。
77.如上所描述的,针织部件130的一些方面是形成在两个针织床上的双面针织结构。第一纱线和第二纱线都可以用于在线圈横列内和/或沿着纵行在前针床上形成针织线圈并且在后针床上形成线圈,使得第一纱线和第二纱线可以交替形成针织部件105的第一表面105。例如,第一纱线可以在前针床的针上形成线圈以形成第一区域108,而第二纱线在后针床的针上浮针或形成线圈。而第二区域106可以在第二纱线在前针床上的针上形成线圈而第一纱线浮针或在后针床上的针上形成线圈时形成。
78.在一些方面,针织部件130包括包含弹性纤维或弹性聚氨酯材料的第三纱线。在示例性方面,第三纱线在针织部件130的与第一表面105相反的第二表面上针织。具体地,第三
纱线可以在与第一表面105上的第一区域108和第二区域106相反的区域中的第二表面上针织。在一些方面,第三纱线仅在一个针床上针织(诸如后针床),使得第三纱线仅在第二表面上并且不在第一表面105上。在针织部件130的第二表面(例如,面向内的表面)上包括具有弹性纤维或弹性聚氨酯材料的第三纱线为针织部件130提供一些弹性,这增强了当鞋面102上的针织部件130与诸如球的物体接触时对穿着者的本体感受反馈。
79.如上所描述的,第一纱线具有涂层,该涂层通过热成型可以熔化或变形并且随后固化,以与第一纱线的包芯纱和一种或多种其他纱线的部分(诸如第二纱线和在一些方面中的第三纱线)形成热成型网络。以这种方式,热成型工艺可以改变针织部件130的针织结构的至少一部分。例如,在针织之后,针织部件130 可以包括第一纱线和第二纱线的线圈的互连线圈横列,并且在热成型之后,针织部件130可以不包括至少部分地由于第一纱线的涂层的变形或熔化而在热成型部分中的第一纱线和第二纱线的线圈的互连线圈横列。同时,第一纱线的包芯纱仍可以与第二纱线形成互连的线圈,并且其余的线圈仍可以经由熔化的和重固化的涂覆材料连接。
80.图2a示意性地描绘了在热成型工艺之前的示例针织部件的部分200,其可以是图1a至图1c的针织部件130。部分200包括第一纱线210和第二纱线208的互连线圈横列,第一纱线210可以是本文所描述的第一涂覆纱线,第二纱线208可以是关于图1a至图1c描述的第二纱线。部分200包括具有第二纱线 208的第一线圈横列202和第二线圈横列204,以及第一纱线210的第三线圈横列206。在这样的方面,第一纱线210的圈的第三线圈横列206可以互连(例如,交搭)到第一线圈横列202和具有第二纱线208的第二线圈横列204。
81.图2b描绘了暴露于热成型工艺之后的部分200。通过比较图2a和图2b可以看出,包括如本文所描述的热塑性聚合物组合物的第一纱线210由实心纱线结构热成型为熔化的纱线组分212,其中第一纱线210 的包芯纱214仍保持其交搭配置。在某些方面,热成型工艺的加热步骤至少部分地引起了第一纱线210中的涂层熔化和流动,并且然后通过完成热成型工艺随后固化成熔熔化的纱线组分212。该熔化的纱线组分 212是在涂层被熔化、流动和重固化之后围绕该第一纱线210的包芯纱214的该涂层。图2b中的熔化的纱线组分212被描绘为接触并至少部分地围绕第一纱线210的包芯纱214,并且接触并至少部分地围绕第二纱线208的一部分,至少在第一线圈横列202和第二线圈横列204的与形成网络的第三线圈横列206交织或接近的部分上。然而,熔化的纱线组分212可以热成型以在纺织品的面向外的表面上比图2b中描绘的扩展至更大的程度或更小的程度,而不偏离本文描述的技术。
82.与没有热成型的熔化的纱线组分212的区域相比,具有由热成型产生的熔化的纱线组分212的区域可以具有增加的耐磨性和增加的耐水性。此外,因为这些性质通过针织结构提供而不是作为附加层或附加膜施加,所以针织部件的部分200可以保持相对薄和柔性。这样,熔化的纱线组分212可以用于鞋面的高屈曲区域(诸如鞋喉与前足区之间的区域)而不会过早磨损或断裂。
83.注意,图2a和图2b仅仅是如本文所描述的针织和热成型的实例。主要由第一纱线210或主要由第二纱线208构成的具有任意多个相邻行和/或任意多个相邻线圈的其他针织图案可以用于在如本文所描述的针织部件的表面上形成第一区域(例如图1a至图1c的第一区域108)或第二区域(例如图1a-1c的第二区域106)中的一个,而不脱离本文的技术范围。例如,为了简化说明,所示的部分200仅具有单个针织层。然而,可以设想,本公开的一些方
面可以包括具有双面针织结构的针织部件,该双面针织结构使用两个针床上的针形成。例如,可以在前针床上针织第一纱线210以在图2a中的第三线圈横列206中形成线圈,线圈可以形成针织部件的第一表面,并且在另一线圈横列中,诸如在与第一线圈横列202同时针织的线圈横列中,可以在后针床上针织第一纱线210以形成针织部件的第二表面的至少一部分。类似地,可以在前针床上针织第二纱线208以在图2a的第一线圈横列202和第二线圈横列204中形成线圈,线圈可以形成针织部件的第一表面,并且在另一线圈横列中,诸如在与第三线圈横列206同时针织的线圈横列中,可以在后针床上针织第二纱线208以形成针织部件的第二表面的至少一部分。在一些方面,第一纱线210 和/或第二纱线208可以在单个线圈横列内在前针床与后针床之间前后移动。附加地,在部分200是双面针织结构的一部分的一些方面,用于第二表面的形成线圈横列的线圈可以由具有弹性纤维或弹性聚氨酯材料的第三纱线形成。此外,在具有双面针织结构的一些方面,熔化的纱线组分212可以在针织层之间延伸,但不完全延伸穿过背面层以形成第二表面。在替代的配置中,熔化的纱线组分212仍然可以完全延伸穿过双面针织结构的两个针织层。
84.图3a至图3c各自描绘了用各种纹理或图案热成型的针织部件的示例面向外的表面。该针织部件可以是例如本文所描述的针织部件130,其具有交替的第一区域108和第二区域106,其中第一区域108由第一纱线制成,并且第二区域106由第二纱线制成。这种针织部件的热成型可以用于使如本文所描述的第一纱线的涂层回流和重固化,使得然后涂覆材料占据纱线的热成型网络中纱线之间的至少一部分空间。如下面进一步描述的,在热成型期间,当针织部件130接触模制表面(诸如平板或常规的两件式模具)时可以施加压力。在一些方面,模制表面可以包括凹部和/或凸起元件,以与针织部件130的第一表面105上的凸起元件形成纹理。模制到针织部件130的针织结构中的凸起元件可以有利地用于调节针织部件的抓握效果,例如针织部件130的第一表面(其可以是鞋面的外部表面)与足球之间的抓握量。具体地,由于第一纱线,凸起元件减轻了第一区域108的较高摩擦系数(即,较大的抓握力)。这样,凸起元件可以放置在针织部件130的部分中,其中第一区域108形成表面区域的更大部分。附加地,在一些方面,凸起元件可以位于鞋面的外侧而不位于内侧,或者鞋面的内侧可以具有比外侧少的凸起元件。
85.凸起元件160可以在针织部件130内具有各种形状、大小和布置。在图3a中,凸起元件160形成紧密间隔在一起并彼此平行延伸的细长脊或凹槽。在该示例图案内,脊可以具有不同的长度。附加地,图3a 中的脊延伸跨越第一区域108和第二区域106。此外,脊可以基本上垂直于第一区域108和第二区域106 的纵向方向延伸。由于脊可以在脊之间形成类似于凹槽的凹陷区域,因此脊还可操作以允许湿气和其他小碎屑从针织部件130的第一表面105逸出,这允许与球更好的接触表面,并且进而允许在湿条件和/或脏污条件下更好的抓握力和/或控球。附加地,鞋面的外侧上的细长平行凹槽对于拖动、轻推和其他此类技术可能是特别有利的。在一些方面,脊之间的凹槽或凹部的宽度和/或彼此的间距在或大约在1毫米至1厘米之间的范围内。然而,如上所描述的,脊的图案、宽度和/或间距可以被调整以根据期望调整抓握力和/或控球。
86.在图3b中,凸起元件160是从针织部件130的第一表面105延伸的四面体或金字塔形突起的形式。图3b中的突起可以位于第一区域108和第二区域106中。在其他方面,突起仅位于第一区域108中。附加地,突起可以被布置成如图3b所示的大致线性图案,或者可以被
布置成更成簇或随机的图案。
87.在图3c中,凸起元件160形成紧密间隔在一起的细长脊。这些脊可以彼此基本上等距地间隔开。附加地,每个凹槽可以是弯曲的或拱形的。在该示例图案内,脊可以具有不同的长度,并且可以协作地形成多行和/或多列细长脊或凹槽的稍弯曲的或曲线的轨道。类似于图3a中的凸起元件160,图3c中的脊延伸跨越第一区域108和第二区域106。此外,脊可以几乎垂直于第一区域108和第二区域106的纵向方向延伸。由于脊可以在脊之间形成类似于凹槽的凹陷区域,因此脊还可操作以允许湿气和其他小碎屑逸出针织部件130的第一表面105,这允许与球的更好接触表面。在一些方面,脊之间的凹槽或凹部的宽度和/或彼此的间距在或大约在1毫米至1厘米之间的范围内。注意,图3a至图3c中所描绘的凸起元件160仅仅是示例性图案,并且针织部件130的第一表面105可以热成型为具有平坦的、有光泽的、不平的或无光泽的纹理或图案,而不脱离本文所描述的技术的范围。
88.图4和图5a至图5b描绘了用于鞋类制品的针织部件的各方面,该鞋类制品具有与图1a至图1c中所示不同的第一区域和第二区域的交替图案。图4描绘了具有鞋底结构404和鞋面402的鞋类制品400。鞋底结构404的各方面可以具有关于图1a至图1b的鞋底结构104描述的大致相同的配置。附加地,鞋面 402的各方面可以具有关于图1a至图1b的鞋面102描述的大致相同的配置。这样,鞋面可以至少部分地由针织部件430形成,并且针织部件430的各方面可以具有与关于图1a至图1b的针织部件130描述的大致相同的配置,除了下面指出的。
89.针织部件430至少由具有不同材料组成和不同性质的第一纱线和第二纱线形成。针织部件430可以用上面结合图1a至图1b的部件130讨论的材料和技术形成。针织部件430的第一表面405可以形成鞋面的面向外的表面,并且具有由第一纱线形成的第一多个区域(第一区域408)和由第二纱线形成的第二多个区域(第二区域406)。
90.类似于图1a至图1b的第一区域108和第二区域106,第一区域408和第二区域406可以具有不同的摩擦系数。例如,第一区域408的湿摩擦系数和干摩擦系数可以大于第二区域406的湿摩擦系数和干摩擦系数。此外,第一区域408和第二区域406可以至少在鞋面402的内侧上以交替图案布置。具体地,第一区域408和第二区域406可以交替以形成同心形状的图案,诸如不规则形状的圆和/或椭圆。同心图案的中心区可以位于内侧中足区域414内。与图1a和图1b的针织部件130不同,在靠近中心区的同心形状中,第二区域406可以不具有比第一区域408大得多的宽度。相反,在中心区中形成第一区域408的同心圆或椭圆可以具有与在中心区中形成第二区域406的同心圆或椭圆的表面积类似的表面积。因此,内侧中足区域414上的同心图案的中心区可以提供比图1b的内侧中足区域114a上的同心图案的中心区更大的抓握力。
91.应当理解,第一区域408和第二区域406还可以在鞋面的外侧上形成交替图案,类似于关于图1a描述的图案。还应当理解,针织部件430的第一表面405上的第一区域408中的至少一些可以经受热成型,以产生类似于图2a和图2b中针对针织部分200描述的热成型网络。附加地,在一些方面,热成型的第一表面405可以被模制以包括在第一区域408和/或第二区域406内的凸起结构。这些凸起结构可以包括关于图3a至图3c描述的任何图案。
92.图5a和图5b描绘了根据本文中的一些方面的交替图案的另一配置。图5a和图5b描绘了具有鞋底结构504和鞋面502的鞋类制品500。鞋底结构504的各方面可以具有关于图1a至图1b的鞋底结构104 描述的大致相同的配置。附加地,鞋面502的各方面可以具有关于图
1a至图1b的鞋面102描述的大致相同的配置。这样,鞋面可以至少部分地由针织部件530形成,并且针织部件530的各方面可以具有与关于图1a至图1b的针织部件130描述的大致相同的配置、材料和/或特性,除了下面指出的。
93.针织部件530的第一表面505可以形成鞋面的面向外的表面(类似于图1a至图1b的第一表面105),并且具有由第一纱线形成的第一多个区域(第一区域508)和由第二纱线形成的第二多个区域(第二区域 506)。类似于图1a至图1b的第一区域108和第二区域106,第一区域508和第二区域506可以具有不同的摩擦系数。例如,第一区域508的湿摩擦系数和干摩擦系数可以大于第二区域506的湿摩擦系数和干摩擦系数。
94.此外,第一区域508和第二区域506可以以形成在鞋面502的内侧上的同心形状上的交替图案布置。具体地,第一区域508和第二区域506可以交替以在至少如图5b图示的内侧中足区段514中形成同心三角形形状的图案。在一些方面,同心三角形可以具有倒圆拐角或尖拐角。在一些方面,内侧中足区域514 内的同心图案可以嵌套在形成于针织部件530的其余部分上的锯齿形图案内,诸如在前足区域516、足跟区域518和外侧中足区域512(如图5a所示)中。
95.第一区域508和第二区域506的锯齿形图案可以位于鞋面502的外侧上。在该图案内,第一区域506 和第二区域508通常可以从针织部件530的底部边缘550朝向鞋面502的鞋喉区域526延伸。针织部件530 的底部边缘550的至少一部分可以与鞋面502接合鞋底结构454的咬合线552对齐。通过在外侧上交替第一区域508和第二区域506而形成的锯齿形条纹可以在外侧中足区域512以及前足区域516中延伸。此外,在针织部件530延伸到足跟区域518的方面,条纹还可以在足跟区域518中延伸。
96.锯齿形图案可以具有各种大小。在一些方面,锯齿形图案内的条纹可以大致彼此平行。此外,在一些方面,在内侧上具有锯齿形图案的至少一些条纹的至少一些点或角度可以与内侧中足区域514中的同心三角形的最外侧的一个的至少一个点或一个角度对齐,使得最外侧的三角形以锯齿形图案的条纹中的一个的角度嵌套。
97.附加地,在图5a和图5b描述的方面中,鞋面502包括形成鞋喉区域526的外部的纺织品部件556。该纺织品部件556可以充当外罩以覆盖系带和鞋眼(类似于图1a和图1b所示)。纺织品部件556可以是整体针织的,并且与具有第一区域508和第二区域506的针织部件530具有整体针织构造。替代地,纺织品部件可以与针织部件503分开形成,并且经由缝合、粘合等在一个或多个位置固定到针织部件530。
98.图6包括描绘制造针织部件(诸如以上描述的针织部件130、430和/或530)的示例方法600的流程图。方法600中提供的步骤仅仅是说明性的,并且方法600可以包括未图示的附加步骤。方法600的步骤中的至少一些被指示为在针织机器上执行,该针织机器可以是自动针织机器。这样,这些步骤中的一个或多个可以使用控制单元来执行和/或控制,该控制单元具有与针织机器通信地联接或集成到针织机器中的处理器或计算机器。在示例方面,用于执行方法600的步骤的针织机器是具有两个针床(前针床和后针床) 的v形床针织横机器,这两个针床相对于彼此成角度以形成v形床。然而,应当理解,这是一个实例,并且可以使用其他针织机器来形成针织部件或其一部分。类似地,在示例方面,方法600内的针织步骤可以是纬编针织工艺,但在替代方面,可以使用经编针织工艺。
99.在框602处,方法600包括用与第二纱线整体针织的第一纱线针织针织部件。如上
所描述的,第一纱线可以包括:第一包芯纱;以及第一涂层,该第一涂层包括聚合物组合物,该聚合物组合物包括至少部分地围绕第一包芯纱的一种或多种热塑性弹性体。在框602处的针织针织部件可以包括:针织第一纱线使得第一纱线在针织部件的第一表面上形成第一区域,以及针织第二纱线使得第二纱线在针织部件的第一表面上形成第二区域。为了形成第一区域,当第二纱线浮针在第一纱线的线圈后面和/或围绕第二(例如,后) 针床上的针形成线圈时,第一纱线可以围绕第一(即,前)针床上的针成圈。为了形成第二区域,当第一纱线浮针在第二纱线的线圈后面和/或在第二针床上形成围绕针的线圈时,第二纱线可以围绕第一针床上的针成圈。在框602处形成的第一区域和第二区域的示例方面可以是关于图1a至图5b描述的第一区域和第二区域中的任一个。附加地,方法600还可以包括:在第二针床上针织具有弹性纤维或弹性聚氨酯材料的第三纱线,使得第三纱线形成针织部件的第二(即,背面或面向内的)表面。
100.在框604处,方法600包括:热成型针织部件的至少第一区域,使得第一纱线的第一涂层流动并且占据第一纱线的线圈横列或第一包芯纱的线圈横列之间的空间的至少一部分。附加地或替代地,热成型可以允许第一涂层流动并且占据第一包芯纱和第二纱线的线圈横列之间的空间的至少一部分。热成型可以使涂层的聚合物组合物产生交织纱线的热成型网络,交织纱线包括第一包芯纱和围绕第一包芯纱的至少一部分并且占据热成型网络中的纱的至少一些部分之间的空间的第一聚合物组合物。热成型网络可以主要延伸穿过针织部件的第一表面上的第一区域,但应当理解,第二纱线的形成针织部件的第二区域的至少部分可以接触并至少部分地围绕熔化的和重固化的热塑性聚合物组合物,从而产生热成型网络。
101.此外,框604处的热成型步骤包括将热塑性聚合物组合物(即,第一纱线的涂层)的温度升高至使如本文所描述的热塑性聚合物组合物的至少一部分熔化和流动或变形的温度。此外,热成型工艺包括随后降低热塑性聚合物组合物的温度以将如本文所描述的回流的热塑性聚合物组合物固化成期望需的构造和/或形状,例如鞋类制品。
102.针织部件可以使用诸如板或两件式模具的模制表面热成型。针织部件可以在接触模制表面之前被加热,或者可以在接触模制表面的同时被加热。在某些方面,热塑性聚合物组合物的温度可以升高约10秒至约5分钟。在各方面,热塑性聚合物组合物的温度可以升高约30秒至约5分钟。在一个方面,热塑性聚合物组合物的温度可以升高约30秒至约3分钟。此外,在一些方面,热塑性聚合物组合物可以在经受冷却之前暴露于加热温度多次。
103.为了冷却,针织部件可以移动到温度降低的冷却区。冷却允许热塑性聚合物组合物在其回流的位置重固化,在该回流的位置处热塑性聚合物组合物占据第一纱线的线圈横列和/或第一包芯纱的线圈横列之间的空间的至少一部分。此外,可以将第一聚合物组合物(例如,包括包含热塑性弹性体的热塑性组合物的聚合物组合物)冷却以在其回流的位置中重固化,在该回流的位置处热塑性聚合物组合物占据第一包芯纱的线圈横列与第二纱线的线圈横列之间的空间的至少一部分。
104.此外,在一些方面,可以在施加热期间或之后施加压力。在某些方面,热成型使模具表面上的材料暴露于约50kpa至约300kpa的压力。在各方面,热成型使模具表面上的材料暴露于约50kpa至约250kpa 的压力。在一个方面,热成型使模具表面上的材料暴露于约100kpa至约300kpa的压力。
105.在方法600的一些方面,纹理化的模制表面可以用于在针织部件的第一表面上赋予三维纹理。例如,通过施加热并且可选地压力,纹理化的模制表面可以使熔化的热塑性聚合物组合物在第一表面中形成凸起元件。凸起元件可以是参考图3a至图3c描述的任何形式或图案。纹理化的模制表面可以用于热成型期间的第一次施加热或随后的施加热。
106.通过在热成型之前经由针织将第一纱线(具有包括热塑性聚合物的涂层)选择性地结合到针织部件的第一区域中,制造工艺可以是流线型的。具体地,它使得整个针织部件能够在热成型期间暴露,而不需要遮蔽或保护某些区域(即,第二区域),同时保持热成型网络的选择性布置,从而导致制造工艺更节省时间和能量。
107.在一些方面,方法600包括在框606处将针织部件形成为鞋面。针织部件可能已经针织成鞋面的形状,并且可以通过折叠一个或多个部分和/或接合一个或多个边缘以产生足部容纳空腔而形成鞋面。在一些方面,针织部件可以是较大的纺织品件,并且被切割成鞋面的形状或鞋面的部件(诸如外护套)的形状。在一些方面,框606包括通过缝合、粘合等将热成型的针织部件固定到一个或多个纺织品部件。
108.在一些方面,方法600可以包括将鞋面或另一个这种热成型的针织部件附接到鞋底结构的步骤,如框 608所示。附接可以经由将鞋面或针织部件和鞋底结构一起热成型来实现,和/或可以通过机械技术或本领域已知的其他附接技术来实现。
109.第一纱线的示例性质
110.如上所描述的,纺织品和成形部件可以包括单独或与其他材料(例如,不落在本文所描述的纤维、长丝和纱线下的第二纱线)结合的所描述的纱线(上文称为第一纱线)的选择性结合。在某些方面,本文所描述的纱线和/或纤维可以用于提供特定功能。例如,在某些方面,如本文所描述的纱线可以热成型以形成具有防水或耐水性质的膜。
111.在一个方面,本文所描述的诸如第一纱线的涂覆纱线具有约0.6千克至约0.9千克的施加力,或约0.7 千克至约0.9千克的施加力,或约0.8千克至约0.9千克的施加力,或大于0.9千克的施加力的断裂强度。
112.在一个方面,本文所描述的纱线由仅包括单一热塑性弹性体的纤维或长丝生产。在其他方面,纤维包括两种或更多种不同热塑性弹性体的共混物。
113.在一个方面,纱线是涂覆纱线,其中包芯纱包括第二聚合物组合物和设置在包芯纱上的涂覆层,该涂覆层包括第一聚合物组合物,其中第一聚合物组合物具有第一熔化温度。在一个方面,第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度高至少20℃、高至少50℃、高至少75℃或高至少100℃。在另一方面,第二聚合物组合物是具有第二熔化或变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度高约20℃、高约50℃、高约75℃或高约100℃。
114.在一个方面,第一聚合物组合物包括聚合物组分。在一个方面,第一聚合物组合物可以包括单一聚合物组分(例如,单一热塑性弹性体)。在其他方面,第一聚合物组合物可以包括两种或更多种聚合物组分 (例如,两种或更多种不同的热塑性弹性体)。
115.在一个方面,第二聚合物组合物是第一热固性组合物。在一个方面,第二聚合物组合物包括第二热固性组合物。包芯纱可以是在涂覆工艺期间在第一聚合物材料被挤出的温度下保持其强度的任何材料。包芯纱可以是天然纤维或再生纤维或长丝,或合成纤维或长
丝。在一个方面,包芯纱可以包括由棉、丝、羊毛、人造丝、尼龙、弹性纤维、聚酯、聚酰胺、聚氨酯或聚烯烃。在一个方面,包芯纱包括聚对苯二甲酸乙二醇酯(pet)。在一个方面,第二聚合物组合物具有大于200℃、大于220℃、大于240℃或在约200℃至约 300℃之间的范围内的变形温度。
116.在一个方面,包芯纱是短纤维纱、复丝纱或单丝纱。在一个方面,包芯纱是多捻的。在一个方面,包芯纱具有约100旦尼尔至约300旦尼尔,或约100旦尼尔至约250旦尼尔,或约100旦尼尔至约200旦尼尔,或约100旦尼尔至150旦尼尔,或约150旦尼尔至300旦尼尔,或约200旦尼尔至300旦尼尔,或约 250旦尼尔至300旦尼尔的线密度。在一个方面,包芯纱具有约60微米至200微米、约60微米至160微米、约60微米至120微米、约60微米至100微米、约100微米至200微米,或约140微米至200微米的厚度。
117.在一个方面,包芯纱是聚对苯二甲酸乙二醇酯,其具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔,或约150旦尼尔至160旦尼尔的厚度。在一个方面,包芯纱是聚对苯二甲酸乙二醇酯,其具有约20%至约30%、约22%至约30%、约24%至约30%、约20%至约28%,或约20%至约26%的伸长率。在一个方面,包芯纱是聚对苯二甲酸乙二醇酯,其具有约1克/旦尼尔至约10克/旦尼尔、约3克/ 旦尼尔至约10克/旦尼尔、约5克/旦尼尔至约10克/旦尼尔、约1克/旦尼尔至约7克/旦尼尔,或约1克/ 旦尼尔至约5克/旦尼尔的韧度。
118.在一个方面,可以通过将涂层(即,第一聚合物组合物)通过环形模具或孔口挤出到包芯纱上使得涂覆层轴向居中地围绕包芯纱来生产涂覆纱线。施加到包芯纱上的涂层的厚度可以取决于纱线的应用而变化。在一个方面,涂覆纱线用于生产针织纺织品。在一个方面,涂覆纱线具有至多1.00毫米,或至多约 0.75毫米,或至多约0.5毫米,或至多约0.25毫米,或至多约0.2毫米,或至多约0.1毫米的标称平均外径。在另一方面,涂层具有约0.1毫米至约1.00毫米,或约0.1毫米至约0.80毫米,或约0.1毫米至约0.60 毫米的标称平均外径。在另一方面,纱线上的涂层具有约50微米至约200微米,或约50微米至约150微米,或约50微米至约125微米的平均径向涂层厚度。
119.在一个方面,包芯纱具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔,或约150旦尼尔至160旦尼尔的厚度,并且涂层具有约0.10毫米至约0.50毫米,或约0.10毫米至约0.25毫米,或约 0.10毫米至约0.20毫米的标称平均外径。在一个方面,包芯纱是聚对苯二甲酸乙二醇酯,其具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔,或约150旦尼尔至约160旦尼尔的厚度,并且涂层具有约0.10毫米至约0.50毫米,或约0.10毫米至约0.25毫米,或约0.10毫米至约0.20毫米的标称平均外径。
120.在进一步的方面,涂覆纱线具有约0.2毫米至约0.6毫米,或约0.3毫米至约0.5毫米,或约0.4毫米至约0.6毫米的净总直径。在一些方面,包括但不限于矿物油或硅油的润滑油以约0.5重量%至约2重量%,或约0.5重量%至约1.5重量%,或约0.5重量%至约1重量%存在于纱线上。在一些方面,在形成纺织品的工艺之前或期间,将润滑组合物施加到涂覆纱线的表面。在一些方面,当热塑性组合物在存在润滑组合物的情况下回流和重固化时,热塑性组合物和润滑组合物是可混溶的。在回流和重固化之后,回流和固化的组合物可以包括润滑组合物。
121.在一个方面,包芯纱具有约8%至约30%、约10%至约30%、约15%至约30%、约
20%至约30%、约 10%至约25%或约10%至约20%的伸长率。在一个方面,包芯纱具有约1克/旦尼尔至约10克/旦尼尔、约 2克/旦尼尔至约8克/旦尼尔、约4克/旦尼尔至约8克/旦尼尔,或约2克/旦尼尔至约6克/旦尼尔的韧度。
122.在一个方面,当热成型时,第一涂层的聚合物组合物具有约100℃至约210℃,可选地约110℃至约 195℃,约120℃至约180℃,或约120℃至约170℃的熔化温度。在另一方面,第一聚合物组合物具有大于约120℃且小于约170℃,并且可选地大于约130℃且小于约160℃的熔化温度。
123.在进一步的方面,当熔化温度大于100℃时,如果制品短暂地遇到类似的温度,例如在运输或储存期间,则由第一聚合物组合物形成或结合有第一聚合物组合物的制品的完整性得以保持。在另一方面,当熔化温度大于100℃或大于120℃时,由第一聚合物组合物形成或结合有第一聚合物组合物的制品可以经过蒸汽处理而不使制品中包含的任何聚酯组分熔化或不可控地熔合,以用于诸如填充、带状表面或舒适特征以及用于舒适性和合身性特征的拉伸纱线的目的。
124.在一个方面,当熔化温度大于120℃时,结合有本文所公开的第一聚合物组合物或第二聚合物组合物的材料在热铺砌表面、球场表面、人造或天然足球场或类似的比赛台面、跑道或场地上使用期间不可能软化和/或变得发粘。在一个方面,第一聚合物组合物或第二聚合物组合物的熔化温度越高并且其熔化焓越大,结合有第一聚合物组合物或第二聚合物组合物或由第一聚合物组合物或第二聚合物组合物构造的鞋类制品或运动器材经受接触发热偏移、摩擦表面发热事件或环境发热偏移的能力越大。在一个方面,当制品接触热的地面、球场或草皮表面时可以产生这种热偏移,或者当制品接触诸如地面的另一表面、另一只鞋、球等时由于摩擦或磨损引起的摩擦热可以产生这种热偏移。
125.在另一方面,当熔化温度小于约210℃,或小于约200℃,或小于约190℃,或小于约180℃,或小于约175℃,但大于约120℃,或大于约110℃,或大于约103℃时,聚合物涂覆纱线可以被熔化以用于模制和/或热成型由其针织的纺织品的给定区的目的,以便在短时间段内赋予期望的设计和美学特征。
126.在一个方面,低于140℃的熔化温度防止或减轻染料从结合在鞋类或其他制品中的聚酯纱线迁移的风险。在进一步的方面,从包装染色的聚酯纱线或长丝的染料泳移是扩散限制的工艺,并且短期暴露于大于 140℃的温度(例如,在热成型工艺中)不会大范围地损坏、变色或以其他方式使鞋类或其他制品的外观不可接受。然而,在另一方面,如果聚合物涂层的熔化温度大于约210℃,则可能发生热损伤和染料迁移。
127.在一个方面,高熔融焓表示需要较长的加热时间以确保聚合物完全熔化并且将良好流动。在另一方面,低熔电焓需要较少的加热时间以确保完全熔化和良好的流动。
128.在进一步的方面,高冷却放热曲线指示从熔融到固体的快速转变。在另一方面,较高的重结晶温度指示聚合物能够在较高的温度下固化。在一个方面,高温固化有利于热成型。在一个方面,高于95℃的重结晶促进热成型之后的快速凝固,减少循环时间,减少冷却需求,并且改进鞋部件在组装和使用期间的稳定性。
129.在一个方面,本文所公开的涂层组合物的粘度影响涂层组合物的性质和处理。在进一步的方面,在低剪切速率(例如,小于1倒秒)下的高粘度指示流体阻力、位移和更像固体的行为。在另一方面,在较高剪切速率(例如,大于10倒秒)下的低粘度使其自身适于高速
挤出。在一个方面,随着粘度增加,充分地流动和变形以涂覆包芯纱基材的能力变得具有挑战性。在另一方面,表现出高剪切稀化指数(例如,其中在10或100倒数秒下的粘度低于在1倒数秒下的粘度)的材料可能难以挤出,并且如果以过高的速度涂覆或挤出,则熔体可能破裂。
130.在一个方面,形成第一区域的组合物具有约50至约90邵氏,可选地约55至约85邵氏a、约60至约80邵氏a、约60至约70邵氏a,或约67至约77邵氏a的硬度计邵氏a硬度。
131.在各个方面,当根据如下文所描述的冷罗斯挠曲试验在用于涂覆纱线的第一聚合物组合物的热成型饰板上试验时,用于涂覆纱线的第一聚合物组合物具有约120,000至约180,000,或约140,000至约160,000,或约130,000至约170,000的冷罗斯挠曲试验结果。
132.在一个方面,第一纱线或第一区域的聚合物组合物或涂层具有以上提供的两种或更多种第一性质,或可选地三种或更多种、四种或更多种、五种或更多种、六种或更多种、七种或更多种,或所有十种第一性质。
133.除了第一性质之外,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物具有一种或多种第二性质。在一个方面,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物具有小于50℃,可选地小于30℃、小于0℃、小于-10℃、小于-20℃或小于-30℃的玻璃化转变温度。在一个方面,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物具有大于7兆帕,可选地大于8兆帕的断裂应力,如使用模量、韧度和伸长率试验在25℃下测定的。在一个方面,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物在300%模量下具有大于2兆帕,可选地大于2.5兆帕,或大于3兆帕的拉伸应力,如使用模量、韧度和伸长率试验在25℃下测定的。在一个方面,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物具有大于400%,可选地大于450%,可选地大于500%,或大于550%的断裂伸长率,如使用模量、韧度和伸长率试验在25℃下测定的。在另一方面,当热成型时,第一纱线或第一区域的第一涂层或聚合物组合物具有两种或更多种第二性质,或可选地三种或更多种,或所有四种第二性质。
134.在某些方面,本文所描述的膜、纤维和纱线可以表现出大于1克/旦尼尔的韧度。在一个方面,本文所描述的膜、纤维和纱线可以表现出约1克/旦尼尔至约5克/旦尼尔的韧度。在一个或多个方面,本文所描述的膜、纤维和纱线可以表现出约1.5克/旦尼尔至约4.5克/旦尼尔的韧度。在一个方面,本文所描述的膜、纤维和纱线可以表现出约2克/旦尼尔至约4.5克/旦尼尔的韧度。如本文所用,“韧度”是指纤维或纱线的性质,并且使用如下所描述的相应试验方法和取样程序测定。具体地,纱线样品的韧度和伸长率根据en iso 2062中详述的试验方法测定,其中将预载荷设置为5克。在断裂前施加的最大拉伸力值下记录伸长率。韧度可以计算为使样本断裂所需的载荷与样本的线密度的比率。
135.在某些方面,可能期望使用适合于商用针织设备的纱线。纱线在50℃下的自立式收缩是可以预测用于商用针织机器上的合适纱线的一种性质。在某些方面,本文所描述的膜、纤维、长丝和纱线在从20℃加热至70℃时可以表现出小于15%的自立式收缩率。在各个方面,本文所描述的膜、纤维和纱线在从20℃加热至70℃时可以表现出约0%至约60%、约0%至约30%,或约0%至约15%的自立式收缩率。如本文所用的术语“自立式收缩率”是指纱线的性质和如下所描述的相应试验方法:
136.纱线收缩试验。纱线的自立式收缩率可以通过以下方法测定。根据以下所描述的
纱线取样程序制备纱线样品,并且在大约室温(例如,20℃)下以最小张力将其切割成约30毫米的长度。将切割的样品置于 50℃或70℃的烘箱中90秒。将样品从烘箱中取出并测量。使用样品的烘箱前测量值和烘箱后测量值,通过将烘箱后测量值除以烘箱前测量值并乘以100来计算收缩百分比。
137.纱线取样程序。待测试的纱线在试验之前在室温(20℃至24℃)下储存24小时。丢弃前3米的材料。在大约室温(例如,20℃)下以最小张力将样品纱线切割成大约30毫米的长度。
138.在一个或多个方面,纱线在70℃下的自立式收缩可以是纱线暴露于某些环境条件而纱线的物理结构没有任何实质变化的能力的有用指示。在某些方面,包括低处理温度聚合物组合物的纱线在从20℃加热至 70℃时可以表现出约0%至约60%的自立式收缩率。在一个或多个方面,包括低处理温度聚合物组合物的纱线在从20℃加热至70℃时可以表现出约0%至约30%的自立式收缩率。在一个方面,包括低处理温度聚合物组合物的纱线在从20℃加热至70℃时可以表现出约0%至约20%的自立式收缩率。
139.如上所描述的,在某些方面,如本文所描述的第一聚合物组合物和第二聚合物组合物具有不同的性质。在各个方面,这些不同的性质允许如本文所描述的涂覆纤维在热成型工艺期间熔化和流动,并且随后冷却和固化成与热成型工艺之前的结构不同的结构(例如,从纱线热成型成熔化的纱线组分),而当在低于未涂覆纤维的熔化温度的温度下进行热成型工艺时,未涂覆纤维在此类工艺期间不能变形或熔化并且可以维持其结构(例如,作为纱线)。在这些方面,在热成型工艺期间由本文所描述的涂覆纤维形成的熔化的纱线组分可以整体连接到未改变的结构(例如,纱线或纤维),该未改变的结构可以提供三维结构和/或针对穿着制品上的特定点的其他性质。
140.示例热塑性弹性体
141.在各个方面,用于本文所描述的第一纱线的涂层的聚合物组合物包括一种或多种热塑性弹性体。在一个方面,“弹性体”定义为使用astm d-412-98在25℃下测定的断裂伸长率大于400%的材料。在另一方面,弹性体形成饰板,其中饰板具有10至35千克力(kgf),或约10至约25千克力,或约10至约20千克力,或约15至约35千克力,或约20至约30千克力的断裂强度。在另一方面,如果针对横截面积进行调节,则拉伸断裂强度或极限强度大于70千克
·
力每平方厘米(kgf/cm2),或大于80kgf/cm2。在另一方面,弹性体饰板具有450%至800%,或500%至800%,或500%至750%,或600%至750%,或450%至 700%的断裂应变。在又一方面,弹性体饰板在100%应变下具有3至8千克力/毫米,或约3至约7千克力 /毫米,约3.5至约6.5千克力/毫米,或约4至约5千克力/毫米的载荷。在一个方面,弹性体饰板具有850 千克
·
毫米至2200千克
·
毫米,或约850千克
·
毫米至约2000千克
·
毫米,或约900千克
·
毫米至约1750千克
·
毫米,或约1000千克
·
毫米至约1500千克
·
毫米,或约1500千克
·
毫米至约2000千克
·
毫米的刚度。在一个方面,弹性体饰板具有约35至约155,或约50至约150,或约50至约100,或约50至约75,或约60至约155,或约80至约150的硬挺度。在又一方面,弹性体饰板具有约35至约80,或约35至约75,或约40至约60,或约45至约50的撕裂强度。
142.在各方面,示例性热塑性弹性体包括均聚物和共聚物。术语“聚合物”是指具有一种或多种单体种类的聚合分子,并且包括均聚物和共聚物。术语“共聚物”是指具有两种或
更多种单体种类的聚合物,并且包括三元共聚物(即,具有三种单体种类的共聚物)。在某些方面,热塑性弹性体是无规共聚物。在一个方面,热塑性弹性体是嵌段共聚物。例如,热塑性弹性体可以是嵌段共聚物,该嵌段共聚物具有相同化学结构的聚合单元的重复嵌段(链段)(相对较硬(硬链段))和聚合链段的重复嵌段(相对较软(软链段))。在各个方面,在嵌段共聚物(包括具有重复硬链段和软链段的嵌段共聚物)中,物理交联可以存在于嵌段内或嵌段之间,或者嵌段内和嵌段之间。硬链段的具体实例包括异氰酸酯链段和聚酰胺链段。软链段的具体实例包括聚醚链段和聚酯链段。如本文所用,聚合物链段可以是特定类型的聚合链段,诸如例如异氰酸酯链段、聚酰胺链段、聚醚链段、聚酯链段等。应理解,链段的化学结构由所描述的化学结构得出。例如,异氰酸酯链段是包括异氰酸酯官能团的聚合单元。当提及特定化学结构的聚合链段的嵌段时,该嵌段可以包含至多10mol%的其他化学结构的链段。例如,如本文所用,聚醚链段应理解为包括至多10摩尔%的非聚醚链段。
143.在一个方面,第一聚合物组合物包括由聚合物组合物中存在的所有聚合物组成的聚合物组分;可选地,其中,并且该聚合物组分包括两种或更多种聚合物,其中两种或更多种聚合物在这两种或更多种聚合物中的每一种的单独链段的化学结构方面,或在这两种或更多种聚合物中的每一种的分子量方面,或在这两方面彼此不同。
144.在各个方面,热塑性弹性体可以包括热塑性共聚酯弹性体、热塑性聚醚嵌段酰胺弹性体、热塑性聚氨酯弹性体、基于聚烯烃的共聚物弹性体、热塑性苯乙烯共聚物弹性体、热塑性离聚物弹性体或它们的任何组合中的一种或多种。在一个方面,第一聚合物组合物包括热塑性弹性体苯乙烯共聚物。在进一步的方面,热塑性弹性体苯乙烯共聚物可以是苯乙烯丁二烯苯乙烯(sbs)嵌段共聚物、苯乙烯乙烯/丁烯苯乙烯 (sebs)树脂、苯乙烯丙烯腈(san)树脂,或它们的任意组合。在一个方面,聚合物组合物包括热塑性弹性体聚酯聚氨酯、热塑性聚醚聚氨酯,或它们的任何组合。在一些方面,热塑性弹性体聚酯聚氨酯可以是芳族聚酯、脂族组合物或它们的组合。应当理解,还可以设想将下文未具体描述的其他热塑性聚合物材料用于如本文所描述的涂覆纤维和/或未涂覆纤维。在一个方面,聚合物组合物包括具有大于约110℃且小于约170℃的熔化温度的热塑性弹性体。在另一方面,包括热塑性弹性体的聚合物组合物具有约110℃至约170℃、约115℃至约160℃、约120℃至约150℃、约125℃至约140℃、约110℃至约150℃,或约 110℃至约125℃的熔化温度。
145.在各个方面,当根据如下所描述的astm d3418-97测定时,热塑性弹性体具有小于50℃的玻璃化转变温度(tg)。在一些方面,当根据如下文所描述的astm d3418-97测定时,热塑性弹性体具有约-60℃至约50℃、约-25℃至约40℃、约-20℃至约30℃、约-20℃至约20℃,或约-10℃至约10℃的玻璃化转变温度(tg)。在一个方面,将热塑性弹性体的玻璃化转变温度选择成使得包括本文所公开的涂覆纱线的制品,其中涂覆纱线包括包含热塑性弹性体的涂覆材料,热塑性材料在被结合鞋类制品中时在正常穿着期间高于其玻璃化转变温度(即,更具橡胶性且较不易碎)。
146.在一个方面,热塑性弹性体包括:(a)多个第一链段;(b)多个第二链段;并且可选地,(c)多个第三链段。在各个方面,热塑性弹性体是嵌段共聚物。在一些方面,热塑性弹性体是多嵌段共聚物。在进一步的方面,热塑性弹性体是无规共聚物。在更进一步的方面,热塑性弹性体是缩合共聚物。
147.在进一步的方面,热塑性弹性体具有约50,000道尔顿至约1,000,000道尔顿、约
50,000道尔顿至约 500,000道尔顿、约75,000道尔顿至约300,000道尔顿、约100,000道尔顿至约200,000道尔顿的重均分子量。
148.在进一步的方面,热塑性弹性体基于第一链段和第二链段中的每一个的重量具有约1:1至约1:2的第一链段与第二链段的比率;或者基于第一链段和第二链段中的每一个的重量具有约1:1至约1:1.5的第一链段与第二链段的比率。
149.在进一步的方面,热塑性弹性体基于第一链段和第三链段中的每一个的重量具有约1:1至约1:5的第一链段与第三链段的比率;基于第一链段和第三链段中的每一个的重量具有约1:1至约1:3的第一链段与第三链段的比率;基于第一链段和第三链段中的每一个的重量具有约1:1至约1:2的第一链段与第三链段的比率;基于第一链段和第三链段中的每一个的重量具有约1:1至约1:3的第一链段与第三链段的比率。
150.在进一步的方面,热塑性弹性体具有衍生自第一组分的第一链段,该第一组分具有约250道尔顿至约 6000道尔顿、约400道尔顿至约6,000道尔顿、约350道尔顿至约5,000道尔顿,或约500道尔顿至约3,000 道尔顿的数均分子量。
151.在一些方面,热塑性弹性体包括相分离结构域。例如,多个第一链段可以相分离成主要包括第一链段的结构域。此外,衍生自具有不同化学结构的链段的多个第二链段可相分离成主要包括第二链段的结构域。在一些方面,第一链段可以包括硬链段,并且第二链段可以包括软链段。在其他方面,热塑性弹性体可以包括包含多个第一共聚酯单元的相分离结构域。
152.在一个方面,在热成型之前,聚合物组合物具有约20℃至约-60℃的玻璃化转变温度玻璃化转变温度。在一个方面,在热成型之前,聚合物组合物具有如通过astm d3389测定的约10毫克至约40毫克的泰伯耐磨性。在一个方面,在热成型之前,聚合物组合物具有如通过astm d2240测定的约60至约90的硬度计硬度(邵氏a)。在一个方面,在热成型之前,聚合物组合物具有如通过astm d792测定的约0.80g/cm3至约1.30g/cm3的比重。在一个方面,在热成型之前,当使用2.16千克的试验重量时,聚合物组合物在160℃下具有约2克/10分钟至约50克/10分钟的熔体流动指数。在一个方面,在热成型之前,当使用10千克的试验重量时,聚合物组合物在190℃或200℃下具有大于约2克/10分钟的熔体流动速率。在一个方面,在热成型之前,聚合物组合物具有约1兆帕至约500兆帕的模量。
153.示例热塑性聚氨酯弹性体
154.在某些方面,如在本文的一些方面中用于第一纱线的涂覆的热塑性弹性体是热塑性聚氨酯(tpu)弹性体。热塑性聚氨酯弹性体可以是热塑性嵌段聚氨酯共聚物。热塑性聚氨酯共聚物可以是包含硬链段和软链段的共聚物,包括硬链段的嵌段和软链段的嵌段。硬链段可以包括异氰酸酯链段或由异氰酸酯链段组成。在相同或替代方面,软链段可以包括聚醚链段,或聚酯链段,或聚醚链段和聚酯链段的组合或由其组成。在一个方面,热塑性材料或热塑性材料的聚合物组分可以包括弹性体热塑性聚氨酯硬链段和软链段或基本上由弹性体热塑性聚氨酯硬链段和软链段组成,诸如具有硬链段的重复嵌段和软链段的重复嵌段的弹性体热塑性聚氨酯。
155.在各方面,热塑性聚氨酯弹性体中的一种或多种可以通过使一种或多种异氰酸酯与一种或多种多元醇聚合以产生具有如以下式1中所图示的氨基甲酸酯键(—n(co)o—)的共聚物链来产生,其中异氰酸酯各自优选地每分子包括两个或更多个异氰酸酯(-nco)基
团,如每分子2个、3个或4个异氰酸酯基团(尽管也可以可选地包括单官能异氰酸酯,例如作为链终止单元)。
[0156][0157]
在这些方面,每个r1和r2独立地是脂族链段或芳族链段。可选地,每个r2可以是亲水链段。
[0158]
除非另有说明,本文所描述的任何官能团或化合物可以是取代的或未取代的。“取代的”基团或化合物,诸如烷基、烯基、炔基、环烷基、环烯基、芳基、杂芳基、烷氧基、酯、醚或羧酸酯是指烷基、烯基、炔基、环烷基、环烯基、芳基、杂芳基、烷氧基、酯、醚或羧酸酯基团,具有至少一个被非氢自由基(即取代基)取代的氢自由基。非氢基团(或取代基)的实例包括但不限于烷基、环烷基、烯基、环烯基、炔基、醚、芳基、杂芳基、杂环烷基、羟基、氧基(或氧代)、烷氧基、酯、硫酯、酰基、羧基、氰基、硝基、氨基、酰氨基、硫和卤素。当取代烷基包括多于一个非氢自由基时,取代基可以结合至相同的碳或两个或更多个不同的碳原子。
[0159]
附加地,异氰酸酯还可以用一种或多种扩链剂扩链以桥接两种或更多种异氰酸酯。这可产生如下式2 所示的聚氨酯共聚物链,其中r3包括扩链剂。与每个r1和r3一样,每个r3独立地是脂族链段或芳族链段。
[0160][0161]
基于所使用的特定异氰酸酯,式1和式2中的每个链段r1或第一链段可以独立地包括直链或支链c
3-30
链段,并且可以是脂族、芳族或包括脂族部分和芳族部分的组合。术语“脂族”是指不包括具有离域π电子的环状共轭环系的饱和有机分子或不饱和有机分子。相比之下,术语“芳族”是指具有离域π电子的环状共轭环系,其表现出比具有定域π电子的假设环系更大的稳定性。
[0162]
基于反应物单体的总重量,每个链段r1可以以5重量%至85重量%、5重量%至70重量%,或10重量%至50重量%的量存在。
[0163]
在脂族方面(来自脂族异氰酸酯),每个链段r1可以包括直链脂族基团、支链脂族基团、脂环族基团或它们的组合。例如,每个链段r1可以包括直链或支链c
3-20
亚烷基链段(例如,c
4-15
亚烷基或c
6-10
亚烷基)、一个或多个c
3-8
亚环烷基链段(例如,环丙基、环丁基、环戊基、环己基、环庚基或环辛基)以及它们的组合。
[0164]
用于制备聚氨酯共聚物链的合适的脂族二异氰酸酯的实例包括六亚甲基二异氰酸酯(hdi)、异佛尔酮二异氰酸酯(ipdi)、丁基二异氰酸酯(bdi)、二环己基甲烷二异氰酸酯(hmdi)、2,2,4-三甲基六亚甲基二异氰酸酯(tmdi)、二异氰酸根合甲基环己烷、二异氰酸根合甲基三环癸烷、降冰片烷二异氰酸酯(ndi)、环己烷二异氰酸酯(chdi)、4,4
’‑
二环己基甲烷二异氰酸酯(h12mdi)、二异氰酸根合十二烷、赖氨酸二异氰酸酯以及它们的组合。
[0165]
在芳族方面(来自芳族异氰酸酯)、每个链段r1可以包括一个或多个芳族基团,诸如苯基、萘基、四氢萘基、菲基、亚联苯基、茚满基、茚基、蒽基和芴基。除非另有说明,否则芳族基团可以是未取代的芳族基团或取代的芳族基团,并且还可以包括杂芳族基团。“杂芳族”是指单环或多环(例如,稠合双环和稠合三环)芳族环系,其中一至四个环原子选自氧、氮或硫,并且其余环原子是碳,并且其中该环系通过任何环原子连接至分子的其余部分。合适的杂芳基的实例包括吡啶基、吡嗪基、嘧啶基、吡咯基、吡唑基、咪唑基、噻唑基、四唑基、噁唑基、异噁唑基、噻二唑基、噁二唑基、呋喃基、喹啉基、异喹啉基、苯并噁唑基、苯并咪唑基和苯并噻唑基。
[0166]
用于制备聚氨酯共聚物链的合适的芳族二异氰酸酯的实例包括甲苯二异氰酸酯(tdi)、与三羟甲基丙烷(tmp)的tdi加合物、亚甲基二苯基二异氰酸酯(mdi)、二甲苯二异氰酸酯(xdi)、四甲基苯二甲基二异氰酸酯(tmxdi)、氢化二甲苯二异氰酸酯(hxdi)、1,5-萘二异氰酸酯(n di)、1,5-四氢化萘二异氰酸酯、对亚苯基二异氰酸酯(ppdi)、3,3'-二甲基二苯基-4,4'-二异氰酸酯(dddi)、4,4'-二苄基二异氰酸酯(dbdi)、4-氯-1,3-亚苯基二异氰酸酯以及它们的组合。在一些方面,共聚物链基本上不含芳族基团。
[0167]
在特定方面,聚氨酯共聚物链由包括hmdi、tdi、mdi、h12脂族化合物以及它们的组合的二异氰酸酯制备。例如,本公开的如本文所描述的涂覆纤维可以包括由二异氰酸酯(包括hmdi、tdi、mdi、 h
12
脂族化合物以及它们的组合)制备的一个或多个聚氨酯共聚物链。
[0168]
在某些方面,可以根据本公开使用交联聚氨酯链(例如,保留热塑性性质的部分交联聚氨酯共聚物) 或可以交联聚氨酯链。可以使用多官能异氰酸酯制备交联的或可交联聚氨酯共聚物链。用于制备聚氨酯共聚物链的合适的三异氰酸酯的实例包括tdi、hdi和ipdi与三羟甲基丙烷(tmp)的加合物、脲二酮(即二聚异氰酸酯)、聚合mdi以及它们的组合。
[0169]
基于所使用的特定扩链剂多元醇,式2中的链段r3可以包括直链或支链c
2-c
10
链段,并且可以是例如脂族、芳族或聚醚。用于制备聚氨酯共聚物链的合适扩链剂多元醇的实例包括乙二醇、乙二醇的低级低聚物(例如,二甘醇、三甘醇和四甘醇)、1,2-丙二醇、1,3-丙二醇、丙二醇的低级低聚物(例如,二丙二醇、三丙二醇和四丙二醇)、1,4-丁二醇、2,3-丁二醇、1,6-己二醇、1,8-辛二醇、新戊二醇、1,4-环己烷二甲醇、2-乙基-1,6-己二醇、1-甲基-1,3-丙二醇、2-甲基-1,3-丙二醇、二羟基烷基化的芳族化合物(例如,对苯二酚和间苯二酚的双(2-羟乙基)醚、二甲苯-a,a-二醇、二甲苯-a,a-二醇的双(2-羟乙基)醚以及它们的组合。
[0170]
式1和2中的链段r2可以包括聚醚基团、聚酯基团、聚碳酸酯基团、脂族基团或芳族
基团。基于反应物单体的总重量,每个链段r2可以以5重量%至85重量%、5重量%至70重量%,或10重量%至50 重量%的量存在。
[0171]
可选地,在一些实例中,热塑性聚氨酯弹性体是具有相对高的亲水性程度的热塑性聚氨酯。例如,热塑性聚氨酯可以是热塑性聚醚聚氨酯,其中,式1和式2中的链段r2包括聚醚基团、聚酯基团、聚碳酸酯基团、脂族基团或芳族基团,其中脂族基团或芳族基团被一个或多个具有相对较大亲水性程度的侧基 (即,相对“亲水”基团)取代。相对“亲水”基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮(pvp))、氨基、羧酸根、磺酸根、磷酸根、铵(例如,叔铵和季铵)、两性离子(例如,诸如聚(羧基甜菜碱(pcb)的甜菜碱和诸如磷脂酰胆碱的膦酸铵)以及它们的组合。在这样的实例中,r2的这种相对亲水的基团或链段可以形成聚氨酯主链的部分,或者可以作为侧基接枝到聚氨酯主链上。在一些实例中,侧链亲水基团或链段可以通过连接基键合至脂族基团或芳族基团。基于反应物单体的总重量,每个链段r2可以以5重量%至85重量%、5重量%至70重量%,或10重量%至50重量%的量存在。
[0172]
在一些实例中,热塑性聚氨酯弹性体的至少一个r2链段包括聚醚链段(即,具有一个或多个醚基团的链段)。合适的聚醚包括但不限于聚环氧乙烷(peo)、聚环氧丙烷(ppo)、聚四氢呋喃(pthf)、聚四亚甲基氧化物(p tmo)以及它们的组合。如本文所用的术语“烷基”是指包含1至30个碳原子,例如1 至20个碳原子或1至10个碳原子的直链饱和烃基和支链饱和烃基。术语“c
n”是指具有“n”个碳原子的烷基。例如,c4烷基是指具有4个碳原子的烷基。c
1-7
烷基是指具有涵盖整个范围(即,1至7个碳原子)以及所有亚组(例如,1-6、2-7、1-5、3-6、1、2、3、4、5、6和7个碳原子)的碳原子数的烷基。烷基的非限制性实例包括甲基、乙基、正丙基、异丙基、正丁基、仲丁基(2-甲基丙基)、叔丁基(1,1-二甲基乙基)、3,3-二甲基戊基和2-乙基己基。除非另有说明,烷基可以是未取代的烷基或取代的烷基。
[0173]
在热塑性聚氨酯弹性体的一些实例中,至少一个r2链段包括聚酯链段。聚酯链段可以衍生自一种或多种二元醇(例如,乙二醇、1,3-丙二醇、1,2-丙二醇、1,4-丁二醇、1,3-丁二醇、2-甲基戊二醇-1,5-二甘醇、 1,5-戊二醇、1,5-己二醇、1,2-十二烷二醇、环己二甲醇以及它们的组合)与一种或多种二羧酸(例如,己二酸、琥珀酸、癸二酸、辛二酸、甲基己二酸、戊二酸、庚二酸、壬二酸、硫代二丙酸和柠康酸以及它们的组合)的聚酯化。聚酯还可以衍生自聚碳酸酯预聚物,诸如聚(六亚甲基碳酸酯)二醇、聚(碳酸丙烯酯)二醇、聚(四亚甲基碳酸酯)二醇和聚(九亚甲基碳酸酯)二醇。合适的聚酯可以包括例如聚己二酸乙二醇酯(pea)、聚(1,4-丁烯己二酸酯)、聚(己二酸丁二醇酯)、聚(己二酸己二酯)、聚已酸内酯、聚六亚甲基碳酸酯、聚(碳酸丙烯酯)、聚(四亚甲基碳酸酯)、聚(九亚甲基碳酸酯)以及它们的组合。
[0174]
在热塑性聚氨酯弹性体的各个方面,至少一个r2链段包括聚碳酸酯链段。聚碳酸酯链段可以衍生自一种或多种二元醇(例如,乙二醇、1,3-丙二醇、1,2-丙二醇、1,4-丁二醇、1,3-丁二醇、3-甲基-1,5-戊二醇、二甘醇、1,5-戊二醇、1,5-己二醇、1,2-十二烷二醇、环己烷二甲醇以及它们的组合)与碳酸亚乙酯的反应。
[0175]
在热塑性聚氨酯弹性体的各个实例中,至少一个r2链段可以包括被具有相对较大亲水性程度的一个或多个基团(即,相对“亲水性”基团)取代的脂族基团。一个或多个相对亲水的基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮)、
氨基、羧酸根、磺酸根、磷酸根、铵(例如,叔铵和季铵)、两性离子(例如,诸如聚(羧基甜菜碱(pcb)的甜菜碱和诸如磷脂酰胆碱的膦酸铵) 以及它们的组合。在一些实例中,脂族基团是直链的,并且可包括例如c1-c20亚烷基链或c1-c20亚烯基链(例如,亚甲基、亚乙基、亚丙基、亚丁基、亚戊基、亚己基、亚庚基、亚辛基、亚壬基、亚癸基、亚十一烷基、亚十二烷基、亚十三烷基、亚乙烯基、亚丙烯基、亚丁烯基、亚戊烯基、亚己烯基、亚庚烯基、亚辛烯基、亚壬烯基、亚癸烯基、亚十一烯基、亚十二烯基、亚十三烯基)。术语“亚烷基”是指二价烃基。该术语是指具有“n”个碳原子的亚烷基基团。例如,c
1-6
亚烷基是指具有例如1个、2个、3个、4 个、5个或6个碳原子的亚烷基基团。术语“亚烯基”是指具有至少一个双键的二价烃基。
[0176]
在一些情况下,至少一个r2链段包括被一个或多个相对亲水的基团取代的芳族基团。一个或多个亲水基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮)、氨基、羧酸根、磺酸根、磷酸根、铵(例如,叔铵和季铵)、两性离子(例如,诸如聚(羧基甜菜碱(pcb)的甜菜碱和诸如磷脂酰胆碱的膦酸铵基团)以及它们的组合。合适的芳族基团包括但不限于苯基、萘基、四氢萘基、菲基、亚联苯基、茚满基、茚基、蒽基、芴基吡啶基、吡嗪基、嘧啶基、吡咯基、吡唑基、咪唑基、噻唑基、四唑基、噁唑基、异噁唑基、噻二唑基、噁二唑基、呋喃基、喹啉基、异喹啉基、苯并噁唑基、苯并咪唑基和苯并噻唑基,以及它们的组合。
[0177]
在各个方面,脂族基团和芳族基团可以被一个或多个相对亲水的侧基和/或带电荷的侧基取代。在一些方面,侧链亲水基团包括一个或多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)羟基。在各个方面,侧链亲水基团包括一个或多个(例如,2个、3个、4个、5个、6个、7个、8 个、9个、10个或更多个)氨基。在一些情况下,侧链亲水基团包括一个或多个(例如,2个、3个、4个、 5个、6个、7个、8个、9个、10个或更多个)羧酸基。例如,脂族基团可以包括一个或多个聚丙烯酸基团。在一些情况下,侧链亲水基团包括一个或多个(例如,2个、3个、4个、5个、6个、7个、8个、9 个、10个或更多个)磺酸基。在一些情况下,侧链亲水基团包括一个或多个(例如,2个、3个、4个、5 个、6个、7个、8个、9个、10个或更多个)磷酸基。在一些实例中,侧链亲水基团包括一个或多个铵基团(例如,叔铵和/或季铵)。在其他实例中,侧链亲水基团包括一个或多个两性离子基团(例如,诸如聚 (羧基甜菜碱(pcb)的甜菜碱和诸如磷脂酰胆碱基团的膦酸铵基)。
[0178]
在一些方面,r2链段可以包括带电基团,其能够结合至抗衡离子以离子交联热塑性弹性体并形成离聚物。在这些方面,例如,r2是具有侧链氨基、羧酸根、磺酸根、磷酸根、铵基或两性离子基团或它们的组合的脂族基团或芳族基团。
[0179]
在存在侧链亲水基团的各种情况下,侧链“亲水”基团是至少一个聚醚基团,诸如两个聚醚基团。在其他情况下,侧链亲水基团是至少一个聚酯。在各种情况下,侧链亲水基团是聚内酯基团(例如,聚乙烯吡咯烷酮)。侧链亲水基团的每个碳原子可以可选地被例如c
1-6
烷基取代。在这些方面的一些中,脂族基团和芳族基团可以是接枝聚合物基团,其中侧基是均聚基团(例如,聚醚基团、聚酯基团、聚乙烯吡咯烷酮基团)。
[0180]
在一些方面,侧链亲水基团是聚醚基团(例如,聚环氧乙烷基团、聚乙二醇基团)、聚乙烯吡咯烷酮基团、聚丙烯酸基团或它们的组合。
[0181]
如本文所描述,热塑性聚氨酯弹性体可以通过例如聚合物(硬链段)上的尿烷或氨基甲酸酯基团之间的非极性或极性相互作用而物理交联。在这些方面,式1中的组分r1以及
式2中的组分r1和r3形成聚合物的通常称为“硬链段”的部分,并且组分r2形成聚合物的通常称为“软链段”的部分。在这些方面,软链段可以共价键合至硬链段。在一些实例中,具有物理地交联的硬链段和软链段的热塑性聚氨酯弹性体可以是亲水热塑性聚氨酯弹性体(即,如本文所公开的包括亲水基团的热塑性聚氨酯弹性体)。
[0182]
在一个方面,在热成型之前,热塑性聚氨酯弹性体是具有以下性质的芳族聚酯热塑性弹性体聚氨酯或脂族聚酯热塑性弹性体聚氨酯:(1)约20℃至约-60℃的玻璃化转变温度玻璃化转变温度;(2)如通过astmd3389测定的约10毫克至约40毫克的泰伯耐磨性;(3)如通过astmd2240测定的约60至约90的硬度计硬度(邵氏a);(4)通过astmd792测定的约0.80g/cm3至约1.30g/cm3的比重;(5)使用2.16千克的试验重量,在160℃下约2克/10分钟至约50克/10分钟的熔体流动指数;(6)当使用10千克的试验重量时,在190℃或200℃下大于约2克/10分钟的熔体流动速率;以及(7)约1兆帕至约500兆帕的模量。
[0183]
适用于本发明的具有更大亲水性的可商购热塑性聚氨酯弹性体包括但不限于商品名为“tecophilic”的那些,诸如tg-500、tg-2000、sp-80a-150、sp-93a-100、sp-60d60(伊利诺斯州countryside市路博润(lubrizol)公司)、“estane”(例如,58238,t470a;伊利诺斯州countryside市路博润)和“elastollan”(例如,9339,1370a;basf)。
[0184]
在各个方面,热塑性聚氨酯弹性体可以部分地共价交联,如本文先前所描述。
[0185]
示例热塑性苯乙烯共聚物弹性体
[0186]
在某些方面,热塑性弹性体是热塑性弹性体苯乙烯共聚物。这些共聚物的实例包括但不限于苯乙烯丁二烯苯乙烯(sbs)嵌段共聚物、苯乙烯乙烯/丁烯苯乙烯(sebs)树脂、聚缩醛树脂(pom)、苯乙烯丙烯腈树脂(san)或它们的共混物、合金或复合物。示例性可商购热塑性弹性体苯乙烯共聚物包括是苯乙烯乙烯/丁烯苯乙烯(sebs)树脂的monoprenein5074、sp066070和sp16975(美国罗得岛州波塔基特市teknorapex公司)。在一些方面,共混物、合金和化合物应当是熔体相容的或可以与添加剂、油或接枝的化学部分相容,以便实现可混性。
[0187]
在一个方面,热塑性弹性体苯乙烯共聚物包括至少一个如下式3所示的嵌段:
[0188][0189]
在另一方面,热塑性弹性体苯乙烯共聚物可以是包括第一聚苯乙烯嵌段(式4的嵌段m)、聚丁二烯嵌段(式4的嵌段o)和第二聚苯乙烯嵌段(式4的嵌段p)sbs嵌段共聚物,其中该sbs嵌段共聚物具有以下式4所示的结构通式:
[0190][0191]
在另一方面,热塑性弹性体苯乙烯共聚物可以是包括第一聚苯乙烯嵌段(式5的嵌段x)、聚烯烃嵌段(式5的嵌段y)的sebs嵌段共聚物,其中该聚烯烃嵌段包括交替的聚乙烯嵌段(式5的嵌段v)和聚丁烯嵌段(式4的嵌段w),以及第二聚苯乙烯嵌段(式5的嵌段z),如在以下式5中所见:
[0192][0193]
在一个方面,sebs聚合物具有约0.88克/立方厘米至约0.92克/立方厘米的密度。在进一步的方面, sebs聚合物可以比交联橡胶、交联聚氨酯和热塑性聚氨酯材料低多达15%至25%。在进一步的方面,对于所用相同体积的材料,较低密度的涂料组合物提供重量减轻和每份成本节约,同时实现类似的性能。
[0194]
提及“一个”化合物是指该化合物的一个或多个分子,而不是限于该化合物的单个分子。此外,一个或多个分子可以是相同的或不相同的,只要它们属于该化合物的类别。因此,例如,“聚酰胺”被解释为包括聚酰胺的一个或多个聚合物分子,其中聚合物分子可以相同或不相同(例如,不同的分子量和/或异构体)。
[0195]
术语“至少一个”元件和元件“中的一个或多个”元件可互换使用,并且具有包括单个元件和多个元件的相同含义,并且还可以在元件的末端由后缀“(s)”表示。例如,“至少一种聚酰胺”、“一种或多种聚酰胺”和“多种聚酰胺”可以互换使用并且具有相同的含义。
[0196]
除非另有说明,本文所指的温度是在标准大气压(即,1atm)下测定的。
[0197]
性质分析和表征程序
[0198]
本文所描述的各种性质和特性的评价通过如下所描述的各种试验程序进行。
[0199]
样品摩擦系数。纺织品或饰板样品的静态摩擦系数或动态摩擦系数(cof)可以使用试验方法astmd1894测定。在该方法中,将样品切割成一定大小并安装在滑板上,并且将100克重量的板放置在滑板上。在试验期间,将加重的滑板拉过被测试材料的试验表面。例如,静态和动态湿和干cof可以通过将滑板拉过混凝土表面以测定样品和混凝土的cof来测定。通过记录法向力(100克加上滑板重量)并且测量将滑板拖过试验表面所需的施加力来
捕获样品相对于该表面的摩擦系数。然后根据两个力的比率计算摩擦系数(cof)。通过相对于干试验表面测试干样品来测定干cof,并且通过相对于被室温水润湿的试验表面测试通过将样品在室温水中浸泡10分钟而被水润湿的样品来测定湿cof。
[0200]
纺织品-球摩擦系数试验。使用如下所描述的组分取样程序或纺织品取样程序制备的样品相对于来自“merlin”足球(美国俄勒冈州beaverton市的耐克公司)的面板的样品的静态和动态摩擦系数(cof) 可以使用如针对样品摩擦系数所描述的试验方法astm d1894的修改版本来测定。在该方法中,将样品切割成一定大小并安装在丙烯酸衬底上,并且将球材料切割成一定大小并安装在滑板上。一旦球材料已经安装在滑板上,滑板具有3.9英寸
×
1英寸的接触占地面积,以及大约0.402千克的重量。在试验期间,样品和球材料被定位成使得球材料的面向外的表面接触样品的表面,样品的表面预期形成鞋类制品的面向外的表面,并且滑板被拉动跨过样品。干样品和干球材料用于确定静态干cof或动态干cof。为了测定静态或动态湿cof,在试验前立即将样品和球材料均在室温水中浸泡10分钟。每次测量重复至少3次,并且对运行结果求平均值。
[0201]
熔化和玻璃化转变温度试验。根据astm d3418-97使用可商购差示扫描量热仪(“dsc”)测定根据以下所描述的材料取样程序制备的样品的熔化温度和/或玻璃化转变温度。简言之,将10至60毫克样品置于铝dsc盘中,并且然后用卷曲压机将盖子密封。dsc被配置成以20℃/分钟的加热速率从-100℃扫描至225℃,在225℃保持2分钟,并且然后以-20℃/分钟的速率冷却至25℃。然后使用标准技术分析由该扫描产生的dsc曲线以确定玻璃化转变温度和熔化温度。通过积分熔化吸热并通过样品的质量归一化来计算熔化焓。通过积分冷却吸热并通过样品的质量归一化来计算冷却时的结晶焓。
[0202]
变形温度试验。根据用于塑料的维卡(vicat)软化温度的astm tm d1525-09标准试验方法中详述的试验方法,优选地使用载荷a和速率a来测定根据以下所描述的材料取样程序或组分取样程序制备的样品的维卡软化温度。简言之,维卡软化温度是在特定载荷下,平头针穿透样本至1毫米深度的温度。温度反映了当材料用于升高温度应用时所预期的软化点。该软化点被视为样本被具有1平方毫米2圆形或正方形横截面的平头针穿透到1毫米深度时的温度。对于维卡a试验,使用10牛顿(n)的载荷,而对于维卡b试验,载荷是50牛顿。该试验包括将受试样本放置在试验装置中,使得穿透针在其表面上距离边缘至少1毫米。按照维卡a或维卡b试验的要求对样本施加载荷。然后将样本降低到23℃的油浴中。油浴以每小时50℃或120℃的速率升高直到针穿透1毫米。受试样本的厚度必须在3毫米与6.5毫米之间的范围内,并且宽度和长度至少为10毫米。可以堆叠不超过三层以实现最小厚度。
[0203]
熔体流动指数试验。根据astm d1238-13通过挤出塑性计测定热塑性塑料熔体流动速率的标准试验方法中详述的试验方法,使用其中所述的程序a来确定根据下文所描述的材料取样程序制备的样品的熔体流动指数。简言之,熔体流动指数测量热塑性塑料在规定温度和载荷下通过孔口的挤出速率。在试验方法中,将大约7克材料装入熔体流动装置的料筒中,该料筒已被加热到材料规定的温度。将材料规定的重量施加到柱塞上,并迫使熔融材料穿过模具。收集定时挤出物并且称重。对于给定的施加载荷和施加温度,以g/10min计算熔体流动指数值。如astm d1238-13中所描述,熔体流动指数可以在160℃下使用2.16kg 的重量,或在200℃下使用10kg的重量测定。
[0204]
熔融聚合物粘度试验。使用根据以下所描述的饰板或膜取样程序制备的2毫米饰
板或膜进行试验。使用圆形模具从饰板或膜切割50毫米的样本盘。将受试样本安装在ares-g2(位移控制)流变仪上的50 毫米直径铝平行板上。降低顶板,使得受试样本在限定的法向力载荷下与两个盘表面接触,并且将工作台加热至210℃。将样品平衡直至熔融,持续限定的停留时间(分钟),并且在低应变幅度下施加振荡剪切频率扫描以收集速率相关性数据。在给定的剪切频率下产生振荡运动所需的施加的剪切应力的比率产生测量的粘度值。可以从0.1倒数秒到1000倒数秒收集与剪切速率相关的粘度数据。
[0205]
饰板模量试验。根据以下所描述的饰板或膜取样程序制备的样品的模量是根据astm d412-98标准试验方法中详述的用于硫化橡胶和热塑性橡胶和热塑性弹性体-张力的试验方法测定的,具有以下修改。样品尺寸是astm d412-98 die c,并且使用的样品厚度是2.0毫米
±
0.5毫米。所使用的夹头类型是具有金属锯齿夹持面的气动夹头。使用的夹持距离是75毫米。使用的加载速率是500毫米/分钟。通过取初始线性区中应力(mpa)对应变的斜率来计算模量(初始)。这种试验还可以用于测定其他拉伸性质,诸如断裂强度、断裂应变、100%应变下的载荷、刚度、硬挺度、撕裂强度等。
[0206]
纱线旦尼尔和厚度试验。为了测定旦尼尔,根据以下所描述的纱线取样程序制备纱线样品。测量纱线样品的已知长度及其相应的重量。这被转化为每9000米纱线的克数。为了测定涂覆纱线的厚度,首先用剃刀切割纱并且在显微镜下观察,其中相对于包芯纱直径的涂层厚度按比例测定。
[0207]
纱线模量、韧度和伸长率试验。测定根据以上描述的纱线取样程序制备的样品的纱线模量,并且该纱线模量是根据en iso 2062(纺织品-卷装纱)——《使用恒定拉伸速率(cre)试验机的单根纱线断裂力和断裂伸长的测定》中详述的试验方法测试的。使用对试验方法的以下修改。制备具有600毫米样品长度的5个受试样本。所用设备是instron通用试验系统。安装instron气动绳和线夹头或类似的气动夹头,夹持距离是250毫米。当使用instron气动绳和线夹头时,将夹持距离设定为145
±
1毫米,并且将标距距离设定为250
±
2毫米。将预加载设定为5克,并且使用的加载速率是250毫米/分钟。通过取初始线性区中应力(mpa)对应变的斜率来计算模量(初始)。记录最大拉伸力值。根据en iso 2062中详述的试验方法测定纱线样品的韧度和伸长率,其中将预载荷设定为5克。在断裂前施加的最大拉伸力值下记录伸长率。在一些方面,韧度计算为使样本断裂所需的载荷与样本的线密度的比率。
[0208]
比重试验。比重(sg)根据astm d792中详述的试验方法使用体积排量测定。例如,使用数字天平或densicom试验机(美国佛罗里达州plantation市高泰仪器公司(qualitest))测量使用饰板取样程序或组分取样程序取得的样品的sg。对每个样品称重(g),并且然后将其浸没在蒸馏水浴(22℃
±
2℃)中。为了避免错误,例如通过在将样品浸入水中之前擦拭样品上的异丙醇,或者在将样品浸入水中之后使用刷子来去除样品表面上的气泡。记录蒸馏水中样品的重量。比重用下式计算:
[0209][0210]
硬度计硬度试验。材料的硬度可以根据astm d-2240硬度计硬度中详述的试验方法使用邵氏a标度测定。
[0211]
纱线收缩试验。纱线的自立式收缩率可以通过以下方法测定。根据以下所描述的
纱线取样程序制备纱线样品,并且在大约室温(例如,20℃)下以最小张力将其切割成约30毫米的长度。将切割的样品置于 50℃或70℃的烘箱中90秒。将样品从烘箱中取出并测量。使用样品的烘箱前测量值和烘箱后测量值,通过将烘箱后测量值除以烘箱前测量值并乘以100来计算收缩百分比。
[0212]
stoll磨损试验。耐磨性,包括模拟鞋类鞋面磨损的耐磨性,可以使用stoll磨损试验,使用根据以下所描述的组分取样程序、饰板或膜取样程序或纺织品取样程序制备的样品来测定。用于stoll磨损试验的样品的最小数量是3。本文所用的样品被手工切割或模切成具有112毫米直径的圆。在astm d3886中更全面地描述了stoll磨损试验,并且可以在atlas通用磨损试验机上进行。在stoll磨损试验中,研磨介质在固定安装的受试样品上移动,并且样品的视觉外观被监测。在压力下进行stoll磨损试验以模拟正常使用下的磨损。
[0213]
din磨损试验。根据以下所描述的组分取样程序、饰板或膜取样程序或纺织品取样程序来制备样品。使用astm标准孔钻在直径为16
±
0.2毫米且最小厚度为6毫米的圆柱形样品上测试磨损损失。使用astmd 5963-97a的方法b在gotech gt-7012-d磨损试验机器上测定磨损损失。试验在22℃下进行,磨损路径为40米。试验中使用的标准橡胶#1具有1.336克/立方厘米(g/cm3)的密度。磨损损失量越小,耐磨性越好。
[0214]
透水性试验。使用根据以下所描述的组分取样程序、饰板或膜取样程序或纺织品取样程序制备的样品,如下测定样品的透水性。将待测试的样本安装在表面与水平面成45度角的支撑底座上。支撑底座包括152 毫米直径的样本保持架内环。在试验前使样本在实验室环境中平衡至少2小时。将受试样本切割成220毫米直径的圆。较厚或较硬的材料(诸如皮革或硬的合成皮革)将在样品的外边缘具有3个凹口。样本可以手工切割或模切。将较软材料的受试样本切割成相同大小,在试样上标记长度方向。背纸由白色或灰白色纸巾、咖啡过滤器或类似的薄吸水纸制备。还降背纸切割成220毫米直径的圆。每个受试样本制备一张背纸,并且不重复使用背纸。将背纸和样本置于样品夹具中,该样品夹具又置于喷雾试验装置中。样品长度方向应与水流方向平行。将喷嘴与受试样本之间的漏斗调节到6英寸(152.4毫米)的高度。喷嘴必须在受试样本的中心上方。向漏斗中加入250
±
2毫升蒸馏水,使水喷到受试样本上。在喷洒结束的10秒内,评价顶部表面的拒水性。在评价顶部表面之后,将样品夹具从支撑底座移除,并且评价背纸以确定水是否渗透通过样品。在视觉评估之后报告透水性,并且根据润湿程度将样品评级为“通过”或“未通过”。如果没有观察到顶部表面的粘附或润湿,如果观察到顶部表面的轻微随机粘附或润湿,或者如果在喷洒点处观察到顶部表面的润湿,则认为样品通过试验。超过喷洒点和/或包括背面的进一步润湿表明样品未能通过透水性试验。
[0215]
纺织品-球冲击试验。根据以下所描述的组分取样程序或纺织品取样程序制备纺织品的受试样品。将 10英寸
×
8英寸的纺织品受试样品安装在具有10英寸圆周的金属圆筒的外表面上。将受试样品和圆筒安装在机器人的摆臂上,摆臂以50英里/小时的速率摆动,并且撞击静止球的中纬线。所使用的球是充气至 0.80巴的规定大小的耐克“merlin”足球。高速摄像机用于记录紧随冲击的球位置。使用由高速摄像机记录的图像的多帧之间的球的空间位置和旋转,然后使用软件来计算紧随撞击之后球的速度和旋转速度。每次测量重复至少3次,并且对运行结果求平均值。
[0216]
鞋面-球冲击试验。整个男式10.5尺码的足球鞋或男式10.5尺码的足球鞋的鞋面
安装在机器人的摆臂上,并且定位成使球在前帮的内侧,在鞋带上或靠近鞋带(当鞋包括系带结构时)撞击鞋,并且当机器人的摆臂以每小时50英里的速率摆动时,鞋面撞击球的中纬线。所使用的球是充气至0.80巴的规定大小的耐克“merlin”足球。高速摄像机用于记录紧随冲击的球位置。使用由高速摄像机记录的图像的多帧之间的球的空间位置和旋转,然后使用软件来计算紧随撞击之后球的速度和旋转速度。每次测量重复至少3 次,并且对运行结果求平均值。
[0217]
取样程序
[0218]
使用以上描述的试验,本文所公开的材料和由其形成的制品的各种性质可以使用用以下取样程序制备的样品来表征:
[0219]
材料取样程序。材料取样程序可以用于获得聚合物组合物或聚合物的纯样品,或在一些情况下,用于形成聚合物组合物或聚合物的材料的样品。材料以介质形式提供,例如薄片、颗粒、粉末、小球等。如果聚合物材料或聚合物的来源不能以纯的形式获得,则可以从含有聚合物材料或聚合物的部件或元件(诸如复合元件或鞋底结构)切割样品,从而分离材料的样品。
[0220]
饰板或膜取样程序。制备聚合物组合物或聚合物的样品。然后将一部分聚合物或聚合物组合物模制成大小适合于试验装置的膜或饰板。例如,当使用ross挠曲试验机时,通过在模具中热成型聚合物组合物或聚合物,使饰板或膜样品的大小适合所用的ross挠曲试验机内部,样品具有约15厘米(cm)
×
2.5厘米(cm)的尺寸和约1毫米(mm)至约4毫米(mm)的厚度。对于聚合物的饰板样品,可以通过熔化聚合物,将熔融的聚合物装入模具中,将聚合物重固化成模具的形状,以及从模具中取出固化的模塑样品来制备样品。替代地,可以将聚合物样品熔化,并且然后挤出成膜,将膜切割成一定大小。对于聚合物组合物的样品,可以通过将聚合物组合物的成分共混在一起,熔化聚合物组合物的热塑性成分,将熔融的聚合物组合物装入模具中,将聚合物组合物重固化成模具的形状,以及从模具中取出固化的模塑样品来制备样品。替代地,可以通过混合和熔化聚合物组合物的成分来制备聚合物材料的样品,并且然后可以将熔融的聚合物组合物挤出成膜,将膜切割成一定大小。对于聚合物或聚合物组合物的膜样品,将膜挤出为对于膜具有基本上恒定膜厚度(在平均膜厚度的
±
10%内)的纤维网或片材,并且冷却以固化所得幅材或片材。然后从所得的纤维网或片材上切下表面积为4平方厘米的样品。替代地,如果膜材料的来源不能以纯的形式获得,则可从鞋类部件的衬底或从共挤出的片材或纤维网的支承衬底切割膜,从而使膜分离。在任一情况下,然后,从所得隔离膜上切下表面积为4平方厘米的样品。
[0221]
组分取样程序。该程序可以用于从鞋类制品的部件、鞋类制品、服饰制品的部件、服饰制品、运动设备制品的部件或运动设备制品获得材料的样品,包括聚合物组合物或纺织品的样品,或纺织品的一部分,诸如热成型网络。使用刀片从制品或部件切割包括处于非润湿状态(例如,在25℃和20%相对湿度下)的材料的样品。如果该材料被结合到一种或多种附加材料上,则该程序可以包括将附加材料与待测试的材料分离。例如,为了测试鞋底结构的面向地面的表面上的材料,可以将相反的表面剥皮、研磨、刮擦或以其他方式清洁以去除固定到待测试的材料的任何粘合剂、纱线、纤维、泡沫等。所得的样品包括该材料并且可以包括结合到该材料上的任何附加材料。
[0222]
在沿着制品或部件的位置处取得样品,该位置为制品或部件上存在的材料提供基
本恒定的材料厚度 (在平均材料厚度的
±
10%内),例如对于鞋类制品,在面向地面的表面的前足区、中足区或足跟区中取得样品。对于以上描述的许多试验方案,使用表面积为4平方厘米(cm2)的样品。将样品切割成适合试验装置的大小和形状(例如,狗骨形样品)。在材料不存在于具有4平方厘米表面积的任何区段中的制品或部件上和/或材料厚度对于具有4平方厘米表面积的区段不是基本上恒定的情况下,可获得具有较小横截面表面积的样品尺寸,并且相应地调整特定面积的测量值。
[0223]
纱线取样程序。待测试的纱线在试验之前在室温(20℃至24℃)下储存24小时。丢弃前3米的材料。在大约室温(例如,20℃)下以最小张力将样品纱线切割成大约30毫米的长度。
[0224]
纺织品取样程序。待测试的纺织品在试验之前在室温(20℃至24℃)下储存24小时。将该纺织品样品切割成如有待使用的试验方法所规定的大小,其中在大约室温(例如,20℃)下具有最小的张力。
[0225]
示例方面
[0226]
以下条款表示本文所设想的概念的示例方面。以下条款中的任一项可以以多个从属方式组合以依赖于一个或多个其他条款。此外,从属条款(明确地依赖于先前条款的条款)的任何组合在保持在本文所设想的方面的范围内时可以被组合。以下条款本质上是说明性的而非限制性的。
[0227]
条款1.一种针织部件,其具有第一表面和相反的第二表面,所述针织部件的所述第一表面包括:具有第一摩擦系数的第一区域,所述第一区域包括具有芯和涂层的第一纱线,所述涂层至少部分地围绕所述芯;以及具有与所述第一摩擦系数不同的第二摩擦系数的第二区域,所述第二区域包括第二纱线,其中所述第一区域与所述第二区域形成交替图案,使得所述第一区域占所述第一表面的总表面积的40%至80%。
[0228]
条款2.根据条款1所述的针织部件,其中所述涂层包括热塑性弹性体。
[0229]
条款3.根据条款1至2中任一项所述的针织部件,其中所述第一区域中的第一区域包括包含所述芯和所述涂层的交织纱线的热成型网络,其中所述涂层通过围绕所述芯的至少一部分并且占据所述交织纱线的热成型网络中的纱线之间的空间的至少一部分来固结所述交织纱线的热成型网络。
[0230]
条款4.根据条款1至3中任一项所述的针织部件,其中所述第一摩擦系数大于所述第二摩擦系数。
[0231]
条款5.根据条款1至4中任一项所述的针织部件,其中所述第一摩擦系数和所述第二摩擦系数是动态摩擦系数。
[0232]
条款6.根据条款1至5中任一项所述的针织部件,其中所述第二纱线不包括所述涂层。
[0233]
条款7.根据条款1至6中任一项所述的针织部件,其中所述交替图案是同心图案。
[0234]
条款8.根据条款1至7中任一项所述的针织部件,其中所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一区域与所述第二区域之间的边界是曲线的。
[0235]
条款9.根据条款1至8中任一项所述的针织部件,其中所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一区域与所述第二
区域之间的边界是线性的。
[0236]
条款10.根据条款1至9中任一项所述的针织部件,其中所述第一区域中的第一区域和所述第二区域中的第二区域在所述交替图案中是连续的,其中所述第一表面的第一凸起部分在第一方向上连续地延伸跨过所述第一区域和所述第二区域。
[0237]
条款11.一种鞋类鞋面的针织制品,所述鞋类鞋面的针织制品具有面向外的表面部分和相反的面向内的表面部分,所述面向外的表面包括:具有第一摩擦系数的第一区域,所述第一区域包括第一纱线;以及具有与所述第一摩擦系数不同的第二摩擦系数的第二区域,所述第二区域包括第二纱线,其中所述第一区域与所述第二区域在所述面向外的部分的第一区中形成第一交替图案,使得所述第一区域占所述第一区中的所述面向外的表面部分的总表面积的40%至80%。
[0238]
条款12.根据条款11所述的鞋类鞋面的针织制品,其中所述第一区域与所述第二区域在所述面向外的部分的第二区中形成第二交替图案,使得所述第一区域占所述第二区中的所述面向外的表面部分的总表面积的40%至80%。
[0239]
条款13.根据条款12所述的鞋类鞋面的针织制品,其中所述第一区在所述鞋类鞋面的针织制品的内侧部分上,并且所述第二区在所述鞋类鞋面的针织制品的外侧部分上。
[0240]
条款14.根据条款11至13中任一项所述的鞋类鞋面的针织制品,其中所述第一交替图案是同心图案。
[0241]
条款15.根据条款11至13中任一项所述的鞋类鞋面的针织制品,其中,所述第一交替图案包括所述第一区域中的第一区域与所述第二区域中的第二区域之间的曲线边界或所述第一区域中的所述第一区域与所述第二区域中的所述第二区域之间的线性边界中的至少一个。
[0242]
条款16.根据条款12至15中任一项所述的鞋类鞋面的针织制品,其中所述第一区域中的第一区域包括各自具有芯的交织纱线的热成型网络,使得热塑性弹性体通过围绕所述芯的至少一部分并且占据所述交织纱线的热成型网络中的纱线之间的空间的至少一部分来固结所述交织纱线。
[0243]
条款17.根据条款11至16中任一项所述的鞋类鞋面的针织制品,其中所述第一区延伸跨过所述鞋类鞋面的针织制品的足尖区域的至少一部分。
[0244]
条款18.根据条款11至16中任一项所述的鞋类鞋面的针织制品,其中所述第一区延伸跨过所述鞋类鞋面的针织制品的足尖区域的至少一部分和所述鞋类鞋面的针织制品的内侧和外侧中的至少一个。
[0245]
条款19.一种制造具有第一表面和相反的第二表面的针织部件的方法,所述方法包括:将第一纱线和第二纱线针织成所述针织部件;以及热成型所述针织部件的所述第一表面,其中所述针织部件的所述第一表面包括:具有第一摩擦系数的第一区域,其中所述第一区域包括各自具有芯的交织纱线的热成型网络,使得热塑性弹性体通过围绕每个芯的至少一部分并且占据所述交织纱线的热成型网络中的纱线之间的空间的至少一部分来固结所述交织纱线;以及具有与所述第一摩擦系数不同的第二摩擦系数的第二区域,所述第二区域包括第二纱线,其中所述第一区域与所述第二区域形成交替图案,使得所述第一区域占所述第一表面的总表面积的40%至80%。
[0246]
条款20.根据条款19所述的方法,其中热成型所述第一表面还包括用所述第一表
面的一个或多个凸起部分模制所述第一表面,所述一个或多个凸起部分延伸跨过多个所述第一区域和多个所述第二区域。
[0247]
本公开的各方面已被描述为说明性的而非限制性的。在不脱离其范围的情况下,替代方面对于本领域技术人员将变得明显。在不脱离本公开的范围的情况下,技术人员可以开发实现上述改进的替代手段。
[0248]
应当理解,某些特征和子组合是有用的,并且可以在不参考其他特征和子组合的情况下使用,并且被设想是在权利要求的范围内。并非各个图中列出的所有步骤都需要按照所描述的特定顺序执行。
[0249]
尽管特定的元件和步骤是结合彼此讨论的,但是应当理解,本文提供的任何元件和/或步骤都被认为是可以与任何其他元件和/或步骤组合,而不管是否明确提供这些元件和/或步骤,同时仍然在本文提供的范围内。由于在不脱离本公开的范围的情况下可以对本公开作出许多可能的方面,因此应当理解,本文中阐述或附图中示出的所有内容均应被解释为说明性的而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1