物品开口部的带状开闭件及其制造方法、以及使用了该开闭件的物品与流程
1.本发明涉及物品开口部的带状开闭件及其制造方法、以及使用了该开闭件的物品。“物品”例如是衣服、皮包、鞋、能够开闭的容器等。
背景技术:
2.已知有多种物品开口部的带状开闭件。公知有在带上隔开恒定间隔设置有多个按扣(snap-button)的带、将链牙和拉链拉片组合而成的带、形成为带状的面粘扣等。
3.在以下说明的本发明中,使用将多个永磁铁小片配置为带状而成的开闭件。作为这种现有技术,例如有日本实开昭59-70508、日本实开平4-74010、日本特开平11-269713、日本特开2001-137015、日本特表2013-538435等。
4.根据被认为是最接近于本发明的日本特表2013-538435的封入装置,具有第一挠性带10(本段落以及下一段落中的附图标记表示该现有技术文献所记载的附图标记)和第二挠性带20。在前者设置有能够装入磁铁片18的空洞16,在后者设置有能够装入磁铁28片的空洞26。磁铁片18通过第一膜19而被埋入空洞16,磁铁片28通过第二膜29而被埋入空洞16。第一带10以及第二带20相互接触,从而磁铁片18以及28磁性地相互吸引。
5.第一膜19和第一挠性带10、以及第二膜29和第二带20通过“机械连接”([0187])、或“从由高频焊接、超声波焊接、热焊接、缝入、密封带、粘接它们的组合构成的组中选择”([0188])而连接。
[0006]
现有技术文献
[0007]
专利文献
[0008]
专利文献1:日本实开昭59-70508
[0009]
专利文献2:日本实开平4-74010
[0010]
专利文献3:日本特开平11-269713
[0011]
专利文献4:日本特开2001-137015
[0012]
专利文献5:日本特表2013-538435
技术实现要素:
[0013]
发明所要解决的课题
[0014]
根据上述日本特表2013-538435(专利文献5),为了埋入磁铁片,使带主体与覆盖磁铁片的表面的膜机械性或化学性地粘接。而且,通过该粘接将磁铁的位置固定于空洞之中。虽并未逐一介绍,但剩下的专利文献1~4在这一点上也是同样的。
[0015]
在上述现有技术的方法中,在带主体与覆盖磁铁片的表面的膜的粘接未充分进行时,可能存在水分从间隙侵入而使磁铁生锈、或者接合部破损且在极端的情况下磁铁飞出的情况。本发明欲通过使树脂热收缩而牢固地固定磁铁的位置来解决这些问题。
[0016]
用于解决课题的方案
[0017]
达成上述目的的本发明是物品开口部的带状开闭件,其特征在于,所述带状开闭件具有:能够热收缩的树脂管;以及在该管中隔开恒定间隔地配置的多个磁铁,所述磁铁以被热收缩后的所述树脂固定位置的方式被封入。
[0018]
在另一方案中,除了多个磁铁以外,附着有这些磁铁的状态下的带也一并封入所述管中。该带在制造带状开闭件的一实施方案的方法中是必需的。
[0019]
优选的是,所述能够热收缩的树脂管使用沿长度方向没有切开部的完整的管。
[0020]
在另一方案中,作为所述能够热收缩的树脂管而使用沿长度方向具有一条熔接部的管。
[0021]
在又一方案中,作为所述能够热收缩的树脂管而使用沿长度方向具有两条熔接部的管。
[0022]
所述各方案的所述能够热收缩的树脂所形成的管在长度方向两末端也具有熔接部。
[0023]
本发明也是物品开口部的带状开闭件的制造方法。根据第一方法,其特征在于,所述方法具有:准备能够热收缩的树脂管的工序;在所述管中隔开恒定间隔地配置多个磁铁的工序;以及对所述管进行加热使其热收缩从而固定所述磁铁的工序。
[0024]
根据第二方法,其特征在于,所述方法具有:准备一片能够热收缩的树脂板的工序;在所述树脂板上隔开恒定间隔地配置多个磁铁的工序;将所述树脂板沿长度方向弯折的工序;将所述树脂板的长度方向侧缘彼此熔接的工序;以及使所述树脂板热收缩从而固定所述磁铁的工序。各工序的顺序只要不矛盾则也可以调整。
[0025]
根据第三方法,其特征在于,所述方法具有:准备两片能够热收缩的树脂板的工序;在所述两片树脂板之间隔开恒定间隔地配置多个磁铁的工序;将所述两片树脂板的长度方向左右端部彼此熔接分工序;以及使所述树脂板热收缩从而固定所述磁铁的工序。各工序的顺序只要不矛盾则也可以调整。
[0026]
优选的是,在所述各方法中,还具有在长度方向两末端也进行加热而形成熔接部的工序。如果可能的话,从经济方面考虑,该工序与所述各方法中的熔敷工序同时进行。
[0027]
在所述第一方法中,“在所述管中隔开恒定间隔地配置多个磁铁的工序”优选包括制作附着有磁铁的状态下的带并将其封入所述管中的步骤。
[0028]
优选的是,“制作附着有所述磁铁的状态下的带并将其封入所述管中的方法”如下述那样进行。
[0029]
(a)将第一带载置于在夹具上隔开恒定间隔地设定的多个固定磁铁上。
[0030]
(b)将多个磁铁放置在所述第一带上,使其隔着所述第一带附着于所述固定磁铁。
[0031]
(c)对所述所述第一带上的磁铁头部赋予相对于带的粘着性。
[0032]
(d)从所述第一带上的磁铁的上方载置第二带,使其附着于具有粘着性的所述磁铁头部。
[0033]
(e)将所述第一带和所述第二带从所述固定磁铁剥离。
[0034]
(f)将所述第一带和所述第二带彼此剥离,并仅将附着有所述磁铁头部的所述第二带取出。
[0035]
(g)将重物安装于附着有所述磁铁头部的所述第二带。
[0036]
(h)以所述重物为前端而向管中插入附着有所述磁铁头部的所述第二带。
[0037]
作为所使用的管用的树脂,只要是能够进行热收缩以及热熔接的树脂则可以是任意的树脂。作为这样的树脂,能够使用聚烯烃系、硅系、氟树脂系等其本身公知的树脂。
[0038]
作为所使用的磁铁,能够使用公知的永磁铁。作为永磁铁,例如,能够使用铝镍钴磁铁、铁氧体磁铁、钕磁铁等其自身公知的磁铁。
[0039]
发明效果
[0040]
本发明的物品开口部的带状开闭件具有:能够热收缩的树脂所形成的管;以及在该管中隔开恒定间隔配置的多个磁铁。所述磁铁被热收缩后的所述树脂封入,因此容易以恒定间隔进行位置固定,从而能够减少由水分的侵入引起的磁铁生锈或带内的磁铁的破损的危险。
[0041]
特别是,当作为树脂而使用没有切开部的管时,除了两端部以外在中途没有熔接部,因此,外观漂亮且手感平滑,容易安装于衣服或皮包开口部。
附图说明
[0042]
图1是将本发明实施例1的带状开闭件用于开闭部的皮包的立体图。
[0043]
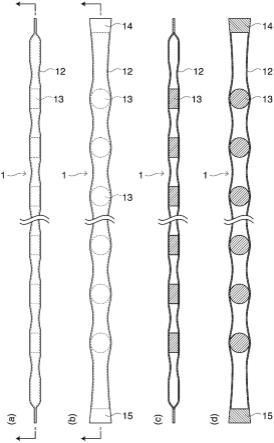
图2的(a)是本发明实施例1的带状开闭件的侧视图,图2的(b)是本发明实施例1的带状开闭件的俯视图,图2的(c)是所述图2的(b)的横剖视图,图2的(d)是所述图2的(a)的横剖视图。
[0044]
图3是示出本发明实施例1的带状开闭件的制法工序(a)(b)的立体图。
[0045]
图4是示出本发明实施例11的带状开闭件制法中的磁化方法的立体图。
[0046]
图5是示出本发明实施例2的带状开闭件的制法工序(a)(b)(c)的立体图。
[0047]
图6是示出本发明实施例4的带状开闭件的制法工序(a)(b)的立体图。
[0048]
图7是示出本发明实施例1的带状开闭件的磁极配置例(a)(b)的俯视图。
[0049]
图8是示出本发明实施例2的带状开闭件的磁极配置例(a)(b)的俯视图。
[0050]
图9-1是示出实施例1的带状开闭件的制造阶段(a)~(d)的各侧视图。
[0051]
图9-2是示出实施例1的带状开闭件的制造阶段(e)(f)的各侧视图。
[0052]
图9-3是示出实施例1的带状开闭件的制造阶段(g)~(i)的各侧视图。
具体实施方式
[0053]
以下,基于附图对本发明的实施例进行说明。
[0054]
图1是将本发明实施例1的带状开闭件1用于开口部11的皮包b的立体图。该皮包开口部11能够在未设置有开闭件1的磁铁的任意部位将手指插入开口部11,且能够从此处利用手指的力量对抗磁铁的吸附力而将开口部11较大地打开。若手指离开,则由于磁铁的吸附力,开口部11立刻自动地封闭。因此,不会发生因疏忽而忘记关闭开口部而成为打开状态,从而被小偷偷窃内容物的情况。
[0055]
虽未图示,但除了皮包b以外,也能够用于通常具有开闭部的物品。例如,裤子或裙子的开闭部、口袋的开闭部、袖子、手套的插入口、鞋、保护罩、能够开闭的容器等。例如在用于裤子的情况下,不会在方便过后因忘记关闭前侧开口部而感到难为情。
[0056]
实施例1
[0057]
在图1中使用的带状开闭件1是本发明实施例1的带状开闭件。如图2所示,在管状
树脂12中,以恒定间隔设定有多个圆板状的磁铁13,它们的位置被收缩变形后的树脂固定。
[0058]
该带状开闭件1由于两末端14、15被封闭而成为密封状态,不允许水分的侵入。磁铁13彼此之间是除了空气以外什么都没有的空间。也能够根据装饰等其他需要而在各磁铁之间填充带有颜色的粉末等。
[0059]
作为树脂12,只要是能够进行热收缩以及热熔接的树脂则可以是任意的树脂。作为这样的树脂,能够使用聚烯烃系、硅系、氟树脂系等其本身公知的树脂。
[0060]
作为磁铁13,能够使用公知的永磁铁。作为永磁铁,例如,能够使用铝镍钴磁铁、铁氧体磁铁、钕磁铁等其自身公知的磁铁。
[0061]
使用的磁铁13的数量能够根据用途来自由地设定。能够预先准备几米至几十米的长条的带有磁铁的带,根据用途而在作业现场进行切断使其成为具有所需数量的磁铁的长度的带。
[0062]
磁铁13彼此的间隔也能够根据用途而自由地设定长短。通常所需的间隔为8mm~50mm就足够。若超过50mm,则开口部11未必能够充分地封闭。
[0063]
磁铁13的大小的大小只要兼顾所使用的使用目的、管的直径来决定即可。通常,直径为3mm~15mm就足够。管的直径使用在热收缩前的状态下比磁铁的最大径部分大1~2mm左右的直径。
[0064]
磁铁13的形状并不限定于圆板,可以是任意的形状,但优选具有接触面积较大的平面的形状(立方体、长方体等)。球体等接触面积较少的形状并不能说是合适的。
[0065]
多个磁铁13的磁极配置也根据用途或需要是自由的。在图5中示出磁极配置例。在(a)中,在带的正反都交替地配置s极和n极。在(b)中,在带的表侧仅配置s极,在背侧仅配置n极。
[0066]
需要说明的是,也可以预先在带状开闭件1中设定磁化前的未磁化的金属片,并在进行了位置固定后使金属片磁化。这样一来,能够避免磁铁彼此在热收缩前附着从而无法维持恒定间隔的情况。在图4中示出进行磁化的情形。若如(a)所示那样进行配置并进行磁化,则能够交替地设定s极和n极,若如(b)所示那样进行配置并进行磁化,则能够每隔一个地磁化s极和n极。
[0067]
为了制造该带状开闭件1,如图3所示,在从管12的一端以隔开恒定间隔的方式将圆板状磁铁13推入后,通过用加热枪或热风等进行加热,从而能够使管12热收缩。在本实施例中,管12的直径为7mm,圆板状磁铁13的直径为6mm,高度为3mm。实施例1的作业通过手动作业来进行,但也能够通过机械化而进行大量生产。也同样对两末端14、15进行热处理而将它们密封。
[0068]
在将磁铁封入管时,通过手动作业排列磁铁花费时间,并且磁铁的配置容易变得不准确。为了准确地隔开恒定间隔地将磁铁封入管中,优选采用如下的方法。
[0069]
(a)如图9的(a)(b)所示,将第一带22载置于在夹具20上隔开恒定间隔地设置的多个固定磁铁21上。第一带22仅载置在固定磁铁21上,并不固定。
[0070]
(b)如图9的(c)所示,将多个磁铁13放置在第一带22上,以夹着第一带22的方式利用磁力使其附着于固定磁铁21。
[0071]
(c)在图9的(c)的状态时,对所述第一带22上的磁铁13的头部赋予相对于带的粘着性。作为该方法,例如,向磁铁13的头部131涂布粘接剂(未图示),或使用粘着带作为接下
来所述的第二带。
[0072]
(d)从第一带22上的磁铁13的上方载置第二带23,使其附着于磁铁13。
[0073]
(e)将第一带22和第二带23从固定磁铁21剥离。使用第一带22是为了防止第二带23上的磁铁13直接附着于固定磁铁21而无法容易地离开。如图9-2的(e)所示,将第一带22抬起,则带磁铁13的第二带从固定磁铁21离开并被抬起。
[0074]
(f)如图9-2的(e)(f)所示,将第一带22和第二带23彼此剥离,并仅将附着有磁铁13的第二带23取出。所述第一带22在此使用完毕,故将其去除。
[0075]
(g)将带重物24的导入线25安装于附着有磁铁13的第二带23。
[0076]
(h)向管12中插入附着有磁铁13的所述第二带23。此时,将管12纵置,利用重物25的重力将导入线24和带磁铁13的第二带23插入管中。之后的工序(图9-3的(i))如上所述。
[0077]
在本方法中,除了磁铁13以外,附着有磁铁13的第二带23也残留在完成品的带状开闭件中。在管12透明的情况下,其中的带23可能会使美观性恶化,但通过将管23设为不透明,就能够避免这一点。另外,如后所述,完成品的带状开闭件大多收纳在皮包等的被称为卷边(piping)袋状的通路(未图示)中,因此被隐藏在通路中,外观几乎不会成为问题。
[0078]
本实施例中使用的管是作为住友电气工业株式会社制的“sumitubev(300v)”(该公司的注册商标)而已知的透明阻燃收缩管,由阻燃性聚氯乙烯树脂构成。收缩率/内径收缩率为50%以上,长度变化率为-30%以上。
[0079]
为了将该带状开闭件1安装于图1的皮包b,在皮包的左右开口部设置用于收纳该带状开闭件1的卷边,将带状开闭件1设置在其中。当然,设置为左右带状开闭件的磁铁13的位置大致一致,且使s极与n极对置。
[0080]
实施例2
[0081]
图5示出实施例2的带状开闭件1a的制造方法。在本实施例中,沿能够热收缩的管12a的长度方向设置一条切开部16a,通过该切开部16a以恒定间隔设定多个磁铁13a(a)(b),并在使切开部16a的缘17a彼此熔接后,使树脂整体热收缩(c)。也使两末端14a、15a熔接。这样,得到图7所示那样的具有一条熔接部17a的带状开闭件1a。
[0082]
为了将实施例2的带状开闭件1a安装于物品,不仅能够如实施例1所示那样通过袋状通路之中,还能够利用切开部的熔接部17a而缝合或粘接于物品开口部。
[0083]
实施例3
[0084]
在实施例2中使用了沿长度方向具有一条切开部的管,但也能够置换为宽度稍宽的平坦且能够热收缩的树脂板。将该树脂板沿着长度方向的中心线折叠,与实施例2同样地封入磁铁,使长度方向的边缘彼此熔接且使两末端熔接,然后,使整体热收缩。实施例2与实施例3的不同点仅在于弯曲部是预先形成还是在折叠后形成,实质上是相同的。
[0085]
实施例4
[0086]
在实施例4中,如图6所示,使用两片能够热收缩的树脂板12b1、12b2。在二者之间以恒定间隔设定多个磁铁13b(a),并在使两片树脂板的长度方向左右端部17b1、17b2彼此熔接后,使树脂整体热收缩。这样,能够得到图6的(b)所示那样的具有两条熔接部17b1、17b2的带状开闭件1b。也熔接并密封两末端14b、15b。
[0087]
附图标记说明
[0088]
1、1a、1b:带状开闭件
[0089]
11:开闭部
[0090]
12:管状树脂
[0091]
12a:具有切开部的管状树脂
[0092]
12b1、12b2:两片平坦的树脂
[0093]
13、13a、13b:磁铁
[0094]
14、15;14a、15a;14b、15b:两末端
[0095]
16a:切开部
[0096]
17a:切开缘(一条熔接部)
[0097]
17b1、17b2:左右端部(两条熔接部)
[0098]
20:夹具
[0099]
21:固定磁铁
[0100]
22:第一带
[0101]
23:第二带
[0102]
24:重物
[0103]
25:导入线
[0104]
b:皮包。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1