一种医疗手术衣及其生产工艺的制作方法
1.本技术涉及医疗用品技术的领域,尤其是涉及一种医疗手术衣及其生产工艺。
背景技术:
2.手术衣作为手术过程中必要的防护服装,用于降低医务人员接触病原微生物的风险,同时也能降低病原微生物在医务人员与患者之间相互传播的风险,是手术操作中无菌区域的安全屏障。
3.相关技术中的手术衣通常着重于防止体液、血液的渗透,忽略了手术衣的透气性,使得医务人员长时间穿着后易产生闷热、出汗等情况,影响手术。
技术实现要素:
4.为了改善手术衣透气性的问题,本技术提供一种医疗手术衣及其生产工艺。
5.第一方面,本技术提供的一种医疗手术衣采用如下的技术方案:一种医疗手术衣,包括手术衣本体和衣袖,所述手术衣本体上设有领口,所述衣袖连接在手术衣本体的两侧,所述衣袖端部设有弹性袖口,所述手术衣本体和衣袖包括由内向外依次排列的网布、聚丙烯纺粘无纺布、抗菌布和sms无纺布。
6.通过采用上述技术方案,网布、聚丙烯纺粘无纺布和sms无纺布均具有良好的透气性,sms无纺布具有透气不透水的特性,降低了病人体液渗入的可能性,同时抗菌布起到了杀菌的作用,进一步提高手术衣的安全性。
7.可选的,所述衣袖上设有若干沿衣袖长度方向间隔分布的布扣,各个所述布扣内穿设有布带,所述布带的一端与衣袖固定。
8.通过采用上述技术方案,当衣袖长度过长时,操作者利用布带将相应数量的布扣扎起,使得衣袖卷起,增加了手术衣的适用范围。
9.可选的,所述衣袖的接缝处粘结有密封带。
10.通过采用上述技术方案,密封带将衣袖接缝封闭,提升了衣袖整体的防护强度。
11.第二方面,本技术提供的一种医疗手术衣的生产工艺,包括医疗手术衣,包括如下步骤:s1、布料复合;s2、布料裁剪,分别制作手术衣本体和衣袖,衣袖采用缝纫机进行缝合;s3、在衣袖接缝处粘贴上密封带;s4、缝合衣袖和手术衣本体。
12.通过采用上述技术方案,手术衣采用复合布料,满足对透气、抗菌和防护性能的要求。
13.可选的,步骤s2中,手术衣本体的领口处采用拷边机修边。
14.通过采用上述技术方案,起到了对手术衣领口线头整合的效果。
15.可选的,步骤s1中采用复合机对布料进行复合,所述复合机包括依次排列的第一基架、第二基架、第三基架和第四基架,所述第一基架上设有用于对布料进行放卷的放卷机构,所述第二基架上转动连接有与各个布料对应的导向辊,所述第二基架和第三基架上均设有胶盒,第二基架上的胶盒设有两个并沿第二基架高度方向排列,各个所述胶盒内均转
动连接有抹胶辊,所述第三基架和第四基架上均转动连接有夹辊,所述第三基架上的夹辊沿高度方向设有两组,所述第三基架和第四基架侧壁均设有用于驱动夹辊转动的传动电机。
16.通过采用上述技术方案,各个布料依次经过放卷、抹胶后复合在一起,效率高,简单便捷。
17.可选的,所述放卷机构包括底板,所述底板上垂直设有基座,所述基座上转动连接有若干第一芯轴,所述基座侧壁设有用于驱动各个第一芯轴转动的驱动组件,各个所述第一芯轴位于同侧的一端均通过万向节连接有第二芯轴,所述第二芯轴远离第一芯轴的一端设有主动齿轮,所述第二芯轴在主动齿轮朝向第一芯轴的一侧同轴转动连接有中间环,所述基座上铰接有伺服缸,所述伺服缸的驱动杆端部与中间环铰接;所述第一基架上对称开设有若干沿其高度方向分布的凹槽,相对的两个所述凹槽内插接有收卷辊,所述收卷辊在对应凹槽位置转动连接有轴座,所述第一基架上设有用于固定轴座的固定组件,所述收卷辊的一端固定有与主动齿轮相啮合的从动齿轮。
18.通过采用上述技术方案,驱动组件驱动第一芯轴转动,第一芯轴带动第二芯轴转动,伺服缸驱动第二芯轴移动,使得主动齿轮与从动齿轮啮合,从而带动收卷辊转动,实现了在共同驱动力下对各个收卷辊独立传动的效果,灵活性高。
19.可选的,所述驱动组件包括伺服电机、链轮和链条,所述链轮连接在各个第一芯轴上,所述链条与各个链轮相啮合,所述伺服电机与其中一个第一芯轴相连。
20.通过采用上述技术方案,伺服电机启动,通过链轮和链条的链传动驱动各个第一芯轴转动。
21.可选的,所述固定组件包括连杆和压杆,所述连杆铰接在凹槽内并位于轴座上方,所述连杆朝向凹槽槽口的一端与压杆垂直固定,所述第一基架背离凹槽槽口的一侧铰接有固定气缸,所述固定气缸的活塞杆与连杆远离压杆的一端铰接,所述凹槽槽底开设有供固定气缸活塞杆移动的通槽。
22.通过采用上述技术方案,压杆将轴座限制在凹槽内,更换收卷辊时,固定气缸拉动连杆,使得压杆向上转动与轴座分离,便可将收卷辊拆卸,方便快捷。
23.可选的,所述第一基架侧壁在各个凹槽位置均垂直设有导轨,所述轴座上开设有沿导轨滚动的环槽,所述底板上铰接有料架,所述料架上垂直设有若干组托杆,所述第一基架上铰接有上料气缸,所述上料气缸的活塞杆与料架铰接。
24.通过采用上述技术方案,操作者将收卷辊放在托杆与料架的直角处,上料气缸拉动料架向上转动,当托杆与导轨对接后操作者再移动收卷辊进入凹槽内固定,省时省力,环槽与导轨的配合则限制了收卷辊轴向的位移,便于轴座与凹槽的定位。
25.综上所述,本技术包括以下至少一种有益技术效果:1.网布、聚丙烯纺粘无纺布和sms无纺布均具有良好的透气性,sms无纺布具有透气不透水的特性,降低了病人体液渗入的可能性,同时抗菌布起到了杀菌的作用,进一步提高手术衣的安全性;2.实现了在共同驱动力下对各个收卷辊独立传动的效果,灵活性高;收卷辊装卸快捷,省时省力。
附图说明
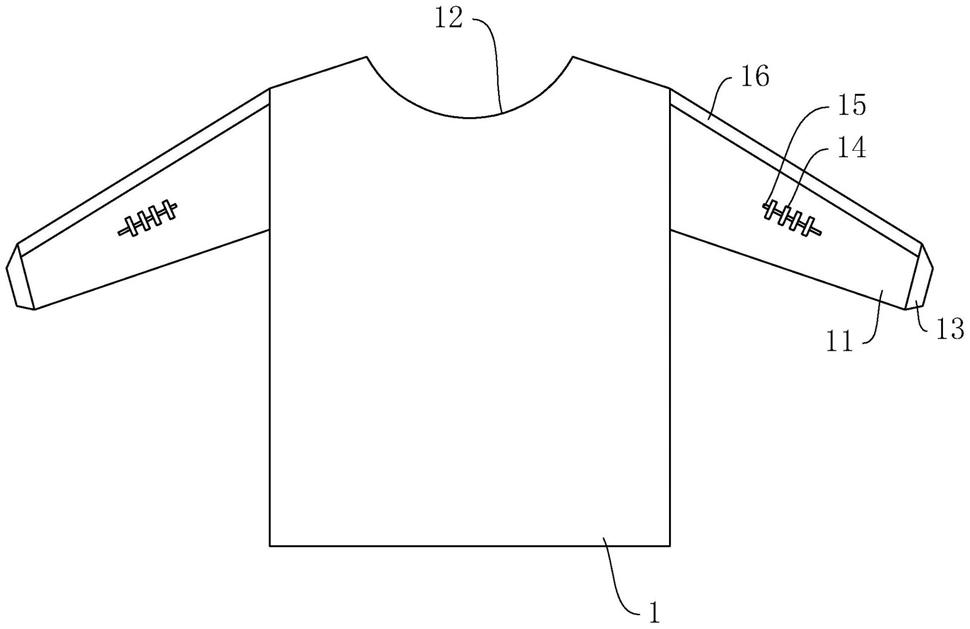
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例用于体现手术衣本体和衣袖组成的示意图。
28.图3是本技术实施例用于体现导向辊和夹辊的结构示意图。
29.图4是本技术实施例用于体现胶盒的结构示意图。
30.图5是图4中a处放大图。
31.图6是本技术实施例用于体现放卷机构的结构示意图。
32.图7是图6中b处放大图。
33.图8是本技术实施例用于体现料架的结构示意图。
34.附图标记说明:1、手术衣本体;11、衣袖;12、领口;13、弹性袖口;14、布扣;15、布带;16、密封带;21、网布;22、聚丙烯纺粘无纺布;23、抗菌布;24、sms无纺布;31、第一基架;32、第二基架;321、导向辊;33、第三基架;34、第四基架;35、胶盒;351、抹胶辊;36、夹辊;37、传动电机;4、放卷机构;41、底板;42、基座;421、第一芯轴;43、万向节;44、第二芯轴;441、主动齿轮;442、中间环;45、伺服缸;46、凹槽;47、收卷辊;471、从动齿轮;48、轴座;51、伺服电机;52、链轮;53、链条;61、连杆;62、压杆;63、固定气缸;64、通槽;71、导轨;72、环槽;73、料架;731、托杆;74、上料气缸。
具体实施方式
35.以下结合附图1-8对本技术作进一步详细说明。
36.本技术实施例公开一种医疗手术衣。如图1,医疗手术衣包括手术衣本体1和两个衣袖11,手术衣本体1的上端设有领口12,领口12与人员脖颈贴合,两个衣袖11上缝合的接缝处均粘结有密封带16,用于将缝隙封闭,两个衣袖11分别连接在手术衣本体1的两侧,且每个衣袖11远离手术衣本体1的一端均连接有弹性袖口13,弹性袖口13收束在穿着人员的手上,减小了袖口敞开而给手术带来不便的可能。
37.如图1,每个衣袖11在对应肘部位置均设有若干沿衣袖11长度方向间隔分布的布扣14,各个布扣14内穿设有布带15,布带15的一端与衣袖11固定。当衣袖11长度大于人员手臂长度时,操作者将布带15穿过相应数量的布扣14后扎起,使得对应布扣14相互聚集,从而将衣袖11部分叠起,缩短衣袖11的长度,以满足不同人员的需求。
38.如图1和图2,手术衣本体1和衣袖11包括由内向外依次排列的网布21、聚丙烯纺粘无纺布22、抗菌布23和sms无纺布24,网布21、聚丙烯纺粘无纺布22和sms无纺布24均具有良好的透气性,保证了人员穿着时舒适度和柔软度,减小了医务人员长时间穿着后产生闷热、出汗等情况,给手术过程提供了便利,此外抗菌布23浸泡过消毒灭菌溶液,具有杀菌的功能,利于提高手术衣的安全性。
39.本技术实施例还公开一种医疗手术衣的生产工艺,包括如下步骤:s1、布料复合,选择网布21、聚丙烯纺粘无纺布22、抗菌布23和sms无纺布24四种布料,采用复合机对四种布料进行复合,复合后对布料依次进行干燥、杀菌和收卷。
40.s2、布料裁剪,将布料堆叠,利用样板在复合后的布料上划线,然后根据划线将堆叠的布料裁剪出样式布片,将裁剪后的布片分别制作成手术衣本体1和衣袖11,其中手术衣本体1的领口12处需折边并采用拷边机进行修边,去除领口12处的线头,衣袖11采用缝纫机
进行缝合。
41.s3、在衣袖11接缝处粘贴密封带16,采用热熔粘合衬布的方式将布扣14和布带15与衣袖11进行热合固定。
42.s4、将衣袖11与手术衣本体1缝合在一起。
43.如图3、图4和图5,复合机包括沿直线依次排列的第一基架31、第二基架32、第三基架33和第四基架34,第一基架31上设有用于对布料进行放卷的放卷机构4,第二基架32上转动连接有四根沿其高度方向排列的导向辊321,每根导向辊321对应第一基架31上的一种布料,第二基架32和第三基架33均设有胶盒35,第二基架32上的胶盒35设有两个并沿第二基架32高度方向上下排列,两个胶盒35位于第二基架32朝向第三基架33的一侧,其中一个胶盒35靠近从上往下的第一根导向辊321,另一个胶盒35靠近第三根导向辊321,第三基架33上的胶盒35位于第三基架33朝向第四基架34的一侧,各个胶盒35内均转动连接有抹胶辊351,抹胶辊351部分伸出胶盒35盒口,胶盒35端部安装有用于驱动抹胶辊351转动的电机。
44.如图4,第三基架33和第四基架34上均转动连接有夹辊36,第三基架33上的夹辊36设有两组并沿第三基架33的高度方向间隔排列,且位于上方的夹辊36高于胶盒35,第三基架33和第四基架34上均设有用于驱动夹辊36转动的传动电机37,夹辊36包括加热辊和压合辊,传动电机37的电机轴与夹辊36中的压合辊同轴连接。布料位于加热辊和压合辊之间,传动电机37驱动压合辊转动,压合辊与加热辊配合共同牵引布料前进。
45.如图6,放卷机构4包括底板41和基座42,基座42和第一基架31均垂直固定在底板41上,基座42位于第一基架31的一侧,基座42上转动连接有四个沿其高度方向间隔排列的第一芯轴421,各个第一芯轴421朝向第一基架31的的一端均通过万向节43连接有第二芯轴44,各个第二芯轴44远离第一芯轴421的一端均同轴设有主动齿轮441,各个第二芯轴44在主动齿轮441,第二芯轴44在主动齿轮441朝向第一芯轴421的一侧转动连接有中间环442,中间环442与第二芯轴44同轴分布,基座42在各个第一芯轴421的下方均铰接有伺服缸45,伺服缸45的铰接轴线水平分布,各个伺服缸45的驱动杆均与其相靠近的中间环442铰接,伺服缸45驱动第二芯轴44上下转动,基座42上设有用于驱动各个第一芯轴421同步转动的驱动组件。
46.驱动组件包括伺服电机51,各个第一芯轴421背离第二芯轴44的一端均同轴连接有链轮52,各个链轮52通过环形的链条53连接,链条53与各个链轮52相啮合,伺服电机51安装在基座42上,且伺服电机51的电机轴与其中一个第一芯轴421同轴相连。伺服电机51驱动与其相连的第一芯轴421转动,该第一芯轴421带动链轮52转动,链轮52通过链条53驱动其余第一芯轴421同步转动。
47.如图6,第一基架31背离第二基架32一侧开设有四组沿其高度方向排列的凹槽46,每组凹槽46的数量均为两个并对称分布,相对的两个凹槽46内穿设有收卷辊47,每个收卷辊47在对应凹槽46位置均同轴转动连接有轴座48,轴座48外径小于收卷辊47外径,第一基架31上设有用于将轴座48固定在凹槽46内的固定组件,收卷辊47与第二芯轴44一一对应且收卷辊47位于与其对应的第二芯轴44上方,各个收卷辊47在靠近其对应第二芯轴44的一端均固定有与主动齿轮441啮合的从动齿轮471,当主动齿轮441与从动齿轮471啮合时,收卷辊47与第二芯轴44轴线平行。
48.第一芯轴421转动时通过万向节43带动第二芯轴44转动,第二芯轴44带动主动齿
轮441转动,主动齿轮441驱动从动齿轮471转动,从而使得收卷辊47转动,当伺服缸45驱动第二芯轴44向下转动时,主动齿轮441与从动齿轮471分离,收卷辊47失去动力而停止,此时其余收卷辊47依旧可正常转动,实现了在单一驱动力下对每个收卷辊47进行独立传动的目的。
49.如图6和图7,固定组件包括连杆61,连杆61铰接在凹槽46内顶壁上并位于轴座48上方,连杆61朝向凹槽46槽口的一端垂直固定有压杆62,压杆62朝下分布,第一基架31背离凹槽46槽口的一侧铰接有与各个轴座48相对应的固定气缸63,固定气缸63的铰接轴线与连杆61铰接轴线平行,固定气缸63的活塞杆穿进凹槽46内并与连杆61远离压杆62的一端铰接,凹槽46槽底开设有供固定气缸63活塞杆移动的通槽64。
50.压杆62将轴座48抵紧在凹槽46内,将轴座48固定住,使得收卷辊47可自由转动,当需要将收卷辊47卸下时,固定气缸63拉动连杆61转动,使得连杆61带动压杆62向上转动与轴座48分离,此时操作者便可将收卷辊47移出,方便快捷。
51.第一基架31侧壁上垂直设有与各个凹槽46一一对应的导轨71,导轨71上端面与凹槽46内底面齐平,导轨71截面呈凸字形,轴座48上开设有同轴分布的环槽72,环槽72与导轨71相配合。底板41在第一基架31背离第二基架32的一侧铰接有料架73,料架73上垂直设有沿其长度分布的四组托杆731,每组托杆731的数量均为两个,托杆731与导轨71一一对应且两者截面相同,第一基架31上铰接有上料气缸74,上料气缸74的活塞杆与料架73铰接。
52.本技术实施例实施原理为:布料缠绕在收卷辊47上,上料时,料架73平放在底板41上,操作者将收卷辊47放在料架73上,并使轴承座置于托杆731与料架73的垂直拐角处,上料气缸74启动,拉动料架73向上转动,使得托杆731与导轨71相互抵接,此时托杆731与导轨71齐平,操作者滚动收卷辊47,使轴座48沿托杆731和导轨71移动至凹槽46内,固定气缸63拉动连杆61转动,带动压杆62将轴座48抵紧在凹槽46内固定。
53.伺服电机51启动,驱动各个第一芯轴421同步转动,第一芯轴421带动第二芯轴44转动,第二芯轴44通过主动齿轮441和从动齿轮471的传动驱动收卷辊47转动,操作者将布料牵引至对应的导向辊321上,第二基架32位于上方的抹胶辊351与从上向下的第一块布料抵接,位于下方的抹胶辊351则与第三块布料抵接,操作者再将第一、第二块布料引入第三基架33位于上方的夹辊36中,第三、第四块布料引入第三基架33位于下方的夹辊36中,第三基架33上的抹胶辊351与第一、第二块布料复合的面料抵接,第三基架33对应的两个夹辊36复合后的布料引入第四基架34上的夹辊36中。布料牵引调试结束后,各个收卷辊47开始持续放卷,抹胶辊351将胶水涂覆在面料上,面料经过夹辊36的压合和加热后复合在一起。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1