一种双边拉链制造用一体机的制作方法
1.本发明属于拉链技术领域,具体涉及一种双边拉链制造用一体机。
背景技术:
2.市面上的金属拉链机都是大同小异,都在追求设备稳定,提升速度产能,价格便宜,提高自动化,却忽略了如何去简化自动化,维护操作,如何将复杂的东西变简单化,同时又能达到更好的效果;真正的为广大机修操作工减轻工作强度。很多拉链厂生产规模扩大后,设备的数量及厂房的面积越来越大,在追求节约人工增加产能的问题上绞尽脑汁,通常的办法是增加设备,增加起重机叉车类设备。对于拉链的生产环境要求高,很多要求6s管理,从规划布置,管理保洁都要规范,使得这些要求又增加很多人工。
3.现有设备主要分四个部分:电箱拼拉链,排链装置,送料装料架和排链主机隔音罩,由于各部分体积大,分开摆放,使得一台完整的设备占地面积过大,工人操作不便,车间布置难度加大,增加了许多电线在设备外面,带有安全隐患,还增加了工人看守机器的活动范围。加之现有的送料装料架比较高,物料又有300斤以上,分开摆放距离大,需要两人协同装料,使得装料困难,设备各部分分开,从而增加了设备制造成本,增加工厂摆放安装难度,还有由于隔音罩整体落地安装导致增加了设备的保洁难度,常常导致地面有机油,导致场地清洁难以维持。
技术实现要素:
4.针对现有技术中的不足之处,本发明提供一种双边拉链制造用一体机,能够将送料装料装置镶嵌进底座,降低了制造成本,操作更方便,并同时实现轻松举起料轮实现稳定自转。
5.为了达到上述目的,本发明技术方案如下:一种双边拉链制造用一体机,包括底座、送料装料装置、布带张紧装置、排链装置、合链张紧装置、隔音罩和压链装置;送料装料装置设置在底座的内部容腔中,送料装料装置的起重摇把从底座的左右侧壁延伸出来,以便人员操作送料装料装置运行;布带张紧装置、排链装置和合链张紧装置设置在底座上方,排链装置由隔音罩罩住;压链装置设置在隔音罩的一侧;拉链布带经隔音罩后侧壁开设的进布带孔入隔音罩内部,再依次穿过布带张紧装置、排链装置,在排链装置处种植链牙后,经合链张紧装置传送至隔音罩的压链装置,进行拉链拼合;送料装料装置将铜线传送至排链装置中,为排链装置提供铜线来种植链牙。
6.进一步的,还包括操作面板,所述操作面板设置在合链装置后侧,包括控制触摸屏和启停开关按钮,与电箱相连,通过控制触摸屏进行参数设置,通过启停开关按钮控制电箱的开闭,电箱控制布带张紧装置、排链装置、合链张紧装置和压链装置的运行。
7.进一步的,所述底座上方设有一侧隔层板,底座前侧右边一侧从上而下排列设有回油过滤油箱、供油油泵油箱和吸气盒;所述隔层板表面设有回油道,回油道与回油过滤油箱连通,将废油集中回收;过滤后的油进入供油油泵油箱,进行回收循环利用,吸气盒用于
吸取废料,底座前侧左边一侧设有电箱。
8.进一步的,所述隔音罩上设有多个带透明可视窗口的开合门,便于维修观察与取放物;隔音罩左侧壁上设有推拉门,便于设备维修。
9.进一步的,所述送料装料装置包括料轮、起重臂和主动传动轴,料轮两侧铰链有一起重臂,两个起重臂相互平行设置,两者的上部通过一横杆连接,且每个起重臂与横杆连接处设有滚针轴承;横杆上设有两个从动蜗杆牙套,从动蜗杆牙套与从动蜗杆的下部连接,从动蜗杆顶部设有从动斜齿轮,从动斜齿轮与主动传动轴上的主动斜齿轮啮合,主动传动轴的外端与起重摇把连接;通过正反转动起重摇把将起重臂抬起与放下,从而实现升降物料作用。
10.进一步的,所述送料装料装置还包括伞型定位同心自转结构、料轮挡板和调节把手,伞型定位同心自转结构设置在料轮和起重臂之间,与起重臂之间设有料轮挡板;调节把手位于横杆下方,调节把手两端互为相反螺纹,且设有相反螺纹的两个端部与两个起重臂连接,通过正反转动调节把手可使得两侧起重臂相互靠近与相对分开,从而带动两侧伞型定位同心自转结构和料轮挡板对起到抱紧料轮和放开料轮的动作。
11.进一步的,所述伞型定位同心自转结构包括周边相互铰链的大定位架和小定位架,大定位架和小定位架通过销钉与料轮挡板连接,大定位架和小定位架之间设有弹簧,当两侧起重臂相互靠近时,料轮挡板受到料轮往外的反作用力,使料轮挡板朝向起重臂一侧移动,从而拉动小定位架,其中,大定位架不可左右移动,使得大定位架整体外径变大至料轮内径尺寸,实现伞型定位同心自转结构对料轮进行固定且定位同心,容易自转,从而举起料轮并稳定自转,将料轮从地面悬挂于半空,实现拉动物料自转。
12.进一步的,所述料轮和伞型定位同心自转结构之间还设有刹车装置,包括刹车盘、顶柱、刹车弹簧和刹车把手,刹车盘设置在料轮挡板外侧,顶柱一端顶在刹车盘上,顶柱一端朝向料轮挡板的内侧设置同时与刹车弹簧、刹车把手依次安装在设备外侧起重臂的安装孔中;通过扭动刹车把手来调节刹车盘的阻力,从而控制料轮自转速度,从而使其能够及时停止运行。
13.进一步的,所述底座设有导线装置,用来感应铜线故障,感应到料轮不发生转动时设备体制运转,导线装置包括铜线导轮、摆杆、感应顶针、导线弹簧、调节力度把手和导线基座,铜线导轮设置在铜线导出端部上方,摆杆一端连接铜线导轮,一端通过导线弹簧连接导线基座,感应顶针顶部设置在导线基座下方且其底部位于摆杆上方,调节力度把手设置在导线基座上方且与导线弹簧相连,导线基座设置在底座内壁上,当料轮自转阻力过大时,摆杆会往上摆从而碰到感应顶针,从而感应到故障停止运转来保护设备,通过扭转调节力度把手调节导线弹簧力度,来配合设备正常运行力度。
14.进一步的,所述合链张紧装置包括两个感应头,张紧导轮、连杆、合链导轮和合链头;张紧导轮与连杆连接,且设置在两个感应头的输入端部,能够引导拉链上下摆动,当下方感应头感应到时,压链马达转动,转动传输速度大于排链装置传输速度,张紧导轮向上运动,当上方感应头感应时,压链马达停止转动,实现两条拉链合并并保持一定张力;两条单边拉链经合链导轮缠绕,通过合链头,最终通过压链装置。
15.有益效果:本发明将原有的四个部分整合成一个整体,设备的制造成本运输搬运摆放成本都大大缩减,减小了约传统设备占地面积的三分之二,设备外面无需布置电线,减
少了电线漏电伤人的风险,也使得车间布置更容易。看守机器的工人可以看管更多的机台。本发明更轻松更方便装料,一个人操作可以很快轻松的完成装料工作,同时将隔音罩安装在底座上面,增加一隔层,使得设备的油污无法留到地面,顺着设计好的油道集中回收。
附图说明
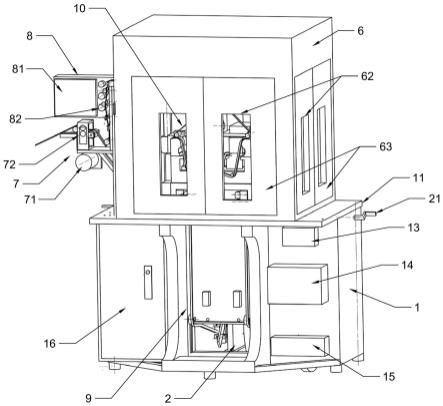
16.图1为本发明的结构立体图;图2为本发明的结构主视图;图3为本发明的结构后视图;图4为本发明的底座结构示意图;图5为本发明的送料装料装置结构示意图;图6为本发明的术伞型定位同心自转结构的简化示意图;图7为本发明的刹车装置结构示意图;图8为本发明的导线装置结构示意图;图9为本发明的铜线走向与拉链布带走向局部结构示意图。
17.图中,1-底座、2-送料装料装置、3-布带张紧装置、4-排链装置、5-合链张紧装置、6-隔音罩、7-压链装置、8-操作面板,9-铜线,10-拉链布带;11-隔层板、12-回油道、13-回油过滤油箱、14-供油油泵油箱、15-吸气盒、16-电箱;21-起重摇把、22-料轮、23-伞型定位同心自转结构、24-起重臂、25-料轮挡板、26-调节把手、27-主动传动轴、28-刹车装置、29-导线装置;231-大定位架、232-小定位架、233-销钉、234-弹簧;241-横杆241、242-支撑架、243-胶轮,244-安装孔;271-主动斜齿轮、272-从动斜齿轮、273-从动蜗杆、274-从动蜗杆牙套;281-刹车盘、282-顶柱、283-刹车弹簧、284-刹车把手;291-铜线导轮、292-摆杆、293-感应顶针、294-导线弹簧、295-调节力度把手、296-导线基座;31-布带马达、32-布带上感应头、33-布带下感应头、34-重力导轮;41-主机马达、42-转动皮带、43-布带导轮组、44-铜线导轮组;51-感应头、52-张紧导轮、53-连杆、54-合链导轮、55-合链头;61-进布带孔,62-透明可视窗口,63-开合门,64-推拉门;71-压链马达、72-滚轮;81-控制触摸屏、82-启停开关按钮组。
具体实施方式
18.以下参照具体的实施例来说明本发明。本领域技术人员能够理解,这些实施例仅用于说明本发明,其不以任何方式限制本发明的范围。
19.一种双边拉链制造用一体机,如图1至图3所示,包括底座1、送料装料装置2、布带张紧装置3、排链装置4、合链张紧装置5、隔音罩6、压链装置7和操作面板8;送料装料装置2设置在底座1的内部容腔中,送料装料装置2的起重摇把21从底座1
的左右侧壁延伸出来,以便人员操作送料装料装置2运行;布带张紧装置3、排链装置4和合链张紧装置5设置在底座1上方,排链装置4由隔音罩6罩住;压链装置7设置在隔音罩6的一侧;操作面板8设置在压链装置7后侧,控制上述部件的运行;操作面板8包括控制触摸屏81和启停开关按钮组82;送料装料装置2将铜线9传送至排链装置4中,为排链装置4提供铜线9来种植链牙;拉链布带10经隔音罩6后侧壁开设的进布带孔61进入隔音罩6内部,再依次穿过布带张紧装置3、排链装置4,在排链装置4处种植链牙后,经合链张紧装置5传送至隔音罩6外侧的压链装置7,进行拉链拼合。
20.本实施例中,如图1和图2所示,隔音罩6上前后侧壁和右侧壁上分别设有带透明可视窗口62的开合门63,便于维修观察与取放物;隔音罩6左侧壁上设有推拉门64,便于设备维修。
21.本实施例中,如图1至图3所示,底座1底部置于水平面上,其顶部上方设有一侧隔层板11,该隔层板11表面设有回油道12;底座1前侧右边一侧从上而下排列设有回油过滤油箱13、供油油泵油箱14和吸气盒15,回油过滤油箱13则与回油道12连通,将废油集中回收;过滤后的油进入供油油泵油箱14,进行回收循环利用,吸气盒15用于吸取废料;底座1前侧左边一侧设有电箱16,电箱16与控制触摸屏81、启停开关按钮组82相连,通过控制触摸屏81进行参数设置,通过启停开关按钮组82控制电箱的开闭,从而实现电箱控制布带张紧装置、排链装置、合链张紧装置和压链装置的运行。
22.本实施例中,如图4至图6所示,送料装料装置2,包括料轮22、伞型定位同心自转结构23、起重臂24、料轮挡板25、调节把手26和主动传动轴27,料轮22两侧铰链有一起重臂24,两个起重臂24相互平行设置,两者的上部通过一横杆241连接,且每个起重臂24与横杆241连接处设有滚针轴承;横杆241上设有两个从动蜗杆牙套274,从动蜗杆牙套274与从动蜗杆273的下部连接,从动蜗杆273顶部设有从动斜齿轮272,从动斜齿轮272与主动传动轴27上的主动斜齿轮271啮合,主动传动轴27的外端与起重摇把21连接;通过正反转动起重摇把21将起重臂24抬起与放下,从而实现升降物料作用;伞型定位同心自转结构23设置在料轮22和起重臂24之间,与起重臂24之间设有料轮挡板25;调节把手26位于横杆241下方,调节把手26两端互为相反螺纹,且设有相反螺纹的两个端部与两个起重臂24连接,通过正反转动调节把手26可使得两侧起重臂24相互靠近与相对分开,从而带动两侧伞型定位同心自转结构23和料轮挡板25对起到抱紧料轮22和放开料轮22的动作;伞型定位同心自转结构23包括周边相互铰链的大定位架231和小定位架232,大定位架231和小定位架232通过销钉233与料轮挡板25连接,大定位架231和小定位架232之间设有弹簧234,当两侧起重臂24相互靠近时,料轮挡板25受到料轮22往外的反作用力,使料轮挡板25朝向起重臂24一侧移动,从而拉动小定位架232,其中,大定位架231不可左右移动,使得大定位架231整体外径变大至料轮22内径尺寸,实现伞型定位同心自转结构23对料轮22进行固定且定位同心,容易自转,从而举起料轮22并稳定自转,将料轮22从地面悬挂于半空,实现拉动物料自转;当两侧起重臂24距离加大时,伞型定位同心自转结构23内侧面受到弹簧234的力使其外侧面直径变小,从而与料轮22脱开。
23.本实施例中,如图7所示,料轮22和伞型定位同心自转结构23之间还设有刹车装置28,包括刹车盘281、顶柱282、刹车弹簧283和刹车把手284,刹车盘281设置在料轮挡板25外侧,顶柱282一端顶在刹车盘281上,顶柱282另一端朝向料轮挡板25的内侧设置同时与刹车弹簧283、刹车把手284依次安装在该起重臂24外侧的安装孔244中;通过扭动刹车把手284来调节刹车盘281的阻力,从而控制料轮22自转速度,从而使其能够及时停止运行。
24.其中,起重臂24远离料轮22的一侧垂直设有支撑架242,支撑架242的顶部设有胶轮243,胶轮243顶在底座1内壁上,从而稳定起重臂24。
25.本实施例中,如图8所示,料轮22和转向导轮221之间外部还设有导线装置29,用来感应铜线故障,感应到料轮22不发生转动时设备体制运转,导线装置29包括铜线导轮291、摆杆292、感应顶针293、导线弹簧294、调节力度把手295和导线基座296,铜线导轮291设置在铜线9导出端部上方,摆杆292一端连接铜线导轮291,一端通过导线弹簧294连接导线基座296,感应顶针293顶部设置在导线基座296下方且其底部位于摆杆292上方,调节力度把手295设置在导线基座296上方且与导线弹簧294相连,导线基座296设置在底座1内壁上,当料轮22自转阻力过大时,摆杆292会往上摆从而碰到感应顶针293,从而感应到故障停止运转来保护设备,通过扭转调节力度把手295调节导线弹簧294力度,来配合设备正常运行力度。
26.本实施例中,如图9所示,布带张紧装置3包括布带马达31、布带上感应头32、布带下感应头33、重力导轮34和连接杆;布带马达31设置布带上感应头32、布带下感应头33的上方,布带上感应头32、布带下感应头33上下竖直排列;重力导轮34与连接杆连接,且能够布带上感应头32、布带下感应头33之间水平线间隔之间进行上下移动,从而能够引导拉链布带10上下摆动;拉链布带10绕过布带马达31的输出端,然后绕过重力导轮34,拉链布带10在排链装置4的拖动下,使得重力导轮34往上运动,当布带上感应头32感应到重力导轮34的连接杆时,布带马达31启动,使得拉链布带10的拖动速度大于排链装置4的拖动速度,从而导致重力导轮34往下运动,当布带下感应头33感应到重力导轮34的连接杆时,布带马达31停止,从而保证拉链布带10一直保持张力。
27.本实施例中,如图9所示,排链装置4包括主机马达41、转动皮带42、布带导轮组43、铜线导轮组44和链牙种植头,主机马达41通过转动皮带42与布带导轮组43、铜线导轮组44传动连接,布带导轮组43将拉链布带10传动至链牙种植处,铜线导轮组44将铜线9传动至链牙种植处,链牙种植头设置在链牙种植处,进行链牙种植作业。
28.本实施例中,如图9所示,合链张紧装置5包括两个感应头51,张紧导轮52、连杆53、合链导轮54和合链头55;张紧导轮52与连杆53连接,且设置在两个感应头51的输入端部,能够引导拉链上下摆动;当下方的感应头51感应到时,压链马达71转动,转动传输速度大于排链装置传输速度,张紧导轮52向上运动,当上方的感应头51感应时,压链马达71停止转动,实现两条拉链合并并保持一定张力;两条单边拉链经合链导轮54缠绕,通过合链头55,最终通过压链装置7。
29.本实施例中,如图1所示,压链装置7包括压链马达71和两个滚轮72;两个滚轮72上下分布且之间留有缝隙,并由压链马达71带动;经过合链张紧装置5的拉链穿过两个滚轮72之间,完成压链作业。
30.本发明的工作流程:通过摇动起重摇把21将伞型定位同心自转结构23降至最低,
将缠绕有铜线9的料轮22推入机器底部,料轮11靠内侧挡板,伞型定位同心自转结构23的内侧部分结构镶嵌入料轮22内侧中心孔,然后转动调节起重摇把21将另外一侧伞型定位同心自转结构23镶嵌入料轮22外侧中心孔,转紧调节起重摇把21;摇动起重摇把21将料轮22升至离开地面即可,将铜线9放开穿入排链装置4中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1