一种自动穿绳扣机的制作方法
本发明属于机械,涉及一种自动穿绳扣机。
背景技术:
1、在服装和箱包行业广泛应用着绳扣,这种利用绳扣收拢束紧的方式是将绳子裁断至需要的长度后对折,然后将绳扣的锁紧孔打开,将对折后的双股绳子穿进锁紧孔,再把绳扣的锁紧孔锁上,最后把剪断端的两股绳子并在一起。手工穿扣效率低下,操作者易疲劳。
2、申请号为201621281116.8的中国专利文献公开了一种全自动穿绳扣打结设备,它包括机架,机架上设有基板,基板上从一侧到另一侧依次设有裁绳穿扣单元、打结单元和出料单元,裁绳穿扣单元和打结单元之间设有搬料单元,机架靠近裁绳穿扣单元的侧边设有绳扣供料单元,打结单元的前方靠近基板边缘处设有人机操作面板。
3、上述全自动穿绳扣打结设备能够自动穿绳,然而,设计自动化程度更高的自动穿绳扣机,也是技术发展的必然趋势。
技术实现思路
1、本发明针对现有技术存在的上述问题,提供一种自动穿绳扣机,本发明所要解决的技术问题是:如何对绳扣自动化穿绳。
2、本发明的目的可通过下列技术方案来实现:
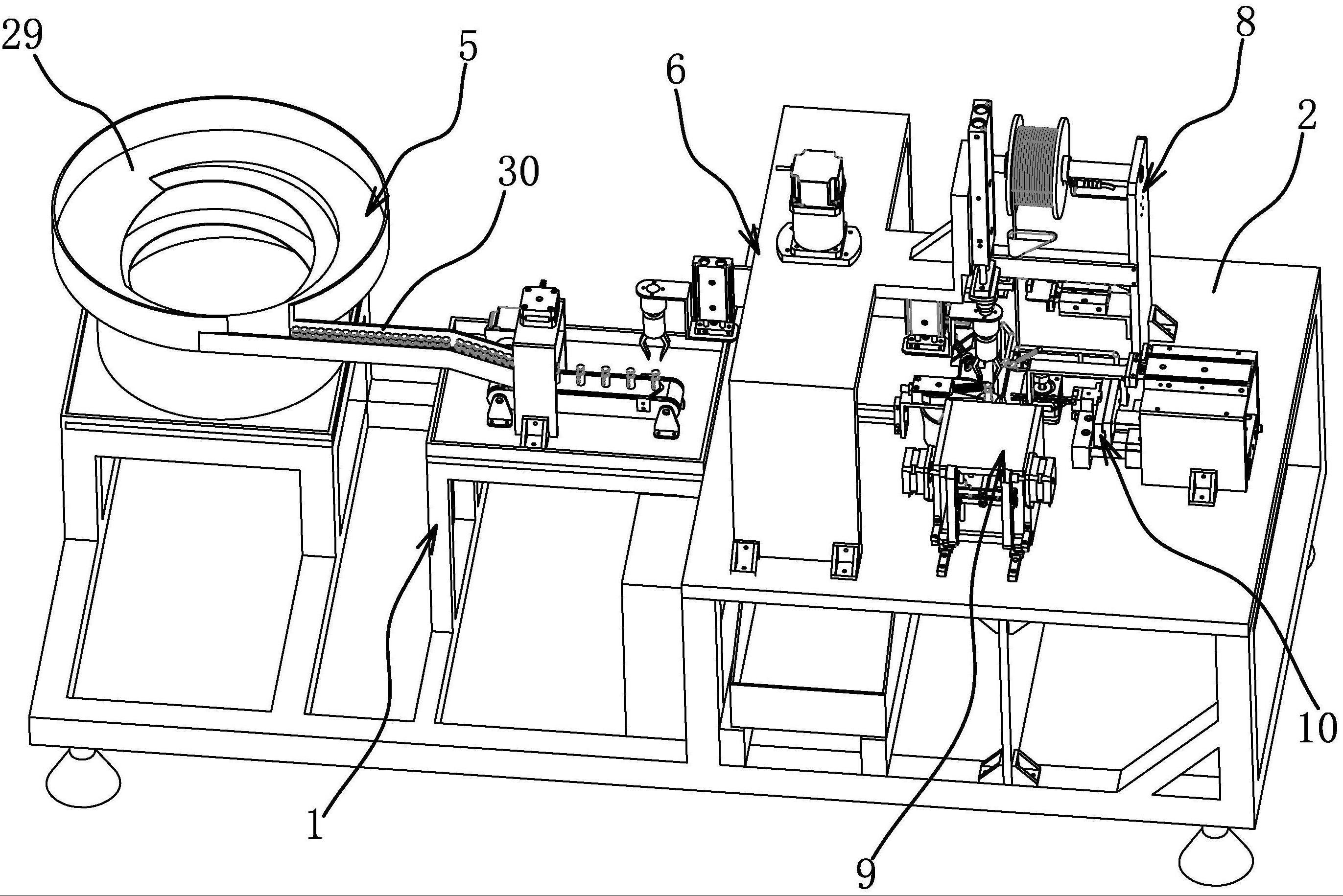
3、一种自动穿绳扣机,自动穿绳扣机包括机架,机架具有工作台,工作台上设置有能够转动的载台,机架上设置有用于将绳扣输出的送扣机构、用于将绳扣运送至工作台上的抓扣机构、用于检测扣孔的传感器、用于将绳子拉出的拉绳机构、用于将绳子弯折的勾绳机构和用于将绳子穿进绳扣的穿扣机构。
4、其工作原理是:送扣机构将弹簧绳扣输送出来后,抓扣机构将绳扣运送至工作台的载台上,压扣部向下压紧绳扣使扣身上的孔和扣帽上的孔同心后,驱动源驱动载台转动,载台带动绳扣一起转动,当传感器检测到孔位后,绳扣继续转动一定角度使绳扣的孔口转动到适合穿孔的角度,之后拉绳机构将绳子下拉到合适位置,绳子在下拉过程中保持张紧状态,拉绳机构将绳子夹住;勾绳机构向靠近绳子的方向移动并夹住绳子的上下两处后,拉绳机构将绳子切断,同时拉绳机构将绳子的下端松开,勾绳机构缩回且拉动绳子移动一定距离后,使绳子处于对折状态且呈u形,绳子分成上下两段,当两段绳子的部分分别位于扣孔前端时,勾绳机构停止移动,之后穿扣机构将绳子末端分别插进绳扣的两扣孔中,此时绳子的两端分别穿在绳扣的两个扣孔上。
5、本自动穿绳扣机能够对弹性绳扣进行自动送料及抓取,对弹性绳扣的孔位进行自动识别和对位,对绳子进行自动拉出和裁剪,对于绳子的穿扣动作实现无人自动化,大大提高生产效率。
6、在上述的一种自动穿绳扣机中,穿扣机构包括安装座一和驱动安装座一移动的驱动件一,安装座一上设置有推杆。
7、驱动件一驱动安装座一移动,使推杆推动绳子移动,在推杆插进绳扣的扣孔中时绳子也穿入扣孔中。
8、作为一种实施例,驱动件一包括气缸一,气缸一具有能够滑动的滑台,推杆固定在滑台上。
9、作为其他的实施方式,驱动件一也可以是油缸或直线电机。
10、在上述的一种自动穿绳扣机中,穿扣机构还包括气缸二,气缸二的活塞杆上设置有用于牵拉绳子的夹子。
11、气缸二驱动夹子伸出并夹住穿过扣孔的绳头,然后气缸二复位夹子二缩回且将绳子拉出一端距离,很好的提高操作的方便性。
12、在上述的一种自动穿绳扣机中,安装座一包括固定板,固定板上设置有能够横向移动且能够定位在固定板上的支座一,支座一上设置有能够竖向移动且能够定位在支座一上的支座二,支座二上安装有支座三,支座三上设置有能够竖向移动且能够定位在支座三上的安装块,安装块上安装有一个推杆,支座三上安装有另一个推杆,推杆上下设置且相平行。
13、支座一可以通过螺栓固定在固定板上,松开螺栓后,支座一可以在固定板上横向滑动,根据需要调节推杆与载台在水平方向的相对位置,很好的适应不同的载台位置;支座二可以通过螺栓固定在支座一上,松开螺栓后,支座二可以在支座一上竖向滑动,使推杆能够准确的对准绳扣扣孔,适应不同高度的绳扣扣孔。
14、本实施例中,推杆为两个且二者上下设置,安装块可以通过螺栓固定在支座三上,松开螺栓后,安装块可以在支座三上竖向滑动以调节两推杆在高度方向上的距离,很好的适应扣孔间距不同的绳扣。
15、在上述的一种自动穿绳扣机中,机架上还设置有收料机构,收料机构包括气缸三,气缸三的活塞杆上设置有推板,机架的下方设置有收料箱,收料箱的上方具有收料管,收料管的顶部敞开且贯穿工作台。
16、气缸三伸出能够带动推板将穿好的绳扣送到收料管内,绳扣顺着收料管道流入收纳箱中,该结构能够自动出料、收料,进一步提高自动化程度。
17、在上述的一种自动穿绳扣机中,送扣机构包括送料盘,送料盘具有出料通道,机架上设置有电机一和支架一,支架一上设置有两个滚轮,滚轮之间张紧连接有传送带,传送带位于出料通道的下方,一个滚轮安装在电机一的输出轴上。
18、送料盘通过振动的方式将绳扣输送至出料通道后落入传送带,电机一通过滚轮驱动传送带移动,传送带绳扣输送至支架一的出料端。
19、在上述的一种自动穿绳扣机中,机架上设置有支架二,支架二上设置有电机二和齿轮二,电机二的输出轴上安装有与齿轮二相啮合的齿轮一,齿轮一和齿轮二上分别安装有挡片一和挡片二,挡片一和挡片二位于出料通道的上方且二者能够相靠近或相远离,支架一的出料端设置有用于阻挡绳扣的阻挡部。
20、电机二通过齿轮一驱动齿轮二转动,转动的齿轮一和齿轮二分别带动挡片一和挡片二摆动,当挡片一和挡片二相靠近后,两个挡片能够将出料通道上的绳扣挡住,当需要输出绳扣时,电机二驱动齿轮二转动反向转动,使挡片一和挡片二相分离,此时两挡片将绳扣放行,使绳扣从出料通道落入传送带中。
21、落入传送带中绳扣被阻挡部阻挡后停止移动,等待抓扣机构抓取后输送至载台上。作为一种实施例,阻挡部呈v形。
22、在上述的一种自动穿绳扣机中,抓扣机构包括架体一,架体一安装在机架上,架体一上设置有能够转动的安装座二,安装座二上设置有至少一个抓扣部,架体一上还设置有用于驱动安装座二转动的驱动件二。
23、作为一种实施例,驱动件二包括电机三,电机三的输出轴与安装座二相连接。
24、本抓扣机构安装在机架上,绳扣从送料盘输出后,驱动件二驱动安装座二转动,当抓扣部转动至绳扣处时,抓扣部将绳扣夹住,之后驱动件二再驱动安装座二转动,当抓扣部移动至放置绳扣的载台上时,抓扣部将绳扣松开,准确地放置在需要的位置。本抓扣机构通过驱动件二驱动安装座二转动,使抓扣部夹取绳扣后能够精确地放置在载台上,操作便捷,送料准确。
25、在上述的一种自动穿绳扣机中,架体一上设置有气缸四,气缸四的活塞杆上设置有支座四,支座四上设置有能够转动的压扣部,压扣部位于载台的上方,传感器位于载台的一侧。
26、绳扣包括扣身和扣帽,绳扣放置在载台上之后,气缸四驱动压扣部向下移动,使压扣部对绳扣的扣帽进行下压,从而使扣身上的孔和扣帽上的孔同心,提高穿绳的方便性。
27、当压扣部向下压紧绳扣且使扣身上的孔和扣帽上的孔同心后,压扣部也可以跟随绳扣转动,在绳扣随载台转动的过程中,压扣部能够一直压着绳扣,当传感器检测到孔位后,绳扣继续转动一定角度使孔口刚好对着推杆,使扣孔与绳子正对,载台不再转动,通过传感器可以确定载台的转动幅度,精准定位扣孔,很好的提高操作的方便性和穿绳的效率。
28、在上述的一种自动穿绳扣机中,拉绳机构包括架体二,架体二安装在机架上,架体二上设置有能够转动的卷绳盘,机架上设置有夹绳部一和驱动夹绳部一上下移动的驱动件三。
29、本拉绳机构中,绳子缠绕在卷绳盘上,需要取绳子时,夹绳部一将绳子夹住后,驱动件三驱动夹绳部一向下移动,夹绳部一拉着绳子移动时,卷绳盘在转动,当达到设定值时,驱动件三停止移动。
30、作为一种实施例,驱动件三包括气缸五,气缸五固定在工作台的下方,工作台上开设有让位孔,夹绳部一安装在气缸五的活塞杆上。
31、当需要拉绳时,气缸五驱动夹绳部一向上移动且穿过让位孔,在工作台上方将绳子夹住,之后向下拉动绳子直至夹绳部一位于工作台下方。气缸五位于工作台下方,夹绳部一在夹取绳子后或不工作时也位于工作台的下方,该结构能够避免驱动件三和夹绳部一与切刀等部件在运行时相干涉,提高操作的方便性。
32、作为其他的实施例,驱动件三也可以是油缸或直线电机。
33、在上述的一种自动穿绳扣机中,架体二的一侧设置有夹紧块一,架体二的另一侧设置有气缸六,气缸六的活塞杆上设置有与夹紧块一相对的夹紧块二。
34、夹紧块一和夹紧块二组成夹紧部,夹紧块一固定在架体二的一侧,夹紧块二位于架体二的另一侧,在气缸六的驱动下,夹紧块二能够向夹紧块一靠近且与夹紧块一共同将下垂的绳子夹紧。
35、在上述的一种自动穿绳扣机中,架体二的一侧设置有气缸七,架体二的另一侧设置有气缸八,气缸七的活塞杆上设置有切刀一,气缸八的活塞杆上设置有切刀二,切刀一和切刀二相对设置。
36、切刀一和切刀二组成切绳机构,切刀一位于在架体二的一侧,切刀二位于架体二的另一侧,在气缸七和气缸八的驱动下,切刀一和切刀二相向移动,二者共同将下垂的绳子切断。
37、在上述的一种自动穿绳扣机中,勾绳机构包括安装座三,安装座三可移动连接在机架上,安装座三上设置有气缸九和气缸十,气缸九和气缸十能够分别上下移动且气缸九位于气缸十的上方,气缸九和气缸十二者的活塞杆上分别设置有夹绳部二,勾绳机构还包括用于阻挡和放行绳子的勾绳部。
38、勾绳机构的两个夹绳部二上下设置,在安装座三的带动下,两个夹绳部二能够分别从勾绳部的上方和下方通过,工作时,绳扣受压后露出两个扣孔,绳子缠绕在卷绳盘上,气缸五驱动夹绳部一上升并夹住绳子,之后将绳子下拉到合适位置,绳子在下拉过程中保持张紧状态,随后机架上的夹紧部将绳子夹住,气缸九和气缸十二者的活塞杆伸出且向靠近绳子的方向移动,同时气缸九和气缸十分别向上和向下移动,之后气缸九和气缸十分别驱动对应的夹绳部二张开并分别夹住绳子的上端和下端,切刀将绳子切断后,绳子上端的夹紧部和绳子下端的夹绳部一松开,气缸九和气缸十二者的活塞杆收缩,同时气缸九和气缸十相向移动并合拢,之后上下两个夹绳部二分别夹着绳子的一端同向移动,绳子的中部则被勾绳部阻挡,当夹绳部二移动一定距离后,绳子处于对折状态且呈u形,绳子分成上下两段,当两段绳子的部分分别位于扣孔前端时,夹绳部二停止移动,之后机架上的推杆伸出,将绳子末端分别插进两扣孔中,勾绳机构将绳子的中部松开,位于绳扣一侧的夹子二伸出并夹住扣孔处的绳头,然后夹子二缩回将绳子拉出,此时绳子的两端分别穿在绳扣的两个扣孔上。
39、本勾绳机构通过勾绳部与上下两个能够水平移动的夹绳部二相配合,使绳子对折后呈u形,绳子分成两段且上下分布,使绳子能够分别穿设至绳扣的两个扣孔中,实现对具有两个扣孔的绳扣自动穿绳,工作效率高。
40、当然,本勾绳机构也可以对一个扣孔进行穿绳,适应性好。
41、在上述的一种自动穿绳扣机中,安装座三上设置有竖向延伸的导柱,导柱上滑动连接有安装架一,气缸九安装在安装架一上,安装座三上还设置有用于驱动安装架一上下移动的驱动件四。
42、驱动件四驱动安装架一上下移动,能够调节气缸九和气缸十上两夹绳部之间的距离,根据需要调节绳子的夹持位置,提高适应性。
43、作为一种实施例,驱动件四包括电机五,电机五安装在安装座三的一侧,电机五的输出轴上设置有同步轮一,安装座的底部设置有同步轮二,同步轮一和同步轮二之间连接有同步带,安装架一安装在同步带上。
44、在上述的一种自动穿绳扣机中,导柱上滑动连接有安装架二,气缸十安装在安装架二上,安装座三上还设置有用于驱动安装架二上下移动的驱动件五。
45、驱动件五驱动安装架二上下移动,能够调节气缸九和气缸十上两夹绳部之间的距离,根据需要调节绳子的夹持位置,提高适应性。
46、作为一种实施例,驱动件五包括电机二,电机二安装在安装座的一侧,电机二的输出轴上设置有同步轮一,安装座三的底部设置有同步轮二,同步轮一和同步轮二之间连接有同步带,安装架二安装在同步带上。在上述的一种自动穿绳扣机中,勾绳部包括导杆和挡杆,导杆和挡杆分别固定在机架上,挡杆的外端部铰接有摆杆,摆杆与挡杆之间连接有弹簧,弹簧处于受压缩状态且使摆杆的外端部抵靠在导杆上。
47、摆杆的内端部铰接在挡杆的外端部上,受压缩的弹簧使摆杆的外端部与导杆相抵靠,摆杆和导杆将绳子的中部阻挡住,当拨动摆杆使摆杆与导杆分离后,摆杆与导杆则将绳子放行。
48、在上述的一种自动穿绳扣机中,挡杆的下方具有连杆,机架上设置有电机四,电机四的输出轴上固定有用于推动连杆摆动的推动件。
49、电机四驱动推动件转动后,推动件推动连杆摆动,从而使摆杆摆动且与导杆分离,该结构能够实现自动松绳,提高操作的方便性。推动件可以是凸轮或挡块。
50、与现有技术相比,本发明的优点如下:
51、1.本自动穿绳扣机能够对弹性绳扣进行自动送料及抓取,对弹性绳扣的孔位进行自动识别和对位,对绳子进行自动拉出和裁剪,对于绳子的穿扣动作实现无人自动化,大大提高生产效率。
52、2.本自动穿绳扣机中,支座二可以在支座一上竖向滑动,使推杆能够准确的对准绳扣扣孔,适应不同高度的绳扣扣孔,安装块可以在支座三上竖向滑动以调节两推杆在高度方向上的距离,很好的适应扣孔间距不同的绳扣,广泛应用于多类弹性绳扣的穿绳扣工艺生产。
- 还没有人留言评论。精彩留言会获得点赞!