一种无缝直充针织羽绒服面料的制作方法
1.本发明属于服装面料技术领域,具体涉及一种无缝直充针织羽绒服面料。
背景技术:
2.羽绒服内充羽绒填料的上衣,外形庞大圆润。羽绒服一般鸭绒量占一半以上,同时可以混杂一些细小的羽毛,将鸭绒清洗干净,经高温消毒,之后填充在衣服中就是羽绒服了。羽绒服保暖性最好。多为寒冷地区的人们穿着,也为极地考察人员所常用。
3.现有的羽绒服面料常采用pa涂层进行面料防钻绒,pa涂层又叫ac胶涂层,即丙烯酸涂层,是目前最普通最常见的一种涂层,涂后可增加手感,防风,有垂感,常用于防绒、手感、固色固沙等,但pa涂层的缺点是弹性差,易褶皱,无法直接用于延展性更好的针织面料。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种无缝直充针织羽绒服面料。
5.本发明通过以下技术方案来实现上述目的:
6.一种无缝直充针织羽绒服面料,包括针织面料,所述针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,所述针织面料内侧表面涂覆有弹性防绒涂层,所述弹性防绒涂层包括块状的防钻绒涂层,以及分布在针织面料空隙中和防钻绒涂层间隙之间的弹性涂层。
7.作为本发明的进一步优化方案,所述针织面料的制备方法包括以下步骤:
8.s1:使用涂层机在针织面料的一侧表面涂覆防钻绒涂层,在50—70℃下烘干5—10min,使防钻绒涂层呈半凝固状态;
9.s2:将针织面料向四周拉伸至其表面张力为40—50n,使防钻绒涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在150—160℃烘干3—5min;
10.s3:将针织面料向四周拉伸至其表面张力为40—50n,使用涂层机对针织面料带有防钻绒涂层的一侧表面继续涂覆弹性涂层,使弹性涂层充满防钻绒涂层的裂缝中,涂覆弹性涂层后在50—70℃下烘干1—2min,然后停止拉伸;
11.s4:将针织面料向四周拉伸至其表面张力为40—50n,继续在防钻绒涂层的缝隙中涂覆一次弹性涂层,涂覆后在150—160℃烘干5—6min。
12.作为本发明的进一步优化方案,所述防钻绒涂层为pa胶涂层。
13.作为本发明的进一步优化方案,按重量份计,所述防钻绒涂层由聚丙烯酸酯涂层胶80-100份、交联剂3-4份、交联促进剂4.5-6份搅拌均匀后冷却至常温加入甲苯或丁酮至粘度达到7000-8000mpa
·
s制得。
14.作为本发明的进一步优化方案,所述搅拌过程在高压反应釜中进行,充入保护性气体,并加热至45-60℃搅拌1-1.5h。
15.作为本发明的进一步优化方案,所述弹性涂层为pu银胶涂层。
16.作为本发明的进一步优化方案,按重量份计,所述弹性涂层由聚氨酯50-55份、铝银浆10-12份、甲乙酮20-25份、二甲基甲酰胺5-7份混合而成。
17.作为本发明的进一步优化方案,所述弹性涂层粘度为5000-6000mpa
·
s。
18.本发明的有益效果在于:
19.本发明通过将pa胶涂覆在针织面料表面起到常规的防绒效果,将pa胶涂层拉伸撕裂,并在间隙中加入pu银胶涂层,弥补了pa胶涂层延展性差的问题,具有较好的弹性与柔韧性,其充斥于pa胶涂层的间隙中可提高针织面料在拉伸状态下的防钻绒效果,在烘干过程中进行多次拉伸和放松,并涂覆两次pu银胶涂层可以提高各个涂层的牢度。
具体实施方式
20.下面对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
21.实施例1
22.本实施例中一种无缝直充针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括块状的pa胶涂层,以及分布在针织面料空隙中和pa胶涂层间隙之间的pu银胶涂层。
23.针织面料的制备方法包括以下步骤:
24.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在50℃下烘干5min,使pa胶涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶80份、交联剂3份、交联促进剂4.5份在具有保护性气体的高压反应釜中,并加热至45℃搅拌1搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7000mpa
·
s制得;
25.s2:将针织面料向四周拉伸至其表面张力为40n,使pa胶涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在150℃烘干3min;
26.s3:将针织面料向四周拉伸至其表面张力为40n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,使pu银胶涂层充满pa胶涂层的裂缝中,涂覆pu银胶涂层后在50℃下烘干1min,然后停止拉伸,其中,按重量份计,pu银胶涂层由聚氨酯50份、铝银浆10份、甲乙酮20份、二甲基甲酰胺5份混合而成,pu银胶涂层粘度为5000mpa
·
s;
27.s4:将针织面料向四周拉伸至其表面张力为40n,继续在pa胶涂层的缝隙中涂覆一次pu银胶涂层,涂覆后在150℃烘干5min。
28.实施例2
29.本实施例中一种无缝直充针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括块状的pa胶涂层,以及分布在针织面料空隙中和pa胶涂层间隙之间的pu银胶涂层。
30.针织面料的制备方法包括以下步骤:
31.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在60℃下烘干7min,使pa胶
涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶90份、交联剂3.5份、交联促进剂5份在具有保护性气体的高压反应釜中,并加热至55℃搅拌1h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7500mpa
·
s制得;
32.s2:将针织面料向四周拉伸至其表面张力为45n,使pa胶涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在155℃烘干4min;
33.s3:将针织面料向四周拉伸至其表面张力为45n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,使pu银胶涂层充满pa胶涂层的裂缝中,涂覆pu银胶涂层后在60℃下烘干1.5min,然后停止拉伸,其中,按重量份计,pu银胶涂层由聚氨酯52份、铝银浆11份、甲乙酮22份、二甲基甲酰胺6份混合而成,pu银胶涂层粘度为5500mpa
·
s;
34.s4:将针织面料向四周拉伸至其表面张力为45n,继续在pa胶涂层的缝隙中涂覆一次pu银胶涂层,涂覆后在155℃烘干5.5min。
35.实施例3
36.本实施例中一种无缝直充针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括块状的pa胶涂层,以及分布在针织面料空隙中和pa胶涂层间隙之间的pu银胶涂层。
37.针织面料的制备方法包括以下步骤:
38.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在70℃下烘干10min,使pa胶涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶100份、交联剂4份、交联促进剂6份在具有保护性气体的高压反应釜中,并加热至60℃搅拌1.5h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到8000mpa
·
s制得;
39.s2:将针织面料向四周拉伸至其表面张力为50n,使pa胶涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在160℃烘干5min;
40.s3:将针织面料向四周拉伸至其表面张力为50n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,使pu银胶涂层充满pa胶涂层的裂缝中,涂覆pu银胶涂层后在70℃下烘干2min,然后停止拉伸,其中,按重量份计,pu银胶涂层由聚氨酯55份、铝银浆12份、甲乙酮25份、二甲基甲酰胺7份混合而成,pu银胶涂层粘度为6000mpa
·
s;
41.s4:将针织面料向四周拉伸至其表面张力为50n,继续在pa胶涂层的缝隙中涂覆一次pu银胶涂层,涂覆后在160℃烘干6min。
42.对比例1
43.本对比例中针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括块状的pa胶涂层,以及分布在针织面料空隙中和pa胶涂层间隙之间的pu银胶涂层。
44.针织面料的制备方法包括以下步骤:
45.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在60℃下烘干7min,使pa胶涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶90份、交联剂3.5份、
交联促进剂5份在具有保护性气体的高压反应釜中,并加热至55℃搅拌1h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7500mpa
·
s制得;
46.s2:将针织面料向四周拉伸至其表面张力为45n,使pa胶涂层分裂呈块状,并产生间隙,拉伸一次并放松,同时在155℃烘干4min;
47.s3:将针织面料向四周拉伸至其表面张力为45n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,使pu银胶涂层充满pa胶涂层的裂缝中,涂覆pu银胶涂层后在60℃下烘干1.5min,然后停止拉伸,其中,按重量份计,pu银胶涂层由聚氨酯52份、铝银浆11份、甲乙酮22份、二甲基甲酰胺6份混合而成,pu银胶涂层粘度为5500mpa
·
s;
48.s4:将针织面料向四周拉伸至其表面张力为45n,继续在pa胶涂层的缝隙中涂覆一次pu银胶涂层,涂覆后在155℃烘干5.5min。
49.对比例2
50.本对比例中针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括块状的pa胶涂层,以及分布在针织面料空隙中和pa胶涂层间隙之间的pu银胶涂层。
51.针织面料的制备方法包括以下步骤:
52.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在60℃下烘干7min,使pa胶涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶90份、交联剂3.5份、交联促进剂5份在具有保护性气体的高压反应釜中,并加热至55℃搅拌1h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7500mpa
·
s制得;
53.s2:将针织面料向四周拉伸至其表面张力为45n,使pa胶涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在155℃烘干4min;
54.s3:将针织面料向四周拉伸至其表面张力为45n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,使pu银胶涂层充满pa胶涂层的裂缝中,涂覆pu银胶涂层后在155℃烘干5.5min,然后停止拉伸,其中,按重量份计,pu银胶涂层由聚氨酯52份、铝银浆11份、甲乙酮22份、二甲基甲酰胺6份混合而成,pu银胶涂层粘度为5500mpa
·
s。
55.对比例3
56.本对比例中针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有弹性防绒涂层,弹性防绒涂层包括pa胶涂层和pu银胶涂层。
57.针织面料的制备方法包括以下步骤:
58.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在155℃烘干4min,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶90份、交联剂3.5份、交联促进剂5份在具有保护性气体的高压反应釜中,并加热至55℃搅拌1h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7500mpa
·
s制得;
59.s2:使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pu银胶涂层,涂覆pu银胶涂层后在155℃烘干5.5min,其中,按重量份计,pu银胶涂层由聚氨酯52份、铝银浆11份、甲乙酮22份、二甲基甲酰胺6份混合而成,pu银胶涂层粘度为5500mpa
·
s;
60.s3:继续在pa胶涂层的缝隙中涂覆一次pu银胶涂层,涂覆后在155℃烘干5.5min。
61.对比例4
62.本对比例中针织羽绒服面料,包括针织面料,针织面料分为内外层,内外层之间通过无缝胶条粘连分隔出若干个充绒区域,针织面料内侧表面涂覆有pa胶涂层。
63.针织面料的制备方法包括以下步骤:
64.s1:使用涂层机在针织面料的一侧表面涂覆pa胶涂层,在60℃下烘干7min,使pa胶涂层呈半凝固状态,其中,按重量份计,pa胶涂层由聚丙烯酸酯涂层胶90份、交联剂3.5份、交联促进剂5份在具有保护性气体的高压反应釜中,并加热至55℃搅拌1h搅拌均匀,冷却至常温后加入甲苯或丁酮至粘度达到7500mpa
·
s制得;
65.s2:将针织面料向四周拉伸至其表面张力为45n,使pa胶涂层分裂呈块状,并产生间隙,反复拉伸、放松,每次拉伸、放松的时间间隔为30s,拉伸、放松的同时在155℃烘干4min;
66.s3:将针织面料向四周拉伸至其表面张力为45n,使用涂层机对针织面料带有pa胶涂层的一侧表面继续涂覆pa胶涂层,充满pa胶涂层的裂缝中,涂覆后在60℃下烘干1.5min,然后停止拉伸;
67.s4:将针织面料向四周拉伸至其表面张力为45n,继续在pa胶涂层的缝隙中涂覆一次pa胶涂层,涂覆后在155℃烘干5.5min。
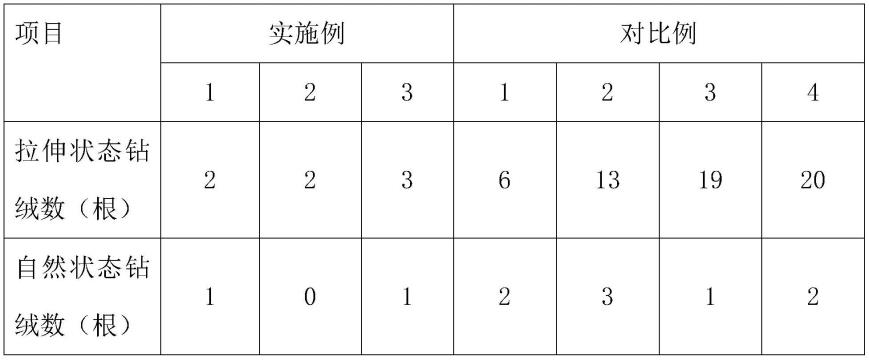
68.针对实施例1-3和对比例1-4进行防钻绒性能检测,将试样面料制成袋状,内装一定质量的羽绒,放在装有硬质橡肢球的试验机回转箱内,通过回转箱的定速转动,将橡胶球带至一定高度,冲击箱内的试样,达到模拟羽绒制品在服用种中所受的各种挤压、揉搓、碰撞等作用,通过计数从试样内部所钻出的羽绒根数来评定织物的防钻绒性能。检测结果如下表:
[0069][0070]
其中,拉伸状态是指将针织面料向四周拉伸至其表面张力为40—50n,通过上表分析,pa胶涂层在未拉伸状态下防钻绒效果较好,但用于延展性更好的针织面料中其防钻绒效果降低,pu银胶涂层则具有较好的弹性与柔韧性,其充斥于pa胶涂层的间隙中可提高针织面料在拉伸状态下的防钻绒效果,在烘干过程中进行多次拉伸和放松,并涂覆两次pu银胶涂层可以提高各个涂层的牢度,对比例1中,将多次拉伸和放松的过程改为一次拉伸放松,导致pa胶涂层的部分裂缝不稳定,重新粘连,进而防钻绒效果略微有所下降,对比例2中,在裂缝中只涂覆了一次pu银胶涂层,导致pu银胶涂层的与缝隙之间的封闭粘合程度有
所下降,缝隙粘结不全,出现较多的钻绒,对比例3中,未在缝隙中涂覆pu银胶涂层,直接按顺序涂覆pa胶涂层和两层pu银胶涂层,在拉伸后涂层出现裂缝,钻出大量羽绒,对比例4中,裂缝仍采用pa胶涂层进行涂覆,pa胶涂层延展性和弹性不足,无法满足裂缝开合需求,在拉伸后仍出现大量钻绒。
[0071]
本实施例所用方法如无特别说明均为本领域的技术人员所知晓的常规方法,所用的材料如无特别说明均为市场现有产品。
[0072]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1