一种缝制防钻绒羽绒服及其制作方法与流程
1.本发明属于羽绒服技术领域,具体涉及一种缝制防钻绒羽绒服及其制作方法。
背景技术:
2.羽绒服内充羽绒填料的上衣,外形庞大圆润。羽绒服一般鸭绒量占一半以上,同时可以混杂一些细小的羽毛,将鸭绒清洗干净,经高温消毒,之后填充在衣服中就是羽绒服了。羽绒服保暖性最好。多为寒冷地区的人们穿着,也为极地考察人员所常用。
3.但是目前羽绒服在采用缝合的方式去制作羽绒服时,容易羽绒容易顺着缝合的缝隙中漏出,造成钻绒,容易影响羽绒服的保暖效果,而且在羽绒服清洗的时,由于使用外力揉搓,会造成面料发生变形,并在晾晒的时候,羽绒服内的羽绒填充物容易堆积在内胆的底部,造成分布不均的现象,因此,提出一种缝制防钻绒羽绒服及其制作方法,以解决上述问题。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种缝制防钻绒羽绒服及其制作方法。
5.本发明通过以下技术方案来实现上述目的:
6.一种缝制防钻绒羽绒服,包括羽绒填充物、内胆和两组面料,两组所述面料上均设有纵横交错的缝合部,两组所述面料通过缝合部形成有内胆,所述内胆内设有羽绒填充物;
7.所述缝合部由内而外依次包括一次线缝部、二次线缝部和热压密封部,其中,所述二次线缝部为折线形;
8.所述面料由外而内依次包括外层、保温层以及内层,所述内层的内表面均匀分布有粘贴层,所述粘贴层的内端设有用于受热膨胀增加保温性且遇冷收缩增加透气性的改性膨胀块。
9.作为本发明的进一步优化方案,所述外层的材质为涤纶防水面料。
10.作为本发明的进一步优化方案,按质量百分比计:所述保温层包括20-30%的羊毛纤维和70-80%的精梳棉。
11.作为本发明的进一步优化方案,按质量百分比计:所述内层包括20-30%的竹制纤维、30-60%富强胶粘纤维和20-40%聚酰胺纤维。
12.作为本发明的进一步优化方案,所述改性膨胀块为球状结构,并在内层的内表面均匀铺设一层。
13.作为本发明的进一步优化方案,按质量百分比计:所述改性膨胀块包括60-70%的pvdf;5-10%的稳定剂以及20-35%的橡胶。
14.作为本发明的进一步优化方案,该缝制防钻绒羽绒服的制备方法,其制作方法包括:
15.s1:将羊毛纤维为纬纱和以无捻度的精梳棉为经纱;将无捻度的精梳棉上浆后,采
用喷气或箭杆织机进行高紧密度织造,并形成保温层,按照比例将竹制纤维、富强胶粘纤维和聚酰胺纤维交错排列均匀后粘接形成内层,并在外层和保温层之间,保温层和内层之间均匀涂抹有涂布粘结胶,热粘压制后形成整体面料;
16.s2:将上述形成的整体面料的内侧面上均匀涂抹粘贴层,然后将改性膨胀块均匀的铺设在粘贴层上,并利用加压机,常温加压10分钟,形成多层复合面料;
17.定量添加一定比例的pvdf、稳定剂和橡胶,并利用混合装置对其进行加热混合,并形成流体状的混合物,加热温度为60-90℃,且搅拌时间为50-60s,并将流体状的混合物投入到造粒机内,利用造粒机以及自带冷却装置,制成球状的改性膨胀块;
18.s3:将上述多层复合面料的内侧面上均匀涂抹粘贴层,然后将上述获得的球状的改性膨胀块均匀洒在粘贴层上,并利用热压机,实现多次持续热压,且持续施压时间为1-3min,形成面料;
19.s4:取2片上述面料,并放置在缝纫平台上按照直线一次缝合,并形成一次线缝部,纵横交错的一次线缝部会在两组面料上形成内胆,利用羽绒填充机将羽绒填充物填充在内胆内,并检查内胆内羽绒填充物的均匀性,
20.然后再按照折线在一次线缝部的外侧进行二次缝合,并形成二次线缝部,最后在二次线缝部的外侧利用热压机热压形成两组热压密封部,最后冷却10-20min后,形成缝制防钻绒羽绒服。
21.作为本发明的进一步优化方案,在s4中,所述一次线缝部与两组热压密封部的内边缘之间的距离均为1-2.5cm,所述一次线缝部的缝纫密度大于二次线缝部的缝纫密度。
22.作为本发明的进一步优化方案,在s4中,所述热压机的热压温度范围为120-160℃。
23.作为本发明的进一步优化方案,在s3中,所述涂抹粘贴层为热熔胶膜,所述热压机的热压温度范围为60-80℃。
24.本发明的有益效果在于:该缝制防钻绒羽绒服:
25.通过在内层表面加工形成有球状改性膨胀块,改性膨胀块为热膨胀冷收缩材料,且加入了橡胶以及稳定剂,弹性延展性好,当使用者穿戴羽绒服时,内部温度上升时,改性膨胀块会发生膨胀,从而改性膨胀块单体之间的缝隙会减小,能够大幅度的降低热量的流失,保温性良好,当改性膨胀块收缩时,缝隙会变大,使得羽绒服的整体透气性会变好,因此适用性广,而且穿点更加的舒适实用;
26.通过在面料上进行两次缝纫,其中,一次线缝部的外侧设有二次线缝部,利用呈折线形的二次线缝部,一方面,起到加固一次线缝部的作用,另一方面,二次线缝部的缝纫密度大于一次线缝部的缝纫密度,能够有效的起到在缝合中,防止羽绒填充物钻绒,而且二次线缝部为折线形走线,相对于直线型的走线,使得两层面料缝合部的抗拉扯性能增强,避免羽绒服在清洗时,发生开线的作用,并利用热压装置,热熔改性膨胀块,使得热压部位形成热压密封部,能够很好的起到密封组面料的作用,抗钻绒性大幅度提高。
附图说明
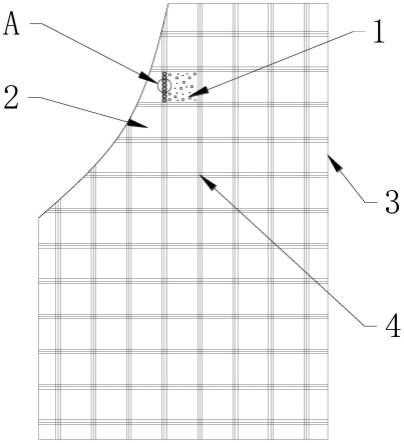
27.图1是本发明的主视剖面结构示意图;
28.图2是本发明的图1中a处放大结构示意图;
29.图3是本发明的局部侧视剖面结构示意图;
30.图4是本发明的面料的主视剖面结构示意图;
31.图5是本发明的改性膨胀块的收缩状主视剖面结构示意图。
32.图中:1、羽绒填充物;2、内胆;3、面料;31、外层;32、保温层;33、内层;34、粘贴层;35、改性膨胀块;4、缝合部;41、一次线缝部;42、二次线缝部;43、热压密封部。
具体实施方式
33.下面结合附图对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
34.实施例1
35.如图1-3所示,一种缝制防钻绒羽绒服,包括羽绒填充物1、内胆2和两组面料3,两组面料3上均设有纵横交错的缝合部4,两组面料3通过缝合部4形成有内胆2,内胆2内设有羽绒填充物1;
36.缝合部4由内而外依次包括一次线缝部41、二次线缝部42和热压密封部43,其中,二次线缝部42为折线形;
37.如图2所示,其中,一次线缝部41为了起到定位走线的作用,同时,便于快速形成内胆2,而经过二次线缝部42,起到加固一次线缝部41的作用,另一方面,二次线缝部42的缝纫密度大于一次线缝部41的缝纫密度,能够有效的起到在缝合中,羽绒填充物1钻绒,而且二次线缝部42为折线形走线,相对于直线型的走线,使得两层面料3缝合部的抗拉扯性能增强,避免羽绒服在清洗时,发生开线的作用,热压密封部43的设置,能够很好的起到密封两组面料3的作用,抗钻绒性大幅度提高。
38.如图3-4所示,面料3由外而内依次包括外层31、保温层32以及内层33,内层33的内表面均匀分布有粘贴层34,粘贴层34的内端设有用于受热膨胀增加保温性且遇冷收缩增加透气性的改性膨胀块35。
39.按质量百分比计:改性膨胀块35包括60-70%的pvdf;5-10%的稳定剂以及20-35%的橡胶;其中,pvdf(聚偏二氟乙烯)为很好的热膨胀,冷收缩材料,外观为半透明或白色粉体或颗粒,分子链间排列紧密,有较强的氢键,氧指数为46%,不燃结晶度65%-78%,密度为1.77-1.80g/cm3,熔点为172℃,热变形温度112-145℃,长期使用温度为40-150℃,在一定量的稳定剂以及橡胶的多重加持下,性能大幅度上升,其中稳定剂,起到稳定pvdf的热膨胀、冷收缩性质的作用,同时,橡胶提高弹性,使得面料3的整体抗拉性好,且更加的轻质、柔软和舒适,利用下述造粒机,制成直径在2mm的球状颗粒。
40.其中,通过在内层表面加工形成有球状改性膨胀块,改性膨胀块为热膨胀冷收缩材料,且加入了橡胶以及稳定剂,弹性延展性好,当使用者穿戴羽绒服时,内部温度上升,如图4中,改性膨胀块会发生膨胀,从而改性膨胀块单体之间的缝隙会减小,能够大幅度的降低热量的流失,保温性良好,当改性膨胀块收缩时,如图5中,改性膨胀块单体之间的缝隙会变大,使得羽绒服的整体透气性会变好,因此适用性广,而且穿点更加的舒适实用;
41.该缝制防钻绒羽绒服的制备方法,其制作方法包括:
42.s1:将30%的羊毛纤维为纬纱和以无捻度的70%的精梳棉为经纱,其中;将无捻度
的精梳棉上浆后,采用喷气或箭杆织机进行高紧密度织造,并形成保温层32,按照比例将20%的竹制纤维、55%的富强胶粘纤维和25%的聚酰胺纤维交错排列均匀后粘接形成内层33,外层31的材质为涤纶防水面料,并在外层31和保温层32之间,保温层32和内层33之间均匀涂抹有涂布粘结胶,热粘压制后形成整体面料;
43.s2:将上述形成的整体面料的内侧面上均匀涂抹粘贴层34,然后将改性膨胀块35均匀的铺设在粘贴层34上,并利用加压机,常温加压10分钟,形成多层复合面料;
44.定量添加的60%pvdf、5%稳定剂和35%橡胶,并利用混合装置对其进行加热混合,并形成流体状的混合物,加热温度为80℃,且搅拌时间为60s,并将流体状的混合物投入到造粒机内,利用造粒机以及自带冷却装置,制成球状的改性膨胀块35;
45.s3:将上述多层复合面料的内侧面上均匀涂抹粘贴层34,然后将上述获得的球状的改性膨胀块35均匀洒在粘贴层34上,并利用热压机,实现多次持续热压,且持续施压时间为3min,形成面料3;
46.需要说明的是,涂抹粘贴层34为热熔胶膜,热压机的热压温度为60℃,经过测试,温度在112℃下,改性膨胀块35不足以发生形变,同时,热熔胶膜发生融化,用于将改性膨胀块35粘附在多层复合面料的内侧面上,经过冷却后,起到最后的固态形状;
47.s4:取2片上述面料3,并放置在缝纫平台上按照直线一次缝合,并形成一次线缝部41,纵横交错的一次线缝部41会在两组面料3上形成内胆2,利用羽绒填充机将羽绒填充物1填充在内胆2内,并检查内胆2内羽绒填充物1的均匀性,
48.其中,一次线缝部41与两组热压密封部43的内边缘之间的距离均相等,且均为2.5cm,一次线缝部41的缝纫密度大于二次线缝部42的缝纫密度,防钻绒性好,且抗撕拉性能好;
49.然后再按照折线在一次线缝部41的外侧进行二次缝合,并形成二次线缝部42,最后在二次线缝部42的外侧利用热压机热压形成两组热压密封部43,最后冷却10-20min后,形成缝制防钻绒羽绒服。
50.其中,需要说明的是,热压机上设有压力装置和加热条,在压力装置的推动作用下,将加热条推动至面料3上,此时热压机的加热条温度为160℃,超过了改性膨胀块35的熔点,此时位于加热条处的改性膨胀块熔化,并在二次线缝部42的外部形成热压密封部43,因此,无需额外添加胶水粘接面料,从而起到密封防钻绒的作用,只需要通过改变热压机的温度,仅可实现密封作用,同样,当羽绒服的外部破洞时,同样可以利用该种方法进行热压密封补救措施,因此,多样化,适用性强。
51.实施例2
52.本实施例中的缝制防钻绒羽绒服,制备方法步骤中除s2中,定量添加的65%pvdf、7%稳定剂和23%橡胶,其余步骤同实施例1。
53.实施例3
54.本实施例中的缝制防钻绒羽绒服,制备方法步骤中除s2中,定量添加的70%pvdf、10%稳定剂和20%橡胶,其余步骤同实施例1。
55.对比例1
56.该缝制防钻绒羽绒服的制备方法,步骤包括:
57.s1:将30%的羊毛纤维为纬纱和以无捻度的70%的精梳棉为经纱,其中;将无捻度
的精梳棉上浆后,采用喷气或箭杆织机进行高紧密度织造,并形成保温层32,按照比例将20%的竹制纤维、55%的富强胶粘纤维和25%的聚酰胺纤维交错排列均匀后粘接形成内层33,外层31的材质为涤纶防水面料,并在外层31和保温层32之间,保温层32和内层33之间均匀涂抹有涂布粘结胶,热粘压制后形成整体面料;
58.s2:将上述形成的整体面料的内侧面上均匀涂抹粘贴层34,然后将改性膨胀块35均匀的铺设在粘贴层34上,并利用加压机,常温加压10分钟,形成多层复合面料;
59.定量添加的100%pvdf,并利用混合装置对其进行加热混合,并形成流体状的混合物,加热温度为80℃,且搅拌时间为60s,并将流体状的混合物投入到造粒机内,利用造粒机以及自带冷却装置,制成球状的膨胀块;
60.s3:将上述多层复合面料的内侧面上均匀涂抹粘贴层34,然后将上述获得的球状的膨胀块均匀洒在粘贴层34上,并利用热压机,实现多次持续热压,且持续施压时间为3min,形成面料3;
61.需要说明的是,涂抹粘贴层34为热熔胶膜,热压机的热压温度为60℃,经过测试,温度在112℃下,改性膨胀块35不足以发生形变,同时,热熔胶膜发生融化,用于将改性膨胀块35粘附在多层复合面料的内侧面上,经过冷却后,起到最后的固态形状;
62.s4:取2片上述面料3,并放置在缝纫平台上按照直线一次缝合,并形成一次线缝部41,纵横交错的一次线缝部41会在两组面料3上形成内胆2,利用羽绒填充机将羽绒填充物1填充在内胆2内,并检查内胆2内羽绒填充物1的均匀性,
63.其中,一次线缝部41与两组热压密封部43的内边缘之间的距离均相等,且均为2.5cm,一次线缝部41的缝纫密度大于二次线缝部42的缝纫密度;
64.然后再按照折线在一次线缝部41的外侧进行二次缝合,并形成二次线缝部42,最后在二次线缝部42的外侧利用热压机热压形成两组热压密封部43,最后冷却10-20min后,形成缝制防钻绒羽绒服。
65.其中,需要说明的是,热压机上设有压力装置和加热条,在压力装置的推动作用下,将加热条推动至面料3上,此时热压机的加热条温度为160℃,超过了改性膨胀块35的熔点,此时位于加热条处的改性膨胀块熔化,并在二次线缝部42的外部形成热压密封部43,因此,无需额外添加胶水粘接面料,从而起到密封防钻绒的作用,只需要通过改变热压机的温度,仅可实现密封作用,同样,当羽绒服的外部破洞时,同样可以利用该种方法进行热压密封补救措施,因此,多样化,适用性强。
66.对比例2
67.本对比例中的缝制防钻绒羽绒服,制备方法步骤中除s4中,未在二次线缝部42的外侧利用热压机热压形成两组热压密封部43,其余步骤同实施例1。
68.对比例3
69.本对比例中的缝制防钻绒羽绒服,制备方法步骤中除s4中,一次线缝部41的缝纫密度小于二次线缝部42的缝纫密度,其余步骤同实施例1。
70.为了验证本发明中制备的缝制防钻绒羽绒服的效果,采用以下试验对其性能进行检测
71.防钻绒测试:
72.针对于实施例1-3和对比例1-3获得的带有内胆的面料,取第一实验箱、第二实验
箱、鼓风机和粘板作为实验仪器,其中鼓风机的输出端与第一实验箱相连通,并取白鸭绒为试验绒,取实施例和对比例的带有内胆的面料,将带有缝合面的一侧套在在第一实验箱开口位置上,并将粘板安装在第二实验箱内,此时将第二实验箱的开口倒扣在第一实验箱的开口位置,其中第二实验箱的顶部设有出气孔,鼓风机将内部气流依次穿过面料和粘板上,在保证鼓风机的风力、试验绒数量以及实验时间一定的情况下,通过观测粘板上试验绒的数量,得知实施例和对比例面料的防钻绒性能的好坏,测定结果如下表:
[0073][0074]
上述表格表明:
[0075]
本发明实施例1-3通过在面料上进行两次缝纫,其中,一次线缝部41的外侧设有二次线缝部42,利用呈折线形的二次线缝部42,一方面,起到加固一次线缝部41的作用,另一方面,二次线缝部42的缝纫密度大于一次线缝部41的缝纫密度,能够有效的起到在缝合中,羽绒填充物1钻绒,而且二次线缝部42为折线形走线,相对于直线型的走线,使得两层面料3缝合部的抗拉扯性能增强,避免羽绒服在清洗时,发生开线的作用,并利用热压装置,热熔改性膨胀块35,使得热压部位形成热压密封部43,能够很好的起到密封两组面料3的作用,抗钻绒性大幅度提高。
[0076]
对比例1中去除了稳定剂和橡胶,仅仅采用pvdf作为膨胀块,由于pvdf的物理性质不稳定,在应用到面料上时,其柔软度达不到要求,因此在pvdf热膨胀以及冷收缩性能大幅度下降,pvdf的弹性膨胀与收缩形变不明显,膨胀块之间的空隙会存在,因此,其粘板上吸附试验绒的数量远大于实施例1-3中的粘板上吸附试验绒的数量,从而利用对比例1中制备方法制备的面料的防钻绒性差。
[0077]
对比例2中,并未形成有热压密封部43,仅仅利用缝纫机实现一次缝纫和二次缝纫,虽然利用二次缝纫实现加固,但是缝纫中仍旧会产生缝隙,因此羽绒在鼓风机的作用下,会存在透绒的现象,因此,其粘板上吸附试验绒的数量远大于实施例1-3中的粘板上吸附试验绒的数量,从而利用对比例2中制备方法制备的面料的防钻绒性差。
[0078]
对比例3中,一次线缝部41的缝纫密度大于二次线缝部42的缝纫密度,但是在二次线缝部42的外侧仍然设置有热压密封部43,因此,其粘板上会吸附有试验绒,与实施例1-3中的粘板上吸附试验绒的数量差异不大,但是数量还是高于实施例1-3的吸附数量,从而利
用对比例3中制备方法制备的面料的防钻绒性差。
[0079]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1