一种带有静电棉夹层的口罩及其制备工艺的制作方法
1.本发明涉及口罩制备工艺技术领域,具体涉及一种带有静电棉夹层的口罩及其制备工艺。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫、病毒等物质的作用,以纱布或纸等材料做成,口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行以及在粉尘等污染的环境中作业时,戴口罩具有非常好的作用。目前市场,过滤性能较好的的口罩透气会较差,且高透气性的口罩防护性能会下降,因此,需要对现有的口罩进行改进,使其在降低透气阻力的同时还能够保证口罩的防护性能,如何制备这样的口罩,成为了本领域技术人员亟待解决的技术问题。
技术实现要素:
3.解决的技术问题
4.针对现有技术的不足,本发明提供了一种带有静电棉夹层的口罩及其制备工艺,旨在使其能够在降低透气阻力的同时还能够保证口罩的防护性能。
5.技术方案
6.为实现以上目的,本发明通过以下技术方案予以实现:
7.一种带有静电棉夹层的口罩,所述口罩由纺粘无纺布、低阻熔喷布、骨架层和静电棉通过组合方式方式制得,所述骨架层和静电棉位于口罩的夹层中间,低阻熔喷布分别位于骨架层和静电棉的外侧,且低阻熔喷布的外侧均铺设有纺粘无纺布;
8.所述纺粘无纺布的原料为聚丙烯,且低阻熔喷布的原料为改性聚丙烯树脂,所述骨架层的原料为聚酯纤维,静电棉为静电聚丙烯纤维经针刺工艺处理后制得。
9.更进一步地,所述纺粘无纺布的制备方法为:
10.s1、在氢氧化钠溶液中加入28-32份聚丙烯树脂,浸泡25-30min,接着加入16-18份2,4-二氨基-6-二烯丙基氨基-1,3,5-三嗪和2-3份过氧化二异丙苯,搅拌均匀后升温至85-90℃进行保温,保温时间为3-4h,然后对产物进行抽滤并使用去离子水洗涤3次,烘干后进行研磨,所得即为改性聚丙烯树脂;
11.s2、将壳聚糖微粒与s1中的改性聚丙烯树脂进行混合,混合后加入到双螺杆挤出机中制备成改性母粒;
12.s3、将s2中的改性母粒通过高温熔融形成长丝,接着将长丝在气流的牵伸下铺展成纤维网,然后加固成非织造布,所得即为纺粘无纺布。
13.更进一步地,所述改性母粒中壳聚糖微粒的添加量为4-5%。
14.更进一步地,所述改性聚丙烯树脂的制备方法为:用双螺杆挤出机将纳米氧化锌与纯聚丙烯混合制备出氧化锌含量为10%的抗菌母粒,然后将抗菌母粒再次与纯聚丙烯混合稀释出氧化锌含量为2%和4%的聚丙烯母粒,接着将氧化锌含量为2%和4%的聚丙烯母
粒按照1:1的质量比进行混合,所得即为改性聚丙烯树脂。
15.更进一步地,所述低阻熔喷布的的制备方法为:将上述改性聚丙烯树脂经塑化熔融后制成熔体,接着将该熔体经熔喷装置喷出细丝纤维,最后将细丝纤维交叉层叠形成细致的多层纤维网,所得即为熔喷无纺布。
16.更进一步地,所述熔喷阻力为6-7pa,所述细丝纤维的直径为0.3-0.7μm。
17.更进一步地,所述骨架层的制备方法为:将聚酯纤维倒入梳理机进行梳理后,通过剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网,接着经齿形带传动纤维网进行折叠形成多层纤维网,最后对多层纤维网进行加热定型,所得即为骨架层。
18.更进一步地,所述静电棉的制备方法为:首先,将静电聚丙烯纤维定重,并进行初步松解,使大的纤维团开松后将纤维均匀混合;然后,进行精开松,使纤维进一步松解,接着将经过开松与充分混合的纤维放入气压棉箱进行梳理准备,当纤维进入梳理机后,剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网;其次,齿形带传动纤维网进行折叠形成多层纤网,随后多层纤网进入针刺工序,在针刺工序中,采用预刺、主刺和成型刺3道工序,通过大量带有刺钩的刺针对多层纤网反复穿刺;最后,将经过针刺工序处理后的纤维网制成网状棉布,所得即为静电棉。
19.更进一步地,所述针刺工序中的预刺频率、主刺频率和成型刺频率分别为600刺/min、730刺/min和900刺/min。
20.一种带有静电棉夹层的口罩的制备工艺,所述制备工艺包括以下制备步骤:
21.step1、按照指定大小对纺粘无纺布、低阻熔喷布、骨架层和静电棉进行裁剪,裁剪后按照自外向内的顺序对纺粘无纺布、低阻熔喷布、骨架层、静电棉、低阻熔喷和纺粘无纺布进行铺层整平和压合,所得即为口罩原样;
22.step2、对口罩原样进行包折,接着依次进行边缘包折、超声波封边和最终裁切,所得即为带有静电棉夹层的口罩。
23.有益效果
24.本发明提供了一种带有静电棉夹层的口罩及其制备工艺,与现有公知技术相比,本发明的具有如下有益效果:
25.本发明通过针刺工艺处理制得静电棉,能够既使静电棉具有超低风阻提高透气性,又能够通过静电棉的电荷对空气中的微小灰尘进行捕捉和吸附,能够使口罩具有较好的空气过滤效果;其次,先通过2,4-二氨基-6-二烯丙基氨基-1,3,5-三嗪对聚丙烯树脂进行接枝,再在接枝后使用壳聚糖微粒与之共混,能够提高纺粘无纺布的抗菌性能,而且在一定程度提高纺粘无纺布的物理性能,而且通过壳聚糖微粒的共混能够使纺粘无纺布易于降解,从而在一定程度上提高口罩的环保性能;最后,通过先将聚丙烯与纳米氧化锌改性制成抗菌聚合物母粒再制成熔喷无纺布的方法,既能够使熔喷无纺布具有抗菌性能,又能够改善其布样的力学性能和透气性,从而在一定程度上提高口罩的抗菌耐久性,而且通过骨架层的支撑作用,能够提高口罩佩戴时的舒适感,进而使口罩具有更好的市场推广价值。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是
全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1:
28.本实施例的一种带有静电棉夹层的口罩,口罩由纺粘无纺布、低阻熔喷布、骨架层和静电棉通过组合方式方式制得,骨架层和静电棉位于口罩的夹层中间,低阻熔喷布分别位于骨架层和静电棉的外侧,且低阻熔喷布的外侧均铺设有纺粘无纺布;
29.纺粘无纺布的原料为聚丙烯,且低阻熔喷布的原料为改性聚丙烯树脂,骨架层的原料为聚酯纤维,静电棉为静电聚丙烯纤维经针刺工艺处理后制得。
30.纺粘无纺布的制备方法为:
31.s1、在氢氧化钠溶液中加入28份聚丙烯树脂,浸泡25min,接着加入16份2,4-二氨基-6-二烯丙基氨基-1,3,5-三嗪和2份过氧化二异丙苯,搅拌均匀后升温至85℃进行保温,保温时间为3h,然后对产物进行抽滤并使用去离子水洗涤3次,烘干后进行研磨,所得即为改性聚丙烯树脂;
32.s2、将壳聚糖微粒与s1中的改性聚丙烯树脂进行混合,混合后加入到双螺杆挤出机中制备成改性母粒;
33.s3、将s2中的改性母粒通过高温熔融形成长丝,接着将长丝在气流的牵伸下铺展成纤维网,然后加固成非织造布,所得即为纺粘无纺布。
34.改性母粒中壳聚糖微粒的添加量为4%。
35.改性聚丙烯树脂的制备方法为:用双螺杆挤出机将纳米氧化锌与纯聚丙烯混合制备出氧化锌含量为10%的抗菌母粒,然后将抗菌母粒再次与纯聚丙烯混合稀释出氧化锌含量为2%和4%的聚丙烯母粒,接着将氧化锌含量为2%和4%的聚丙烯母粒按照1:1的质量比进行混合,所得即为改性聚丙烯树脂。
36.低阻熔喷布的的制备方法为:将上述改性聚丙烯树脂经塑化熔融后制成熔体,接着将该熔体经熔喷装置喷出细丝纤维,最后将细丝纤维交叉层叠形成细致的多层纤维网,所得即为熔喷无纺布。
37.熔喷阻力为6pa,细丝纤维的直径为0.3μm。
38.骨架层的制备方法为:将聚酯纤维倒入梳理机进行梳理后,通过剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网,接着经齿形带传动纤维网进行折叠形成多层纤维网,最后对多层纤维网进行加热定型,所得即为骨架层。
39.静电棉的制备方法为:首先,将静电聚丙烯纤维定重,并进行初步松解,使大的纤维团开松后将纤维均匀混合;然后,进行精开松,使纤维进一步松解,接着将经过开松与充分混合的纤维放入气压棉箱进行梳理准备,当纤维进入梳理机后,剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网;其次,齿形带传动纤维网进行折叠形成多层纤网,随后多层纤网进入针刺工序,在针刺工序中,采用预刺、主刺和成型刺3道工序,通过大量带有刺钩的刺针对多层纤网反复穿刺;最后,将经过针刺工序处理后的纤维网制成网状棉布,所得即为静电棉。
40.针刺工序中的预刺频率、主刺频率和成型刺频率分别为600刺/min、730刺/min和900刺/min。
41.一种带有静电棉夹层的口罩的制备工艺,制备工艺包括以下制备步骤:
42.step1、按照指定大小对纺粘无纺布、低阻熔喷布、骨架层和静电棉进行裁剪,裁剪后按照自外向内的顺序对纺粘无纺布、低阻熔喷布、骨架层、静电棉、低阻熔喷和纺粘无纺布进行铺层整平和压合,所得即为口罩原样;
43.step2、对口罩原样进行包折,接着依次进行边缘包折、超声波封边和最终裁切,所得即为带有静电棉夹层的口罩。
44.实施例2:
45.本实施例的一种带有静电棉夹层的口罩,口罩由纺粘无纺布、低阻熔喷布、骨架层和静电棉通过组合方式方式制得,骨架层和静电棉位于口罩的夹层中间,低阻熔喷布分别位于骨架层和静电棉的外侧,且低阻熔喷布的外侧均铺设有纺粘无纺布;
46.纺粘无纺布的原料为聚丙烯,且低阻熔喷布的原料为改性聚丙烯树脂,骨架层的原料为聚酯纤维,静电棉为静电聚丙烯纤维经针刺工艺处理后制得。
47.纺粘无纺布的制备方法为:
48.s1、在氢氧化钠溶液中加入32份聚丙烯树脂,浸泡30min,接着加入18份2,4-二氨基-6-二烯丙基氨基-1,3,5-三嗪和3份过氧化二异丙苯,搅拌均匀后升温至90℃进行保温,保温时间为4h,然后对产物进行抽滤并使用去离子水洗涤3次,烘干后进行研磨,所得即为改性聚丙烯树脂;
49.s2、将壳聚糖微粒与s1中的改性聚丙烯树脂进行混合,混合后加入到双螺杆挤出机中制备成改性母粒;
50.s3、将s2中的改性母粒通过高温熔融形成长丝,接着将长丝在气流的牵伸下铺展成纤维网,然后加固成非织造布,所得即为纺粘无纺布。
51.改性母粒中壳聚糖微粒的添加量为5%。
52.改性聚丙烯树脂的制备方法为:用双螺杆挤出机将纳米氧化锌与纯聚丙烯混合制备出氧化锌含量为10%的抗菌母粒,然后将抗菌母粒再次与纯聚丙烯混合稀释出氧化锌含量为2%和4%的聚丙烯母粒,接着将氧化锌含量为2%和4%的聚丙烯母粒按照1:1的质量比进行混合,所得即为改性聚丙烯树脂。
53.低阻熔喷布的的制备方法为:将上述改性聚丙烯树脂经塑化熔融后制成熔体,接着将该熔体经熔喷装置喷出细丝纤维,最后将细丝纤维交叉层叠形成细致的多层纤维网,所得即为熔喷无纺布。
54.熔喷阻力为7pa,细丝纤维的直径为0.7μm。
55.骨架层的制备方法为:将聚酯纤维倒入梳理机进行梳理后,通过剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网,接着经齿形带传动纤维网进行折叠形成多层纤维网,最后对多层纤维网进行加热定型,所得即为骨架层。
56.静电棉的制备方法为:首先,将静电聚丙烯纤维定重,并进行初步松解,使大的纤维团开松后将纤维均匀混合;然后,进行精开松,使纤维进一步松解,接着将经过开松与充分混合的纤维放入气压棉箱进行梳理准备,当纤维进入梳理机后,剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网;其次,齿形带传动纤维网进行折叠形成多层纤网,随后多层纤网进入针刺工序,在针刺工序中,采用预刺、主刺和成型刺3道工序,通过大量带有刺钩的刺针对多层纤网反复穿刺;最后,将经过针刺工序处理后的纤维网制成网状棉布,所得即为静电棉。
57.针刺工序中的预刺频率、主刺频率和成型刺频率分别为600刺/min、730刺/min和900刺/min。
58.一种带有静电棉夹层的口罩的制备工艺,制备工艺包括以下制备步骤:
59.step1、按照指定大小对纺粘无纺布、低阻熔喷布、骨架层和静电棉进行裁剪,裁剪后按照自外向内的顺序对纺粘无纺布、低阻熔喷布、骨架层、静电棉、低阻熔喷和纺粘无纺布进行铺层整平和压合,所得即为口罩原样;
60.step2、对口罩原样进行包折,接着依次进行边缘包折、超声波封边和最终裁切,所得即为带有静电棉夹层的口罩。
61.实施例3:
62.本实施例的一种带有静电棉夹层的口罩,口罩由纺粘无纺布、低阻熔喷布、骨架层和静电棉通过组合方式方式制得,骨架层和静电棉位于口罩的夹层中间,低阻熔喷布分别位于骨架层和静电棉的外侧,且低阻熔喷布的外侧均铺设有纺粘无纺布;
63.纺粘无纺布的原料为聚丙烯,且低阻熔喷布的原料为改性聚丙烯树脂,骨架层的原料为聚酯纤维,静电棉为静电聚丙烯纤维经针刺工艺处理后制得。
64.纺粘无纺布的制备方法为:
65.s1、在氢氧化钠溶液中加入30份聚丙烯树脂,浸泡28min,接着加入17份2,4-二氨基-6-二烯丙基氨基-1,3,5-三嗪和2份过氧化二异丙苯,搅拌均匀后升温至88℃进行保温,保温时间为3h,然后对产物进行抽滤并使用去离子水洗涤3次,烘干后进行研磨,所得即为改性聚丙烯树脂;
66.s2、将壳聚糖微粒与s1中的改性聚丙烯树脂进行混合,混合后加入到双螺杆挤出机中制备成改性母粒;
67.s3、将s2中的改性母粒通过高温熔融形成长丝,接着将长丝在气流的牵伸下铺展成纤维网,然后加固成非织造布,所得即为纺粘无纺布。
68.改性母粒中壳聚糖微粒的添加量为5%。
69.改性聚丙烯树脂的制备方法为:用双螺杆挤出机将纳米氧化锌与纯聚丙烯混合制备出氧化锌含量为10%的抗菌母粒,然后将抗菌母粒再次与纯聚丙烯混合稀释出氧化锌含量为2%和4%的聚丙烯母粒,接着将氧化锌含量为2%和4%的聚丙烯母粒按照1:1的质量比进行混合,所得即为改性聚丙烯树脂。
70.低阻熔喷布的的制备方法为:将上述改性聚丙烯树脂经塑化熔融后制成熔体,接着将该熔体经熔喷装置喷出细丝纤维,最后将细丝纤维交叉层叠形成细致的多层纤维网,所得即为熔喷无纺布。
71.熔喷阻力为7pa,细丝纤维的直径为0.5μm。
72.骨架层的制备方法为:将聚酯纤维倒入梳理机进行梳理后,通过剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网,接着经齿形带传动纤维网进行折叠形成多层纤维网,最后对多层纤维网进行加热定型,所得即为骨架层。
73.静电棉的制备方法为:首先,将静电聚丙烯纤维定重,并进行初步松解,使大的纤维团开松后将纤维均匀混合;然后,进行精开松,使纤维进一步松解,接着将经过开松与充分混合的纤维放入气压棉箱进行梳理准备,当纤维进入梳理机后,剥辊与锡林对纤维进行梳理,然后通过道夫输出形成轻薄的纤维网;其次,齿形带传动纤维网进行折叠形成多层纤
网,随后多层纤网进入针刺工序,在针刺工序中,采用预刺、主刺和成型刺3道工序,通过大量带有刺钩的刺针对多层纤网反复穿刺;最后,将经过针刺工序处理后的纤维网制成网状棉布,所得即为静电棉。
74.针刺工序中的预刺频率、主刺频率和成型刺频率分别为600刺/min、730刺/min和900刺/min。
75.一种带有静电棉夹层的口罩的制备工艺,制备工艺包括以下制备步骤:
76.step1、按照指定大小对纺粘无纺布、低阻熔喷布、骨架层和静电棉进行裁剪,裁剪后按照自外向内的顺序对纺粘无纺布、低阻熔喷布、骨架层、静电棉、低阻熔喷和纺粘无纺布进行铺层整平和压合,所得即为口罩原样;
77.step2、对口罩原样进行包折,接着依次进行边缘包折、超声波封边和最终裁切,所得即为带有静电棉夹层的口罩。
78.性能测试
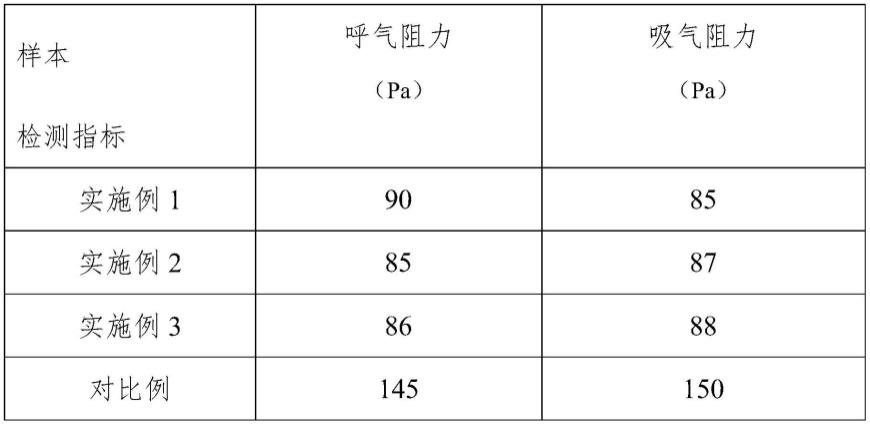
79.将实施例1-3所得的带有静电棉夹层的口罩分别标记为实施例1、实施例2、实施例3,将市面上普通的口罩记为对比例,分别对其性能进行检测,检测结果记录如下表:
[0080][0081]
通过上表的数据显示可知,本实施例1-3制得的带有静电棉夹层的口罩的呼气阻力和吸气阻力明显低于市面上的普通口罩,既符合gb2626-2019的规定,又具有较好的抗菌性能,具有极佳的市场推广价值。
[0082]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0083]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者
替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1