一种无缝羽绒服面料及其制备方法与流程
1.本发明属于羽绒服面料技术领域,具体涉及一种无缝羽绒服面料及其制备方法。
背景技术:
2.羽绒服内充羽绒填料的上衣,外形庞大圆润。羽绒服一般鸭绒量占一半以上,同时可以混杂一些细小的羽毛,将鸭绒清洗干净,经高温消毒,之后填充在衣服中就是羽绒服了。羽绒服保暖性最好。多为寒冷地区的人们穿着,也为极地考察人员所常用。
3.现有的羽绒服面料采用由石墨烯和纳米磷酸锆载银抗菌剂制成的抗菌涂层进行面料的抗菌处理,涂后可增强面料的手感以及抗菌效果,但是纳米磷酸锆载银抗菌剂难以稳定的附着在面料的表面,容易在使用过程中产生消耗,从而无法直接用于回弹性更好的面料上。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种无缝羽绒服面料及其制备方法。
5.本发明通过以下技术方案来实现上述目的:
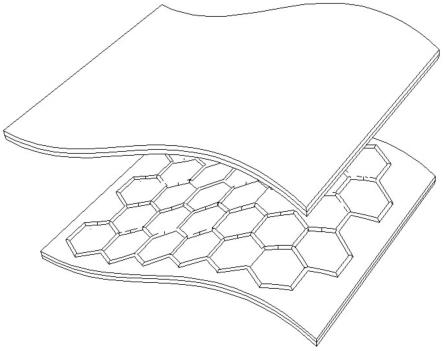
6.一种无缝羽绒服面料,包括内层面料和外层面料,其特征在于:所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
7.作为本发明的进一步优化方案,所述无缝羽绒服面料的制备方法包括以下步骤:
8.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在60—90℃下烘干10—15min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为60-70n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在200—240℃下烘干5—8min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
9.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为30—40n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在60—90℃下烘干5—10min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
10.s3:将内层弹性膨胀面料置于热压机内,采用温度为180-230℃,压力为60-70mpa,间歇性加压10-20min,将胶粘网热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
11.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在80-90℃下烘干2-5min,使改性抗菌涂层呈半凝
固状态,获得复合内层面料;
12.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100-200℃,压力为80-90mpa,持续加压20-25min,获得该无缝羽绒服面料。
13.作为本发明的进一步优化方案,在步骤s1中,按质量百分比计:所述热膨胀层包括10%-15%硝酸银、30%-40%氰胺盐、30%-50%氨水和10%-15%三元乙丙橡胶。
14.作为本发明的进一步优化方案,按质量百分比计:所述热膨胀层由10%-15%硝酸银、30%-40%氰胺盐和10%-15%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入30%-50%氨水直至粘度达到6000-8000mpa
·
s制得。
15.作为本发明的进一步优化方案,在步骤s2中,按质量百分比计:所述弹性涂层包括40%-50%有机硅高弹涂层、30%-50%水性聚氨酯增稠剂和10%-20%钛螯合物催化剂。
16.作为本发明的进一步优化方案,按质量百分比计:所述弹性涂层由40%-50%有机硅高弹涂层和10%-20%钛螯合物催化剂搅拌均匀后冷却至常温加入30%-50%水性聚氨酯增稠剂至粘度达到8000-8500mpa
·
s制得。
17.作为本发明的进一步优化方案,所述搅拌过程在高压反应釜中进行,充入保护性气体,并加热至60-70℃搅拌1-1.5h。
18.作为本发明的进一步优化方案,在步骤s3中,所述胶粘网为pu胶粘接网。
19.作为本发明的进一步优化方案,在步骤s4中,按质量百分比计:所述改性抗菌涂层包括10%-15%石墨烯、40%-50%纳米磷酸锆载银抗菌剂和35%-50%抗菌肽提取物。
20.本发明的有益效果在于:将改性抗菌涂层覆涂在内外层面料之间起到常规的抗菌效果,并通过在内外层面料表面涂有弹性膨胀层,其中弹性膨胀层内的弹性涂层具有较好的回弹性和柔韧性,弹性涂层充斥于内层面料和外层面料空隙和热膨胀层孔隙中,可提高内层面料以及外层面料在拉伸状态下的密封性,并在烘干过程中进行多次拉伸放松,并覆盖多次改性抗菌涂层,可提高各个涂层之间的接触度,同时避免造成改性抗菌涂层内纳米磷酸锆载银抗菌剂和抗菌肽提取物的流失,大大延长了面料的使用寿命。
附图说明
21.图1是本发明的无缝羽绒服面料主视轴测结构示意图。
具体实施方式
22.下面结合附图对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
23.实施例1
24.本实施例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
25.所述无缝羽绒服面料的制备方法包括以下步骤:
26.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在60℃下烘干10min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为60n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在200℃下烘干5min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
27.其中,按质量百分比计:所述热膨胀层由10%硝酸银、40%氰胺盐和10%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到6000mpa
·
s制得。
28.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为30n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在60℃下烘干5min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
29.其中,弹性涂层由40%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
30.s3:将内层弹性膨胀面料置于热压机内,采用温度为180℃,压力为60mpa,间歇性加压10min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
31.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在80℃下烘干2min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
32.其中,按质量百分比计:所述改性抗菌涂层包括10%石墨烯、40%纳米磷酸锆载银抗菌剂和50%抗菌肽提取物。
33.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100℃,压力为80mpa,持续加压20min,获得该无缝羽绒服面料。
34.实施例2
35.本实施例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
36.所述无缝羽绒服面料的制备方法包括以下步骤:
37.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在80℃下烘干12min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为65n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在220℃下烘干7min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
38.其中,按质量百分比计:所述热膨胀层由12%硝酸银、35%氰胺盐和13%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到7000mpa
·
s制得。
39.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为35n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在80℃下烘干8min,然
后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
40.其中,所述弹性涂层由45%有机硅高弹涂层和15%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至65℃并搅拌1.2h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
41.s3:将内层弹性膨胀面料置于热压机内,采用温度为200℃,压力为65mpa,间歇性加压15min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
42.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在85℃下烘干3min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
43.其中,按质量百分比计:所述改性抗菌涂层包括12%石墨烯、43%纳米磷酸锆载银抗菌剂和45%抗菌肽提取物。
44.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为150℃,压力为85mpa,持续加压22min,获得该无缝羽绒服面料。
45.实施例3
46.本实施例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
47.所述无缝羽绒服面料的制备方法包括以下步骤:
48.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在90℃下烘干15min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为70n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在240℃下烘干8min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
49.其中,按质量百分比计:所述热膨胀层由15%硝酸银、40%氰胺盐和15%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入30%氨水直至粘度达到8000mpa
·
s制得。
50.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为40n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在90℃下烘干10min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
51.其中,弹性涂层由50%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入30%水性聚氨酯增稠剂至粘度达到8500mpa
·
s制得。
52.s3:将内层弹性膨胀面料置于热压机内,采用温度为230℃,压力为70mpa,间歇性加压20min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
53.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在90℃下烘干5min,使改性抗菌涂层呈半凝固状
态,获得复合内层面料;
54.其中,按质量百分比计:所述改性抗菌涂层包括15%石墨烯、50%纳米磷酸锆载银抗菌剂和35%抗菌肽提取物。
55.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为200℃,压力为90mpa,持续加压25min,获得该无缝羽绒服面料。
56.对比例1
57.本对比例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
58.所述无缝羽绒服面料的制备方法包括以下步骤:
59.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在70℃下烘干30min,使热膨胀层呈完全凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为60n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在200℃下烘干5min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
60.其中,按质量百分比计:所述热膨胀层由10%硝酸银、40%氰胺盐和10%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到6000mpa
·
s制得。
61.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为30n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在60℃下烘干5min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
62.其中,弹性涂层由40%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
63.s3:将内层弹性膨胀面料置于热压机内,采用温度为180℃,压力为60mpa,间歇性加压10min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
64.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在80℃下烘干2min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
65.其中,按质量百分比计:所述改性抗菌涂层包括10%石墨烯、40%纳米磷酸锆载银抗菌剂和50%抗菌肽提取物。
66.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100℃,压力为80mpa,持续加压20min,获得该无缝羽绒服面料。
67.对比例2
68.本对比例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所
述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
69.所述无缝羽绒服面料的制备方法包括以下步骤:
70.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在60℃下烘干10min,使热膨胀层呈半凝固状态,并一次拉伸内层面料和外层面料的四周直至表面张力为60n,使热膨胀层产生孔隙,放松后在200℃下烘干5min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
71.其中,按质量百分比计:所述热膨胀层由10%硝酸银、40%氰胺盐和10%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到6000mpa
·
s制得。
72.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为30n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在60℃下烘干5min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
73.其中,弹性涂层由40%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
74.s3:将内层弹性膨胀面料置于热压机内,采用温度为180℃,压力为60mpa,间歇性加压10min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
75.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在80℃下烘干2min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
76.其中,按质量百分比计:所述改性抗菌涂层包括10%石墨烯、40%纳米磷酸锆载银抗菌剂和50%抗菌肽提取物。
77.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100℃,压力为80mpa,持续加压20min,获得该无缝羽绒服面料。
78.对比例3
79.本对比例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
80.所述无缝羽绒服面料的制备方法包括以下步骤:
81.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在60℃下烘干10min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为60n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在200℃下烘干5min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
82.其中,按质量百分比计:所述热膨胀层由10%硝酸银、40%氰胺盐和10%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到6000mpa
·
s制得。
83.s2:使用涂层机分别对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,在60℃下烘干5min,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
84.其中,弹性涂层由40%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
85.s3:将内层弹性膨胀面料置于热压机内,采用温度为180℃,压力为60mpa,间歇性加压10min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
86.s4:使用涂层机,在内层弹性膨胀面料的内表面多次覆涂改性抗菌涂层,直至改性抗菌涂层在单元格内处于饱满填充状态,在80℃下烘干2min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
87.其中,按质量百分比计:所述改性抗菌涂层包括10%石墨烯、40%纳米磷酸锆载银抗菌剂和50%抗菌肽提取物。
88.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100℃,压力为80mpa,持续加压20min,获得该无缝羽绒服面料。
89.对比例4
90.本对比例中,一种无缝羽绒服面料,包括内层面料和外层面料,所述内层面料和面层面料之间通过胶粘网粘连分隔出若干个单元格,所述单元格呈正六边形结构,所述单元格的内部设有改性抗菌涂层,所述内层面料和面层面料的内侧表面涂覆有弹性膨胀层,所述弹性膨胀层包括多孔状的热膨胀层,以及分布在内层面料和外层面料空隙和热膨胀层孔隙之间的弹性涂层。
91.所述无缝羽绒服面料的制备方法包括以下步骤:
92.s1:使用涂层机在内层面料和外层面料的内侧表面涂覆热膨胀层,在60℃下烘干10min,使热膨胀层呈半凝固状态,并拉伸内层面料和外层面料的四周直至表面张力为60n,使热膨胀层产生孔隙,并反复张紧、放松三次,且张紧、放松的时间间隔为40s,张紧、放松的同时在200℃下烘干5min,以分别获得内层复合膨胀面料和外层复合膨胀面料;
93.其中,按质量百分比计:所述热膨胀层由10%硝酸银、40%氰胺盐和10%三元乙丙橡胶加热搅拌均匀后冷却至常温,并加入40%氨水直至粘度达到6000mpa
·
s制得。
94.s2:分别将内层复合膨胀面料和外层复合膨胀面料向四周拉伸至其表面张力为30n,使用涂层机对内层复合膨胀面料和外层复合膨胀面料带有热膨胀层的一侧表面继续涂覆弹性涂层,使弹性涂层充满热膨胀层的裂缝中,涂覆弹性涂层后在60℃下烘干5min,然后停止拉伸,以分别获得内层弹性膨胀面料和外层弹性膨胀面料;
95.其中,弹性涂层由40%有机硅高弹涂层和20%钛螯合物催化剂,在具有氩气的高压反应釜中,加热至70℃并搅拌1.5h后,冷却至常温加入40%水性聚氨酯增稠剂至粘度达到8000mpa
·
s制得。
96.s3:将内层弹性膨胀面料置于热压机内,采用温度为180℃,压力为60mpa,间歇性加压10min,将胶粘网(pu胶粘接网)热粘在内层弹性膨胀面料的内侧表面,胶粘网在内层弹性膨胀面料的内表面形成若干个单元格;
97.s4:使用涂层机,在内层弹性膨胀面料的内表面一次覆涂改性抗菌涂层,在80℃下烘干2min,使改性抗菌涂层呈半凝固状态,获得复合内层面料;
98.其中,按质量百分比计:所述改性抗菌涂层包括10%石墨烯、40%纳米磷酸锆载银抗菌剂和50%抗菌肽提取物。
99.s5:将复合内层面料和外层弹性膨胀面料一同置于热压机内,采用温度为100℃,压力为80mpa,持续加压20min,获得该无缝羽绒服面料。
100.针对实施例1-3和对比例1-4进行抗菌性能检测,取10cm2的无缝羽绒服面料作为试样面料,并在试样面料上标记正反面,将试样面料的反面平铺在装有菌种(球菌、杆菌和螺旋菌)的培养皿上,并利用箍环将试样面料固定在培养皿的开口处,并在湿度为10%,温度为25℃的保温箱内静置30min,通过型号为jcq-4的细菌采样器,测定试样面料正面以及反面细菌含量,来评定该无缝羽绒服面料的抗菌性能,具体检测结果如下表:
[0101][0102]
通过上表分析,由于反面直接接触培养皿内的细菌,因此所参与抗菌性性能检测得无缝羽绒服面料的正面细菌含量值略小于反面的细菌含量值,且实施例中1-3中试样面料的抗菌性能明显优于对比例1-4中试样面料的抗菌性,其原因是,弹性涂层具有较好的回弹性和柔韧性,弹性涂层充斥于内层面料和外层面料空隙和热膨胀层孔隙中,可提高内层面料以及外层面料在拉伸状态下的密封性,并在烘干过程中进行多次拉伸放松,并覆盖多次改性抗菌涂层,可提高各个涂层之间的接触度,同时避免造成改性抗菌涂层内纳米磷酸锆载银抗菌剂和抗菌肽提取物的流失,大大延长了面料的使用寿命。
[0103]
对比例1中,将热膨胀层的半凝固状态改为完全凝固状态,导致膨胀层与内层面料和外层面料之间的粘合度降低,进而内层面料和外层面料拉伸时,孔隙增大,便于细菌进入,进而抗菌性能大幅度下降;
[0104]
对比例2中,将反复张紧、放松三次的过程改成一次张紧、放松,导致热膨胀层与内层面料和外层面料之间不稳定粘结,会增加热膨胀层部分脱落的几率,进而抗菌性能轻微降低;
[0105]
对比例3中,在未经拉伸的内层复合膨胀面料和外层复合膨胀面料的表面涂覆弹性涂层,降低弹性涂层与内层复合膨胀面料和外层复合膨胀面料之间的粘合程度,导致内层复合膨胀面料和外层复合膨胀面料弹性降低,其内部孔隙分布不均,抗菌效果略微下降;
[0106]
对比例4中,在内层弹性膨胀面料的内表面只覆涂一次改性抗菌涂层,导致改性抗菌涂层抗菌效果有所下降,进而造成整体试样面料的抗菌性能有所下降。
[0107]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员
来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1