一种抗菌复合面料加工方法与流程
1.本发明属于复合面料加工技术领域,具体而言,是一种抗菌复合面料加工方法。
背景技术:
2.抗菌面料具有良好的抗菌作用,能够消除因细菌而产生的异味,使织物保持整洁,同时避免细菌的繁殖能够起到降低再次传播的风险,因此抗菌面料能够广泛应用于袜子、内衣、工装面料、户外运动面料等方面使用。
3.市面上的主要的抗菌面料有两种形式,一种是内置银离子或铜离子的抗菌面料,采用纺丝级抗菌技术把抗菌剂直接做到化学纤维里面,另一种方式是采用浸泡或喷涂等后处理方式将抗菌剂加入到面料中后定型,后处理的工艺成本较低,因此市面上应用较为广泛,但是仍存在水洗次数过多影响面料抗菌性能的问题。
技术实现要素:
4.为了实现将制成的衣物的内侧与穿着者的腋下和股沟易出汗的位置抗菌性能增强的目的,本发明采用以下技术方案:
5.本发明的目的在于提供一种通过对多片裁切修整得到的服装衣片在对接处覆盖条形抗菌布的方案,使得缝合后的衣物内侧与穿着者的腋下和股沟易出汗的位置抵接,增加面料的抗菌性能。
6.为了实现上述目的,本发明提供了一种抗菌复合面料加工方法,包括以下步骤:
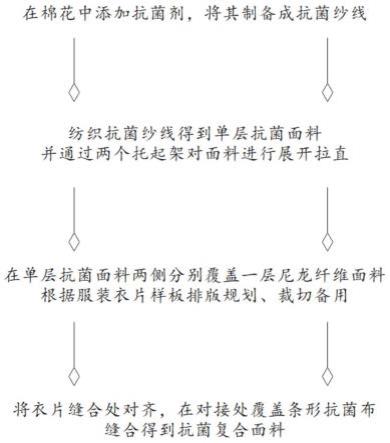
7.步骤一:在棉花中添加抗菌剂,将其制备成抗菌纱线;
8.步骤二:纺织抗菌纱线得到单层抗菌面料,并通过两个托起架对面料进行展开拉直,裁切的到服装衣片;
9.步骤三:将衣片缝合处对齐,在对接处覆盖条形抗菌布,缝合得到抗菌复合面料。
10.优选的,抗菌剂使用kepuyin-m60织物防霉抗菌剂、纳米银抗菌剂溶胶中的一种或全部。
11.优选的,所述条形抗菌布选用镀铜导电纤维纺织得到的长条形面料。
12.通过银离子吸引病原菌内的蛋白酶中带有负电荷的硫醇基,有效地刺穿细胞壁与细胞膜外表,进一步使细菌细胞因蛋白质变性,达到灭菌的效果。
13.衣物的缝线对接处对于弹力的需求较低,因此可在缝合处设置较厚的条形抗菌布,得到抗菌能力可以局部增加的复合面料,提高经济效益。
附图说明
14.以下附图仅旨在于对本发明做示意性说明和解释,其中:
15.图1为本发明的抗菌复合面料加工方法的工艺流程图;
16.图2为本发明的机台底座、面料和定位板的结构示意图;
17.图3为本发明的抬升臂和移送臂的结构示意图;
18.图4为本发明的定位板、转辊和驱动端的结构示意图;
19.图5为本发明的裁衣板面的结构示意图;
20.图6为本发明的抬升臂、同步抬升台ⅰ和裁衣板面的结构示意图;
21.图7为本发明的滑柱、裁衣板面和切割刀架的结构示意图;
22.图8为本发明的抬升臂、移送臂、传动盘ⅰ和转动驱动器的结构示意图;
23.图9为本发明的同步抬升台ⅱ、空心臂和吸附台面的结构示意图;
24.图10为本发明的同步抬升台ⅱ、空心臂和活动连接臂的结构示意图;
25.图11为本发明的空心臂和转动驱动器的结构示意图;
26.图12为本发明的转动驱动器和吹扫筒的结构示意图;
27.图13为本发明的吹扫筒和传动盘ⅱ的结构示意图。
28.图中:机台底座1;面料2;托起架11;抬升臂12;移送臂13;传动盘ⅰ14;第一转动驱动器15;定位板21;转辊22;驱动端23;弧面顶板24;同步抬升台ⅰ31;滑柱32;裁衣板面33;切割刀架34;同步抬升台ⅱ41;空心臂42;送风孔421;气管422;吸附台面43;活动连接臂431;吸盘管44;第二转动驱动器51;吹扫筒52;传动盘ⅱ53。
具体实施方式
29.为了实现将制成的衣物的内侧与穿着者的腋下和股沟易出汗的位置抗菌性能增强的目的,本发明提供了一种抗菌复合面料加工方法,包括以下步骤:
30.步骤一:在棉花中添加抗菌剂,将其制备成抗菌纱线;
31.步骤二:纺织抗菌纱线得到单层抗菌面料,并通过两个托起架对面料进行展开拉直;
32.步骤三:在单层抗菌面料两侧分别覆盖一层尼龙纤维面料,根据服装衣片样板排版规划、裁切备用;
33.步骤四:将衣片缝合处对齐,在对接处覆盖条形抗菌布,缝合得到抗菌复合面料。
34.将细长的条形抗菌布覆盖在衣片缝合处,在衣片缝合完成后,能够对衣物关节处例如腋下、股沟等位置易出汗位置的抗菌效果增加。
35.进一步地,尼龙纤维面料能够增强面料整体的耐磨性能,并且耐脏易清洁,可以延长面料的清洗周期,从而将尼龙纤维面料设置在单层抗菌面料的两侧,得到的复合面料能够保持抗菌材料在面料上的作用效果。
36.以下对本发明的具体实施例进行说明。
37.参照图2-3所示,说明本发明提供的抗菌复合面料加工方法,在布料压在一起时,对面料的松紧状态进行控制,保持面料压平状态下的稳定形状的实施例:
38.所述单层抗菌面料在两个托起架11之间水平展开放置,尼龙纤维面料在两个托起架之间折弯展开放置,从而提供多层面料的抵接空间和单独输送空间。
39.首先将多层面料叠放输送、经过局部压平后裁切,最后将裁切的复合面料移出缝合。
40.其中,托起架11固定安装在加工车间的机台底座1上,托起架11上侧的两端分别设置有定位板21,定位板21上安装有弧面顶板24和三组用于对多层面料进行分别输送的转辊22。
41.弧面顶板24两侧分别安装有定位板21,一侧的定位板21与托起架11固定连接,转辊22转动安装在两个定位板21之间,弧面顶板24能够使得尼龙纤维面料在折弯放置的过渡处的具有一定的平滑效果,使尼龙纤维面料呈水平状态在两个托起架11中部区域安置,并为多组转辊22提供安装空间。
42.转辊22的端部设置有驱动端23,定位板21上安装有用于控制驱动端转动的步进电机,步进电机的输出轴与驱动端23通过联轴器相连;分别启动多个步进电机,带动布料压在一起时,对面料的松紧状态进行控制,保持面料压平状态下的稳定形状。
43.参照图2、图4、图6和图8所示,说明本发明提供的抗菌复合面料加工方法,将裁切下的复合面料进行移出,以便进行拿取和后续缝合的实施例:
44.所述机台底座1上安装有抬升臂12,抬升臂12上安装的压平裁切板件位于多层面料上侧,多层面料下侧设置有吹扫移出板件,吹扫移出板件和压平裁切板件彼此扣合后,将多层面料一同裁切处理。
45.吹扫移出板件通过移送臂13转动安装在抬升臂12上,机台底座1上安装有第一转动驱动器15,第一转动驱动器15输出轴上安装的驱动齿轮与移送臂13上的传动盘ⅰ14通过啮合传动连接,传动盘ⅰ14通过紧固件安装在移送臂13上,本技术中的转动驱动器可选用步进电机或伺服电机,启动第一转动驱动器15,带动吹扫移出板件转动,将裁切下的复合面料进行移出,以便进行拿取和后续缝合。
46.参照图2-3、图5-6和图9-10所示,说明本发明提供的抗菌复合面料加工方法,驱动吸附台面43和裁衣板面33对多层面料进行压平处理,并对压平后的多层面料进行裁切的实施例:
47.所述压平裁切板件包括同步抬升台ⅰ31、滑柱32、裁衣板面33和切割刀架34,同步抬升台ⅰ31的两侧分别固定连接有滑柱32,滑柱32与抬升臂12滑动连接,抬升臂12上安装有用于驱动同步抬升台ⅰ31竖向移动的第一伸缩驱动器。
48.滑柱32的下侧通过法兰构件连接有裁衣板面33,裁衣板面33与缝合服装所需的衣片轮廓和尺寸相同,裁衣板面33外侧滑动安装有切割刀架34,切割刀架34与滑柱32滑动连接,抬升臂12下侧安装有用于驱动切割刀架34相对裁衣板面33进行移动的第二伸缩驱动器。
49.吹扫移出板件包括同步抬升台ⅱ41、空心臂42和吸附台面43,同步抬升台ⅱ41的两端分别安装有空心臂42,空心臂42滑动连接在移送臂13上,移送臂13上安装有用于驱动空心臂42竖向移动的第三伸缩驱动器,空心臂42上安装有吸附台面43,吸附台面43与缝合服装所需的衣片轮廓和尺寸相同;
50.本技术中的伸缩驱动器可选用电动伸缩杆或液压缸;启动第一伸缩驱动器和第二伸缩驱动器,驱动吸附台面43和裁衣板面33对多层面料进行压平处理,之后启动第三伸缩驱动器,控制切割刀架34将多层面料进行裁切。
51.其中,裁衣板面33对称设置有两个,两个裁衣板面33相反设置,增加面料裁切的利用面积,增加服装衣片彼此缝合的便利性。
52.参照图2-3和图9-10所示,说明本发明提供的抗菌复合面料加工方法,使吸附台面43与裁衣板面33合拢抵接在一起,将多层面料进行压平处理的实施例:
53.所述吸附台面43通过活动连接臂431与空心臂42连接,活动连接臂431通过紧固件
固定连接在空心臂42上,活动连接臂431上安装有用于驱动吸附台面43相对空心臂42竖向移动的第四伸缩驱动器。
54.空心臂42上端的周侧设置有多个送风孔421,空心臂42的下侧设置有气管422。
55.启动第四伸缩驱动器,将空心臂42上的送风孔421在吸附台面43上侧面上方漏出,进行后续的面料表面吹扫操作,增加面料的平整性。
56.气管422的另一端通过管道与气泵连通,启动气泵,对预夹紧的面料进行吹送,对面料表面平整处理,之后,控制吸附台面43进一步升起,使吸附台面43与裁衣板面33合拢抵接在一起,将多层面料进行压平处理。
57.参照图10-13所示,说明本发明提供的抗菌复合面料加工方法,将气流对面料周侧进行均匀吹扫过程中气流能够集中,增加面料整平效果的实施例:
58.所述空心臂42内转动安装有吹扫筒52,吹扫筒52的下侧与气管422连通,吹扫筒52上端的侧部设置有单出风口,吹扫筒52的下端固定连接有传动盘ⅱ53,传动盘ⅱ53卡在空心臂42内,
59.空心臂42外侧通过支架安装有第二转动驱动器51,第二转动驱动器51输出轴上的驱动齿轮与传动盘ⅱ53通过啮合传动连接。
60.启动第二转动驱动器51,控制吹扫筒52转动,将气流对面料周侧进行均匀吹扫过程中气流能够集中,增加面料整平效果。
61.参照图9-10所示,说明本发明提供的抗菌复合面料加工方法,在多层面料移出过程中,保持对齐的层叠放置状态的实施例:
62.所述吸附台面43固定连接并连通设置有至少两个的吸盘管44,吸盘管44直径较细,吸盘管44的另一端与气泵连通,通过启动气泵,使吸盘管44持续抽气,将多层面料吸附在吸附台面43上,使得面料被压平处理后的裁切效果较好,并且在吸盘管44持续抽气过程中,能够便于多层面料移出过程中,保持对齐的层叠放置状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1