气眼介子的制作方法
1.本实用新型涉及气眼介子设备技术领域,特别涉及一种气眼介子。
背景技术:
2.目前,市场上服饰使用的面料种类越来越丰富,受面料限制(如针织面料),在面料的取孔(开孔)位置面料容易发生毛边等情况,使得装订在面料上的气眼介子发生脱落的现象。
3.因此,如何避免脱落,是本技术领域人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本实用新型提供了一种气眼介子,以避免脱落。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种气眼介子,包括:
7.介子,所述介子具有环形介子本体及与其内孔连接的第一厚度延伸段,所述环形介子本体与所述第一厚度延伸段呈夹角布置;
8.气眼,所述气眼具有环形气眼本体及与其内孔连接的第二厚度延伸段,所述环形气眼本体与所述第二厚度延伸段呈夹角布置;所述第二厚度延伸段的端部为用于切割面料的切割端,所述第二厚度延伸段与所述第一厚度延伸段之间形成用于容纳所述切割端切割面料后形成的面料取孔边缘的容纳间隙,所述切割端能够在切割所述面料后弯折并与所述环形介子本体的外壁定位接触。
9.可选地,上述气眼介子中,所述介子还具有与所述环形介子本体的外边缘连接的介子弯折边,所述介子弯折边及所述第一厚度延伸段位于所述环形介子本体的同一侧;
10.所述介子弯折边、所述环形介子本体及所述第一厚度延伸段之间形成介子凹槽;
11.所述介子凹槽内具有垫片。
12.可选地,上述气眼介子中,所述第一厚度延伸段为环形结构;
13.所述第一厚度延伸段远离所述环形介子本体的端口高于所述垫片。
14.可选地,上述气眼介子中,所述第一厚度延伸段远离所述环形介子本体的端口为外扩口。
15.可选地,上述气眼介子中,所述外扩口的外扩角度为a;
16.30
°
≤a≤60
°
。
17.可选地,上述气眼介子中,所述垫片为塑料垫片。
18.可选地,上述气眼介子中,所述介子为金属介子;
19.和/或,所述气眼为金属气眼。
20.可选地,上述气眼介子中,所述环形介子本体与所述第一厚度延伸段为一体式结构;
21.和/或,所述环形气眼本体与所述第二厚度延伸段为一体式结构。
22.可选地,上述气眼介子中,所述第二厚度延伸段为环形结构。
23.可选地,上述气眼介子中,所述气眼还具有与所述环形气眼本体的外边缘连接的气眼弯折边,所述气眼弯折边及所述第二厚度延伸段位于所述环形气眼本体的同一侧。
24.从上述的技术方案可以看出,本实用新型提供的气眼介子,可以应用免取孔机器进行装订。在装订过程中,面料的一侧设置介子,面料的另一侧设置气眼,气眼的第二厚度延伸段的切割端切割面料后穿过面料,再通过切割端的弯折与环形介子本体的外壁定位接触,完成了气眼介子的装订。由于不需要提前取孔,而使采用第二厚度延伸段的切割端切割面料后完成取孔,有效避免了因取孔的孔径偏大而影响装订不紧的情况,降低了脱落隐患;并且,第二厚度延伸段与第一厚度延伸段之间形成用于容纳切割端切割面料后形成的面料取孔边缘的容纳间隙,由于第一厚度延伸段与环形介子本体的内孔呈夹角连接,第二厚度延伸段与环形气眼本体的内孔呈夹角连接,即,完成装订后的面料取孔边缘弯折并夹持在第一厚度延伸段与第二厚度延伸段之间,进一步避免了脱落。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
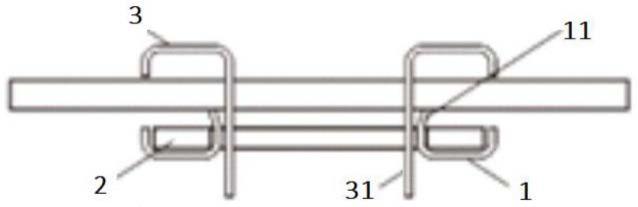
26.图1为本实用新型实施例提供的气眼介子的第一安装状态结构示意图;
27.图2为本实用新型实施例提供的气眼介子的第二安装状态结构示意图;
28.图3为本实用新型实施例提供的气眼介子的第三安装状态结构示意图;
29.图4为本实用新型实施例提供的气眼介子的第四安装状态结构示意图。
具体实施方式
30.本实用新型公开了一种气眼介子,以避免脱落。
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.如图1-图4所示,本实用新型实施例提供了一种气眼介子,包括介子1及气眼3。环形介子本体与第一厚度延伸段11呈夹角布置;气眼3具有环形气眼本体及与其内孔连接的第二厚度延伸段31,环形气眼本体与第二厚度延伸段31呈夹角布置;第二厚度延伸段31的端部为用于切割面料的切割端,第二厚度延伸段31与第一厚度延伸段11之间形成用于容纳切割端切割面料后形成的面料取孔边缘4的容纳间隙,切割端能够在切割面料后弯折并与环形介子本体的外壁定位接触。
33.本实用新型实施例提供的气眼介子,可以应用免取孔机器进行装订。在装订过程中,面料的一侧设置介子1,面料的另一侧设置气眼3,气眼3的第二厚度延伸段31的切割端切割面料后穿过面料,再通过切割端的弯折与环形介子本体的外壁定位接触,完成了气眼介子的装订。由于不需要提前取孔,而使采用第二厚度延伸段31的切割端切割面料后完成
取孔,有效避免了因取孔的孔径偏大而影响装订不紧的情况,降低了脱落隐患;并且,第二厚度延伸段31与第一厚度延伸段11之间形成用于容纳切割端切割面料后形成的面料取孔边缘4的容纳间隙,由于第一厚度延伸段11与环形介子本体的内孔呈夹角连接,第二厚度延伸段31与环形气眼本体的内孔呈夹角连接,即,完成装订后的面料取孔边缘4弯折并夹持在第一厚度延伸段11与第二厚度延伸段31之间,进一步避免了脱落。
34.可以理解的是,第二厚度延伸段31位于第一厚度延伸段11背向环形介子本体的一侧。
35.为了进一步避免气眼介子脱落,还可以在需要装订气眼介子的面料区域增加垫片或衬布进行加固。
36.优选地,环形介子本体与第一厚度延伸段11相互垂直;环形气眼本体与第二厚度延伸段31相互垂直。
37.本实施例中,介子1还具有与环形介子本体的外边缘连接的介子弯折边,介子弯折边及第一厚度延伸段11位于环形介子本体的同一侧;介子弯折边、环形介子本体及第一厚度延伸段11之间形成介子凹槽;介子凹槽内具有垫片2。通过上述设置,提高了介子1的结构稳定性,确保了介子1在厚度方向上的稳定性。
38.为了进一步提高稳定性,第一厚度延伸段11为环形结构;第一厚度延伸段11远离环形介子本体的端口高于垫片2。其中,由于第一厚度延伸段11远离环形介子本体的端口高于垫片2,使得介子1与垫片2组合的结构的正反面具有区别(介子1与垫片2组合的背面具有第一厚度延伸段11高出垫片2的部分,介子1与垫片2组合的正面为环形介子本体背向面料的外侧面),进而保障介子1与垫片2组装后能够被自动装订机识别出正反面。端口高出垫片2的尺寸优选为0.2mm以上。
39.优选地,介子弯折边与环形介子本体的连接边缘及环形介子本体与第一厚度延伸段11的连接边缘可以为直角(可以设置较小的倒角或不这是倒角),以便于提高垫片2在其内的稳定性。
40.为了防止介子1与垫片2相对分离,提高介子1与垫片2的组合稳定性,第一厚度延伸段11远离环形介子本体的端口为外扩口。
41.本实施例中,外扩口的外扩角度为a;30
°
≤a≤60
°
。
42.为了降低重量,垫片2为塑料垫片。
43.本实施例中,介子1为金属介子;和/或,气眼3为金属气眼。出于方便加工的考虑,介子1为铜质介子,气眼3为铜质气眼。
44.出于方便加工的考虑,环形介子本体与第一厚度延伸段11为一体式结构;和/或,环形气眼本体与第二厚度延伸段31为一体式结构。
45.进一步地,第二厚度延伸段31为环形结构。
46.为了进一步提高气眼介子的装订稳定性,气眼3还具有与环形气眼本体的外边缘连接的气眼弯折边,气眼弯折边及第二厚度延伸段31位于环形气眼本体的同一侧。
47.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
48.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定
义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1