一种内衣机集群生产监测系统的制作方法
1.本实用新型涉及内衣机领域,尤其涉一种内衣机集群生产监测系统。
背景技术:
2.如图1所示,内衣机通常自带出料管9和出布口5,在出布口5侧壁设有第二吸风管11,第二吸风管另一端与内衣机自带的抽风机相连,在第二吸风管上还设有用于控制吸风大小的吸风阀门控制器12,在内衣机生产完成一件内衣胚后,抽风机向外抽气在出料管中形成负压,内衣胚会在负压作用下通过出料管和出布口后落到内衣机附近的收集框中。质检人员则对收集框中的每一件内衣胚进行质检,剔除有瑕疵的内衣胚,并让挡车工对生产存在瑕疵的内衣胚的内衣机进行检修调试。在实际生产中,一个车间往往有多台内衣机,一个质检人员要对多台内衣机生产的内衣胚进行质检,但受体力限制,质检人员不可能不断的在各台内衣机之间走动,在每一台内衣机生产完一件内衣胚后就及时对该内衣胚进行质检,往往是等待内衣机生产完多件内衣胚后统一进行质检,这样降低了质检人员的劳动强度,但在出现内衣机故障时,往往不能及时发现,使得多件内衣胚成为次品,提高了生产成本。因此有必要提出一种无需质检人员在各台内衣机之间走动且能够及时对每一台内衣机生产的内衣胚进行质检的监测系统。
技术实现要素:
3.本实用新型解决了上述问题,提供了一种集中输送内衣胚,无需质检人员在各台内衣机之间走动且能够及时对每一台内衣机生产的内衣胚进行质检并远程控制各台内衣机的内衣机集群生产监测系统。
4.本实用新型解决其技术问题所采用的技术方案是,一种内衣机集群生产监测系统,包括:产品输送通道,包括一个终端出料口和若干进料口,各个进料口依次通过临时储物机构和通道转换机构与各台内衣机的出料管相连,所述产品输送通道中设有吸风装置,在产品输送通道中形成负压将各台内衣机的产品输送至终端出料口处的收集箱中;终端控制器,设置在终端出料口附近,用于单独控制各台内衣机停工并输送产品瑕疵信息给对应的子端设备;所述子端设备位于各台内衣机附近,与内衣机一一对应,子端设备包括显示屏和控制按键,所述显示屏用于显示接收自终端控制器的产品问题信息,所述控制按键用于控制对应的临时储物机构、通道转换机构和显示屏。
5.作为上述方案的一种优选方案,所述通道转换机构包括三通接头、第一挡板、第一气缸、第二挡板和第二气缸,所述三通接头第一端与内衣机的出料管相连,第二端与临时储物机构相连,第三端与内衣机原有的出布口相连,所述第一挡板设置在三通接头第二端,所述第二挡板设置在三通接头第三端,所述第一挡板由第一气缸驱动,第二挡板由第二气缸驱动。第一气缸和第二气缸由终端控制器和子端设备共同控制,第一气缸和第二气缸的不同伸缩组合能够改变三通接头三端的导通状态,进而控制内衣胚进入临时储物机构或是进入内衣机原有的出布口。
6.作为上述方案的一种优选方案,所述临时储物机构包括第一过渡部、第二过渡部、第三挡板和第三气缸,所述第一过渡部第一端与通道转换机构相连,第一过渡部第二端与第二过渡部第二端相连,第二过渡部第一端与产品输送通道的进料口相连,所述第三挡板设置在第一过渡部与第二过渡板的连接处,所述第三挡板由第三气缸驱动。
7.作为上述方案的一种优选方案,所述第一过渡部侧面设有第一通孔,所述第一通孔通过第一吸风管与内衣机的吸风阀门控制器相连,所述第一过渡部中设有与第一过渡部内壁相匹配的第一栅格栏。第一栅格栏的设置能够防止内衣胚被吸入到第一吸风管中。
8.作为上述方案的一种优选方案,所述终端控制器包括与各个子端设备相互通讯的主机、控制各台内衣机停工的遥控器及内衣机运行状态面板,所述内衣机运行状态面板上设有与内衣机数量相对应的指示灯,指示灯的状态与内衣机运行状态相对应。
9.作为上述方案的一种优选方案,所述第三气缸的控制端与plc控制器的输出端相连,所述plc控制器的输入端分别与各台内衣机相连。内衣机在完成一件内衣胚后会发出信号,plc控制器接收到信号后控制第三气缸运行,plc还能够对并发信号进行排序,避免多件内衣胚同时进入产品输送通道。
10.本实用新型的优点是:无需质检员在各台内衣机之间频繁走动即能够对所有内衣机生产的内衣胚进行质检,在发现内衣胚存在瑕疵后能够及时控制生产该内衣胚的内衣机停工并传输瑕疵信息给对应的子端设备便于挡车工检修;在挡车工检修时,内衣胚从内衣机原有的出布口掉落,便于挡车工就近观察内衣胚是否存瑕疵,确认问题是否解决。
附图说明
11.图1为现有内衣机的结构示意图。
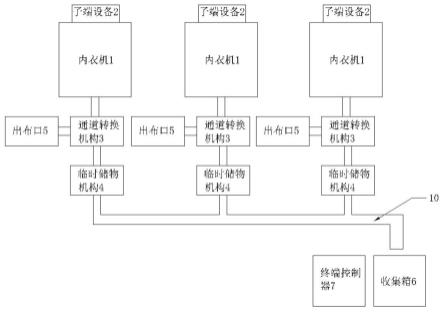
12.图2为实施例中内衣机集群生产监测系统的结构示意图。
13.图3为实施例中内衣机与产品输送通道的连接结构示意图。
14.图4为实施例中内衣机集群生产监测系统的原理框图。
15.图5为实施例中内衣机集群生产监测方法的流程示意图。
16.1-内衣机
ꢀꢀ
2-子端设备
ꢀꢀ
3-通道转换机构
ꢀꢀ
4-临时储物机构
ꢀꢀ
5-出布口
ꢀꢀ
6-收集箱
ꢀꢀ
7-终端控制器
ꢀꢀ
8-plc控制器
ꢀꢀ
9-出料管
ꢀꢀ
10-产品输送通道
ꢀꢀ
11-第二吸风管
ꢀꢀ
12-吸风阀门控制器
ꢀꢀ
13-第一吸风管
ꢀꢀ
31-三通接头
ꢀꢀ
32-第二挡板
ꢀꢀ
33-第二气缸
ꢀꢀ
34-第一挡板
ꢀꢀ
35-第一气缸
ꢀꢀ
41-第一过渡部
ꢀꢀ
42-第二过渡部
ꢀꢀ
43-第三气缸
ꢀꢀ
44-第三挡板
ꢀꢀ
71-主机
ꢀꢀ
72-遥控器
ꢀꢀ
73-内衣运行状态面板。
具体实施方式
17.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步的说明。
18.实施例:
19.本实施例一种内衣机集群生产监测系统,如图2所示,包括产品输送通道10、终端控制器7、收集箱6、子端设备2、通道转换机构3和临时储物机构4。产品输送通道10包括一个终端出料口和若干进料口,各个进料口依次通过临时储物机构4和通道转换机构3与各台内衣机1的出料管相连,所述产品输送通道10中设有吸风装置,在产品输送通道中形成负压将各台内衣机的产品输送至终端出料口处的收集箱6中;终端控制器7,设置在终端出料口附
近,用于单独控制各台内衣机1停工并输送产品瑕疵信息给对应的子端设备2;子端设备2位于各台内衣机1附近,与内衣机1一一对应,子端设备2包括显示屏和控制按键,显示屏用于显示接收自终端控制器的产品问题信息,所述控制按键用于控制对应的临时储物机构、通道转换机构和显示屏。
20.如图3所示,通道转换机构3包括三通接头31、第一挡板34、第一气缸35、第二挡板32和第二气缸33,所述三通接头31第一端与内衣机的出料管9相连,第二端与临时储物机构相连,第三端与内衣机原有的出布口5相连,所述第一挡板34设置在三通接头31第二端,所述第二挡板32设置在三通接头第三端,所述第一挡板34由第一气缸35驱动,第二挡板32由第二气缸33驱动。当第二气缸33伸长,第一气缸35收缩时,第二挡板32挡住三通接头31第三端,三通接头31与临时储物机构导通,此时内衣机生产的内衣胚无法通过内衣机原有的出布口5掉落,只能够进入到临时储物机构中;当第二气缸33收缩,第一气缸35伸长时,三通接头31第三端与内衣机原有的出布口5导通,三通接头31与临时储物机构截断,此时内衣机生产的内衣胚只能够通过内衣机原有的出布口5掉落。
21.临时储物机构包括第一过渡部41、第二过渡部42、第三挡板44和第三气缸43,第一过渡部41和第二过渡部42均为类圆台型,面积小端为第一端,面积大端为第二端。第一过渡部41第一端与通道转换机构3中的三通接头31第二端相连,第一过渡部41第二端与第二过渡部42第二端相连,第二过渡部42第一端与产品输送通道的进料口相连,所述第三挡板44设置在第一过渡部与第二过渡板的连接处,所述第三挡板43由第三气缸驱动。第一过渡部41侧面设有第一通孔,所述第一通孔通过第一吸风管13与内衣机的吸风阀门控制器12相连,所述第一过渡部中设有与第一过渡部内壁相匹配的第一栅格栏。当第三气缸收缩时,第三挡板收缩,第一过渡部41与第二过渡板42导通,内衣胚能进入到产品输送通道中;当第三气缸伸长时,第三挡板伸长截断第一过渡部41与第二过渡部42,内衣胚无法进入到产品输送通道中。当三通接头31导通出料管9和临时储物机构,且第三挡板截断第一过渡部和第二过渡部时,在抽风机11运行后,在第一过渡部41处进行负压,内衣机生产完成一件内衣胚后,内衣胚在负压作用下被吸到第一过渡部中,第一栅格栏则能够防止内衣胚进入到第一吸风管13中。
22.各个临时储物机构中的第三气缸与plc控制器的输出端相连,所述plc控制器的输入端分别与各台内衣机相连,现有的内衣机在完成一件内衣胚后会发出一个内衣胚完成信号,plc在接收到内衣胚完成信号后控制第三气缸导通第一过渡部和第二过渡部,使内衣胚能够进入到产品输送通道中。当多台内衣同时发出内衣胚完成信息号后,plc会对对应的各个临时储物机构的导通顺序进行排序,确保同一时间只有一件内衣胚进入到产品输送通道中。
23.如图4所述,终端控制器7包括与主机71、遥控器72及内衣机运行状态面板73,所述内衣机运行状态面板73上设有与内衣机数量相对应的指示灯,指示灯的状态与内衣机运行状态相对应,在内衣机停工时,对应的指示灯点亮。遥控器72用于控制各个内衣机1停工,还用于控制通道转换机构3的导通状态,在遥控器72控制某一内衣机1停工时,同时控制该内衣机1对应的通道转换机构导通内衣机1的出料管9和出布口5,使得该内衣机生产的内衣胚无法进入到产品输送通道中,同时为了避免重复操作,在遥控器控制某一内衣机停工时,遥控器无法再次对该内衣机进行控制,直至挡车工在该内衣机对应的子端设备上进行操作。
主机71与各台内衣机对应的子端设备2相互通讯,能够单独发送信息给各个子端设备2。当质检员发现某一内衣胚上存在瑕疵时,通过内衣胚上的机台号确定生产该内衣胚的内衣机,利用遥控机72控制该内衣机停工并截断内衣机与产品输送通道的连通,同时通过主机输入内衣胚所存在的瑕疵信息并发送给子端设备。内衣胚的瑕疵信息包括断纹、横纹等。需要说明的是,内衣机生产的内衣胚在成为真正的内衣前还需要经过裁剪去掉多余的布料,机台号则是在内衣机生产内衣胚时在需要剪掉的布料上编织成型的,每台内衣机有其独有的机台号。
24.本实施例中,子端设备2中的控制按键设有三个,分别为消除键、放行键和通道转换键。放行键能够控制临时储物机构4中的第三气缸,能够手动对临时储物机构4中的内衣胚放行;消除键能够消除子端设备2中显示屏显示的信息,消息显示屏信息后终端控制器7的遥控器恢复对该子端设备对应的内衣机的控制权,同时通道转换机构连通内衣机出料管和临时储物机构;通道转换键用于单独控制通道转换机构的导通状态,便于工作人员现场对内衣机的产品进行检查。
25.在使用本实施例中内衣机集群生产监测系统对多个内衣机生产状态进行检测时,如图5所示,包括以下步骤:
26.s1:在内衣机完成内衣胚后,所述产品输送通道将各台内衣机生产的内衣胚输送至终端出料口;内衣机完成内衣胚后,内衣机发出放行信号给plc控制器,plc控制器控制对应的临时储物机构的第一过渡部和第二过渡部临时导通,令内衣胚进入到产品输送通道中。plc控制器同时接收到多台内衣机的放行信号后,对发出放行信号的各台内衣机的临时储物机构导通顺序进行排序。
27.s2:对每一件自终端出料口出来的内衣胚进行质检,若发现内衣胚存在瑕疵,则根据内衣胚上的机台号确定生产该内衣胚的内衣机,通过终端控制器控制该内衣机停工并将内衣胚的瑕疵信息发送给对应的子端设备,进入步骤s3;当内衣机停工时,内衣机运行状态面板对应的指示灯点亮,同时令第一挡板封闭三通接头第二端,第二挡板回缩连通内衣机出料管和原有的出布口;所述终端控制器在控制内衣机停机后,无法对该内衣机进行控制,直至挡车工在该内衣机的子端设备上消除该内衣机的瑕疵信息。
28.s3:挡车工根据子端设备上显示的瑕疵信息对内衣机进行检修,检修后启动内衣机,检查自内衣机原有的出布口掉落的内衣胚是否存在瑕疵,若存在则再次检修,若不存在,则通过控制按键令第二挡板封闭三通接头第三端,第一挡板回缩导通出料管和临时储物机构,令内衣胚能够进入到临时储物机构中,同时消除子端设备显示的瑕疵信息并令该内衣机对应的指示灯熄灭。
29.本实施例中内衣机集群生产监测系统及方法,使得质检员无需在各台内衣机之间频繁走动即能够对所有内衣机生产的内衣胚进行质检,在发现内衣胚存在瑕疵后能够及时控制生产该内衣胚的内衣机停工并传输瑕疵信息给对应的子端设备便于挡车工检修;在挡车工检修时,内衣胚从内衣机原有的出布口掉落,便于挡车工就近观察内衣胚是否存瑕疵,确认问题是否解决。
30.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1